G115钢焊接冷裂纹敏感性研究
2022-07-12张德金危兆胜王萍刘海徐祥久路浩
张德金,危兆胜,2,王萍,2,刘海,2,徐祥久,2,路浩
1.哈尔滨锅炉厂有限责任公司 黑龙江哈尔滨 150046
2.高效清洁燃煤电站锅炉国家重点实验室 黑龙江哈尔滨 150046
3.西安石油大学 陕西西安 710065
1 序言
由于国家对节能减排的要求越来越高,所以进一步提高电站机组运行参数是未来火电技术发展的必然方向。目前,投运火电锅炉二次再热蒸汽的最高温度是623℃。对于623℃机组温度,如果提高到620~650℃,则整台机组热效率将提高约1%,对于百万千瓦级机组,热效率提高1%将会带来巨大的经济效益及环境效益。蒸汽入口温度越高,机组锅炉的热效率也越高,但若蒸汽温度再提高,则现有用于锅炉制造的成熟材料已无法满足运行工况。目前,火电锅炉行业已开展620~650℃以及更高温度工作参数的高效锅炉研发工作。但更高参数的锅炉研发,首先要有适应更高工况参数的新型锅炉材料。
电厂的锅炉体积庞大,需要无数个焊接接头将相同材质和不同材质的大管、小管、管接头、钢板及圆钢等零部件连接起来,因此在研究新材料的同时,新材料的焊接也要同步进行。而对新材料焊接性的研究尤为重要,再好的材料无法焊接,不能形成可靠的连接接头,那么这个材料也无法用于产品生产。
G115钢是高效超超临界锅炉关键部件的重要候选材料之一,本文针对G115新材料进行系列冷裂纹敏感性试验研究,开展焊接性评价及焊接工艺试验,为后续材料的生产应用提供足够的焊接技术储备。
2 G115钢介绍
600℃蒸汽参数火电机组商业化应用后,国内外研究人员都把目标转向了600℃以上更高参数的火电机组,而 620~650℃马氏体耐热钢是蒸汽温度跨越式提升的瓶颈问题之一。日本NIMS较早开始研究新型马氏体耐热钢,日本的新日铁住友金属(Nippon Steel & Sumitomo Metal Corporation)在该领域也开展了研究工作。而钢铁研究总院和宝钢集团公司在国内率先开展相关研究工作。
G115钢是国内新研发的9Cr-3W-3Co系马氏体耐热钢,G115钢是在传统9Cr钢的基础上,增加W含量,不再添加Mo,而新添加Co和Cu,并通过添加B等微合金化元素,最终获得优异的蠕变性能[1]。G115钢在620~650℃温度下具有优异的组织稳定性,其650℃下的持久强度是SA-335P92钢的1.5倍[2]。
马氏体钢焊接冷裂纹敏感性一般较高,生产过程中确定合理的预热温度是预防焊接冷裂纹行之有效的措施。G115钢随合金元素的加入,其结果也不同程度地增大了钢的淬硬倾向及焊接裂纹的敏感性。在大批量的焊接生产作业中,过高的预热温度将会造成大量的能源浪费,同时过高的预热温度也将给焊接操作者的焊接作业带来困难,而若预热温度不足,则可能会产生焊接冷裂纹。因此,在经济效益和环境效益的共同影响下,合适的焊接预热温度对于生产企业显得尤为重要。
3 试验材料和方法
焊接试板采用G115大口径管通过径向切片后机加工而成,试验用焊条是专为G115钢研发的匹配焊条,焊条药皮为低氢型药皮,焊前需350℃烘烤2h并放置在保温筒内随取随用,焊条直径为4.0mm,焊条熔敷金属主要化学成分见表1。本文主要通过G115钢化学成分间接估测母材焊接性及冷裂纹敏感性、斜Y形坡口焊接裂纹试验法及焊接热影响区硬度试验法对G115钢材料的冷裂纹敏感性进行相关试验,最终确定G115钢材料的焊前预热温度。焊接设备采用北京时代ZX7-630S逆变焊机,预热设备采用特制的辐射式电加热器,温度监测采用高精度接触式测温仪,斜Y形坡口焊接裂纹试验法及焊接热影响区硬度试验焊接参数见表2。

表1 焊条熔敷金属主要化学成分(质量分数)(%)
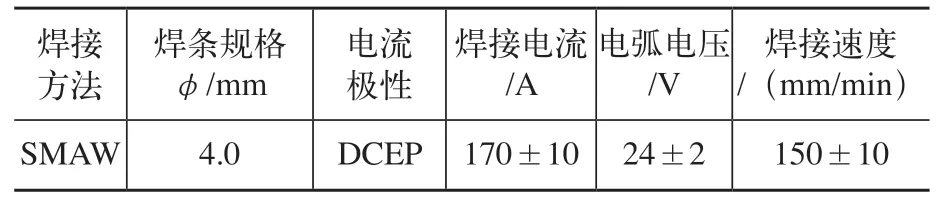
表2 试验用焊接参数
3.1 焊接性及冷裂纹敏感性间接估测
G115钢主要化学成分见表3。由表3可知,G115钢材料wC=0.06%~0.10%,可依据下式分别计算碳当量及冷裂纹敏感性指数。

