钢板彩印线张力控制系统的设计
2022-07-12党洋,任彦
党 洋,任 彦
(内蒙古科技大学,内蒙古 包头 014000)
当前,钢板彩印技术的发展尚处于早期阶段,我国作为拥有丰富的产品类型和完整产业链的制造业大国,应通过持续加大指向产业经济发展事业领域的资金投入力度,获取和占据制造业发展进程中的高端地位,继而在实际经营运作中顺利获取最大收益[1]。
我国工业和信息化部统计测算的权威数据显示,2020年全年,我国生铁产品的累计产量为8.88亿t,与2019年相比,同比增长幅度为4.30%;粗钢产品的累计产量为10.53亿t,与2019年相比,同比增长幅度为5.20%;钢材产品的累计产量为7.70亿t,与2019年相比,同比增长幅度为7.70%[2]。通过解读我国工业和信息化部统计测算的相关数据信息可知,在后疫情时代,我国钢铁产品生产制造行业实际获取的经济收益水平呈现稳定的持续提升趋势[3]。根据中国钢铁工业协会发布的统计测算数据,2020年全年,我国钢铁行业主要企业的累计经济收益为2 074.00亿元,与2019年相比,同比增长幅度为6.60%[4]。在可以预见的未来一段时期内,彩印钢板产品在真实的市场环境中,会保持强劲的竞争能力和良好的发展前景。
1 张力控制技术方法的历史发展脉络
随着科学技术发展水平的持续提升,张力控制技术方法逐渐实现发展进步,且其发展历程可以被划分成3个具体阶段[5]。
(1)机械式张力控制技术系统。机械式张力控制技术系统本质上就是在电气化技术形态引入之前,以机械技术结构为基础条件,运用齿轮技术组件和连轴技术组件,发挥针对主轴技术结构和从轴技术结构的相互连接作用,实现张力控制技术目标。在机械式张力控制技术系统具体运用过程中,通常涉及较多的人工技术操作环节,具体运用的控制技术相对简单,且由于机械齿轮技术组件在发挥传动技术功能的过程中展示的技术误差较大,客观上无法在具体控制技术活动开展过程中获取和展示较高的精确度。
(2)电子式张力控制技术系统。电子式张力控制技术系统就是在引入种类多样的电气化技术组件的前提下,将张力控制技术系统中包含的机械技术结构替换成控制器技术组件、张力传感器技术组件以及执行器技术组件等,构建具备电气化特征的张力控制技术系统。电子式张力控制技术系统与机械式张力控制技术系统在具体发挥张力控制功能的过程中,能显著提高总体精度。与此同时,机械式张力控制技术系统普遍存在强耦合技术因素和非线性技术因素,客观上不宜在精确控制技术领域加以运用。
(3)智能式张力控制技术系统。智能式张力控制技术系统本质上就是在电子式张力控制技术系统的基础上,引入并且运用智能控制算法技术程序,提高张力控制系统运行过程中的总体稳定性,全面彻底地解决传统张力控制技术方式在实际运用过程中精确度水平较低的问题,客观上成为现代化张力控制技术活动过程中可供选择运用的首要方法。
近年来,随着现代科学技术整体发展水平的提升,交流伺服技术形态的选择运用领域呈现越来越广泛的趋势。在具体运行过程中,伺服电机技术设备能将电压技术信号转化成转矩技术参数和速度技术参数,实现对速度参数水平和具体所处空间位置的精确控制。当前,伺服技术形态已经实现在机器人设备制造行业、数控机床设备制造行业以及高端印染行业的广泛应用。
2 金属彩印线传动控制技术概述
2.1 金属彩印线传动控制技术系统的基本结构
在金属彩印线传动控制技术系统的内部结构中,入口段主要包含开卷段,其工艺段主要包含入口活套段、清洗段、钝化段、底涂段、印花段、罩光段以及出口活套段,出口段主要包含收卷段。
2.2 金属彩印线传动控制技术系统的基本工艺流程
在金属彩印线传动控制技术系统的运行过程中,需要执行的基本工艺流程依次为:1#上料技术环节→1#开卷机技术环节→1#开卷转向夹送辊技术环节→1#剪刀技术环节→过渡导板技术环节→转向夹送辊技术环节(2#上料技术环节→2#开卷机技术环节→2#开卷转向夹送技术环节→2#剪刀技术环节)→汇合夹送辊技术环节→缝合机技术环节→压毛刺辊技术环节→1#张力辊技术环节→入口活套技术环节→1#双辊纠偏技术环节→2#张力辊技术环节→清洗段技术环节(1#、2#热水喷淋)→吹干加热装置技术环节→三色印花机装置技术环节(预留一色印花单元位置)→1#托辊组技术环节→3#张力辊技术环节→2#托辊组技术环节→2#双辊纠偏技术环节→辊涂机技术环节→固化炉技术环节→热覆膜机技术环节→风冷装置技术环节→雾冷装置技术环节→水冷装置技术环节→3#挤干纠偏装置技术环节→烘干装置技术环节→4#张力辊技术环节→出口活套技术环节→4#双辊纠偏技术环节→5#张力辊技术环节→水平检查台技术环节→冷覆膜机技术环节→出口剪技术环节(带夹送辊)→EPC技术环节→出口转向夹送辊技术环节→卷取机技术环节→人工卸料技术环节。