表3 G115钢主要化学成分(质量分数) (%)
依据新的碳当量计算公式(该公式适用于wC=0.034%~0.254%的材料):


式中 A(C——碳的适用系数。
A(C)=0.75+0.25tanh(20wC-0.12)≈0.725。式中 tanh——双曲线正切函数。
经计算,CEN=0.1%+1.628%=1.728%>0.6%,由此可知G115钢属于难焊材料,淬硬倾向较大。
根据焊接冷裂纹敏感性指数的计算公式,即

经计算,Pcm=0.833%,一般认为当Pcm=0.2%~0.4%时,钢材的焊接冷裂敏感性较低,Pcm值越高,冷裂倾向就越大。由此可知,G115钢焊接冷裂纹敏感倾向大。
根据G115钢材料的CEN及Pcm值,可以初步判断材料焊接性较差,冷裂纹敏感倾向高。为了预防焊接冷裂纹,我们常用的方法是焊前预热,但合适的预热温度往往需要大量的工艺试验研究最终确定。
3.2 斜Y形坡口焊接裂纹试验
斜Y形坡口焊接裂纹试验广泛用于评价焊缝及其热影响区内焊接冷裂纹敏感性,通过该试验对G115钢的冷裂纹敏感性进行研究,可以得出预防焊接冷裂纹适宜的预热温度,同时作为母材和焊条组合的焊缝开裂倾向试验。
本试验按GB 32260.2—2015《金属材料焊缝的破坏性试验 焊件的冷裂纹试验 弧焊方法 第2部分:自拘束试验》规定进行,试验用试件形状及尺寸如图1所示,焊接参数见表2。先焊接拘束焊缝,采用双面焊接方式,防止产生角变形及未焊透。
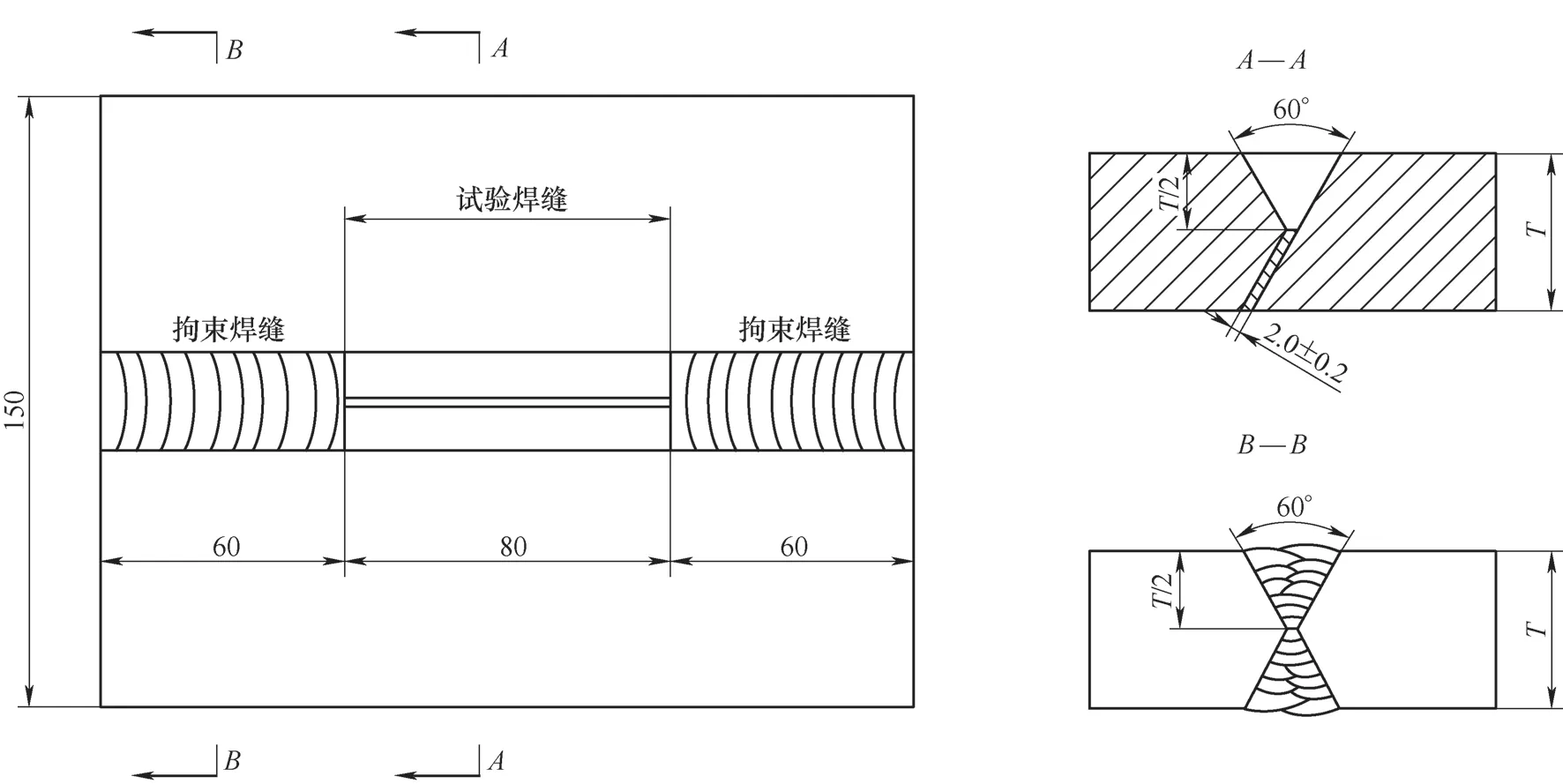
图1 斜Y形坡口裂纹试验试件形状及尺寸
斜Y形坡口焊接裂纹试验推荐的试件厚度为9~38mm,本研究选择15mm、38mm两种试件厚度;预热设备采用特制辐射式电加热器,电加热器具有方便快捷、受热面均匀、温度可控等特点,可随时测量温度变化,预热温度测定采用高精度接触式测温仪。根据经验推断G115钢焊接难度不低于P92,对于不预热的试验完全没有必要进行,故本研究预热温度分别选定100℃、150℃、200℃,试验焊接参数见表2,焊接试件放置48h后进行检测。15mm、38mm厚G115试板斜Y形坡口焊接裂纹试验结果见表4、表5,对应的PT检测及焊缝宏观形貌分别如图2、图3所示。