3 张力控制系统的硬件设计分析
在设计自动化技术系统的过程中,需要遵循的主要原则是确保自动化技术系统同时具备高度的完整性、先进性、可靠性以及适用性,为后续维护环节和功能扩展环节创造便利条件。此外,鉴于实际涉及的各类工艺技术设备具备预留功能,自动化技术系统也应具备预留功能。
在建设机组设备、形成自动控制技术系统的过程中,要选择具备电仪一体化特点的自动控制技术系统。在选择各类技术设备的过程中,要严格遵循和践行先进性、经济性、实用性以及可靠性指导原则。要选择质量可靠、性价比较高的先进技术设备和元件,保证在具体生产过程中表现出良好的质量,并且在技术指标层面和经济指标层面充分展现先进性。
3.1 控制器技术组件的型号选取
控制器技术组件在控制技术系统内部占据核心地位,能发挥稳定且充分的决策功能,是控制技术系统内部最关键的结构组成部分。
结合钢板彩印线运行使用过程中需满足的控制器技术要求和基本工艺技术特点,选择运用隶属于SIMATIC S7-1500系列的中央处理器(Central Processing Unit,CPU)技术组件,主要特点集中体现在以下方面:CPU1516-3PN/DP编程技术环节运用的数据块数量最多能达到6 000个,数据块的最大容量为5.00 MB,FB、FC以及OB的最大容量为512.00 KB。用于发挥程序控制功能的工作存储器技术结构容量为5.00 MB,用于发挥数据存储功能的工作存储器技术结构容量为1.00 MB。插槽式装载存储器技术结构的最大容量为2.00 GB,S7定时器技术结构和计数器技术结构的设置数量各为2 048个,IEC定时器技术结构和计数器技术结构的实际设置数量不受限制。位存储技术结构的容量为16.00 KB。I/O技术模块的设置数量最多可达8 192个,过程映像分区的设置数量最多32个,过程映像输入环节与输出环节的最大容量都是32.00 KB,每个机架结构内部最多可以设置32个技术模块。
CPU控制器技术组件拥有超高速运算处理能力,位操作技术指令的处理过程持续时间典型值为10.00 ns,换言之,在1 μs内可支持完成针对100条位操作技术指令的处理环节,浮点数运算指令的处理过程持续时间典型值为64.00 ns。S7-1500采用当前最快的背板总线和高效的传输技术协定,控制且保证了技术信号快速化处理状态,点到点之间的反应过程持续时间不到500.00 μs。AI技术模块与AO技术模块的分辨率参数均为16位,8点AI技术模块的每个技术模块转换时间参数为125.00 μs,数字量输入技术模块具有50.00 μs的超短输入延时技术特征。用于发挥计数功能、测量功能和定位输入功能的工艺模块TM Poslnput的最高信号频率参数为1.00 MHz,4倍速时的参数为4.00 MHz,可用RS-422接口技术结构具体连接脉冲编码器,支持等式模式、诊断中断和硬件中断。采用PROFINET IRT通信可以保证确定的反应时间和高精度的系统响应,最短循环时间参数为250.00 μs。控制器技术组件的型号选择分布如表1所示。

表1 控制器技术组件的型号选择分布
3.2 电机设备的型号选取
电机设备的型号选取参数分布如表2所示。

表2 电机设备的型号选取参数分布
3.3 变频器技术组件的型号选取
变频器技术组件的型号选取参数分布如表3所示。
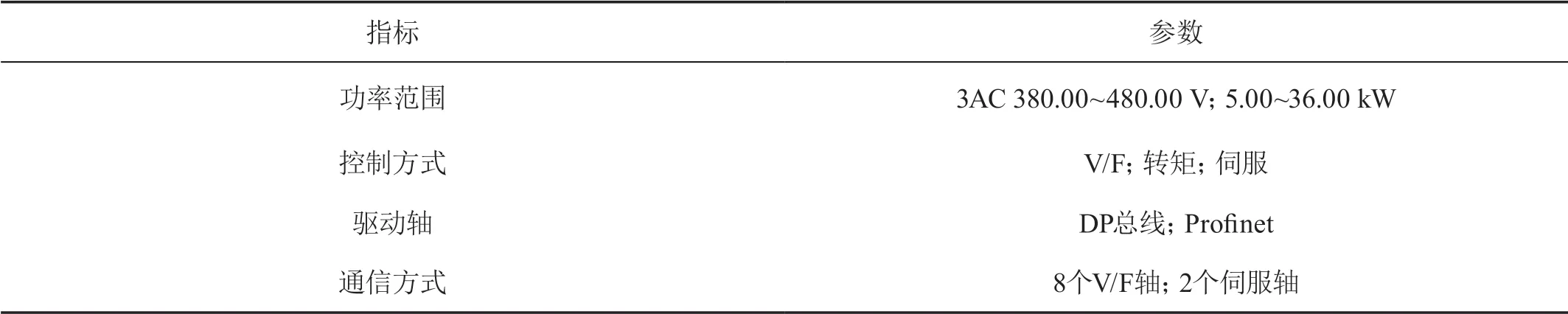
表3 变频器技术组件的型号选取参数分布
3.4 张力传感器技术组件的型号选取
(1)将工作电压参数指标设定为24.00 DV。
(2)将工作电流参数指标设定为4.00~20.00 mA。
(3)将响应频率参数指标设定为大于300.00 Hz。
(4)将灵敏度参数指标设定为(5 000.00±30.00)mV/fs。
(5)将测量范围参数指标设定为0~3 000.00 kg。
4 结语
综合梳理现有研究成果可知,彩印钢板产品具备优质技术性能和较大应用空间,做好针对钢板彩印线张力控制系统的设计,对提升彩印钢板产品的总体技术性能、发挥彩印钢板产品的最大应用价值发挥着不容忽视的作用。