图2 15mm厚PT检测及焊缝宏观形貌

图3 38mm厚PT检测及焊缝宏观形貌
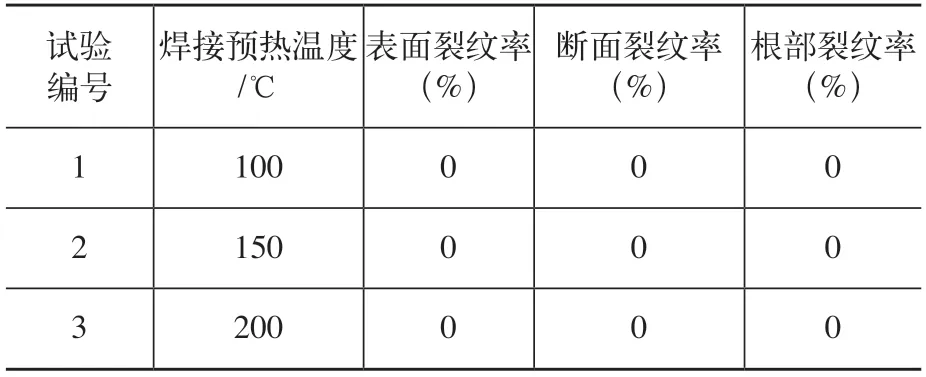
表4 15mm厚G115试板斜Y形坡口焊接裂纹试验结果
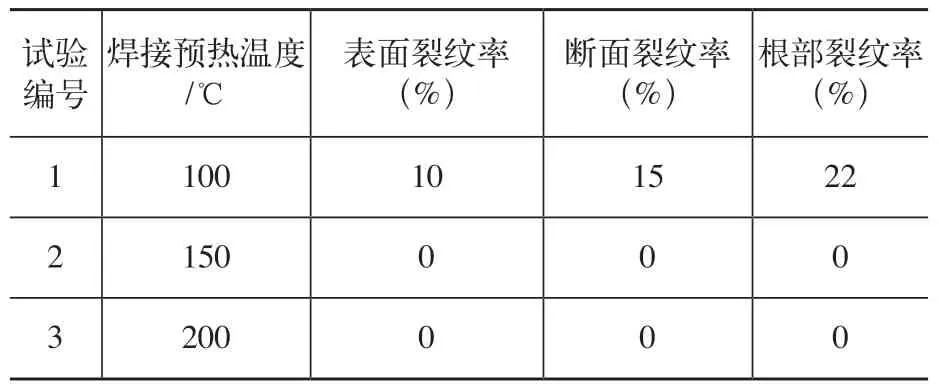
表5 38mm厚G115试板斜Y形坡口焊接裂纹试验结果
斜Y形坡口焊接裂纹试验表明,焊接裂纹倾向除了与预热温度有关外,还与试件的厚度密切相关,试件越厚,其拘束度也越大[3]。
当试件厚度为15mm时,试件拘束度较小,焊后产生的残余应力较小;在100~200℃预热温度下,焊缝表面PT检测和截面宏观检测均无裂纹,表明当G115钢厚度≤15mm时,预热100~200℃均无焊接冷裂纹产生。
当试件厚度为38mm时,随着拘束度增大,导致焊后残余应力增加,此时预热100℃的试件表面PT检测和截面宏观检测均出现了裂纹,预热温度到150℃及以上时,试件表面PT检测和试样截面宏观检测均无裂纹,说明G115钢厚度≥38mm时,预热到150℃以上才能有效消除焊接冷裂纹。
在生产工艺中要有足够的工艺余量,虽然试件厚度为15mm时,在100~200℃预热温度下均未产生焊接冷裂纹,但当试件厚度为38mm时,随着试件厚度的增加,在100℃预热温度下产生了焊接冷裂纹,因此在实际生产中对于G115钢焊前预热温度应从严执行,即预热温度不应小于150℃。
3.3 焊接热影响区硬度试验
硬度是衡量材料软硬程度的物理量,根据焊接热影响区的最高硬度,可以相应地评价材料的冷裂纹敏感性和淬硬倾向[4,5]。与碳当量值相比,通过焊接热影响区最高硬度能更好地判断钢种的淬硬倾向和冷裂纹的敏感性,因为它不仅反应了钢种化学成分的影响,而且也反应了金属组织的作用,适用于焊条电弧焊。且因该试验方法简单实用,故已被国际焊接学会(IIW)纳为标准。试验取样位置及硬度检测位置如图4所示。

图4 试验取样位置及硬度检测位置
试件焊前预热温度分别选择100℃、150℃、200℃,从试件上分别制备200mm×75mm×20mm与200mm×150mm×20mm规格的硬度试样各3组(见表6),G115钢母材热影响区最高硬度曲线如图5所示。
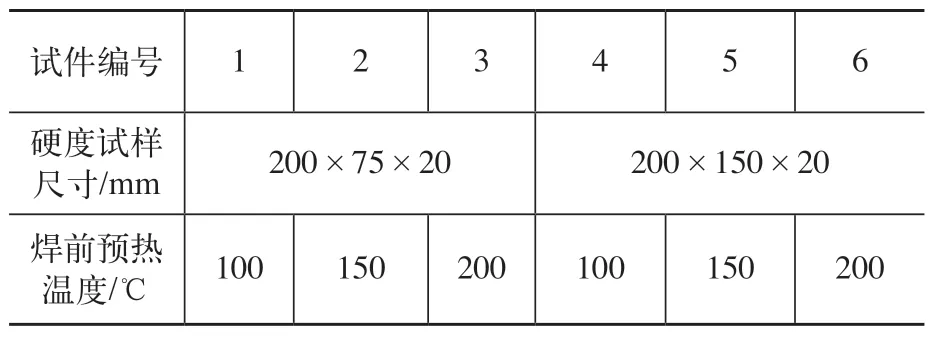
表6 热影响区硬度试验分组

图5 硬度测量曲线拟合
由图5可知,试件1、2、3的热影响区最高硬度略低,主要由于试件1、2、3尺寸较小,焊缝散热较慢,一定程度上减缓了焊缝冷却速度。试件4、5、6尺寸较大,焊缝散热较快,一定程度上加快了焊缝冷却速度,而预热的目的就是为了减缓焊缝冷却速度,故试件1、2、3的热影响区最高硬度略低。
从图5的试验数据分析可知,试板从预热100℃增加到150℃,热影响区的最高硬度下降较多,试板从预热150℃增加到200℃,热影响区的最高硬度下降较少,因此G115钢预热温度可控制在150~200℃,在此预热温度范围内焊接热影响区硬度变化不大,趋于稳定,对预防焊接冷裂纹具有实际的经济效益。
4 结束语
1)G115钢的碳当量为1.728%(>0.6%),因此G115钢属于难焊材料,淬硬倾向较大。G115钢冷裂纹敏感指数Pcm=0.833%,故可以判断材料焊接冷裂纹敏感性倾向较大。
2)通过斜Y形坡口焊接裂纹试验、热影响区最高硬度试验结果及生产实际应考虑的工艺余量,G115钢焊接时,焊前预热温度推荐为150~200℃,这个预热温度区间在生产实践中是可行的,对企业批量生产作业也具有一定的经济效益。
