C/C-SiC-ZrC-Al2O3复合材料的制备及抗烧蚀性能研究①
2022-07-11董继杰李翠艳欧阳海波张晨鸽
董继杰,李翠艳,欧阳海波,刘 雪,张晨鸽
(陕西科技大学 材料科学与工程学院,西安 710021)
0 引言
碳纤维增强超高温陶瓷基复合材料(C/C-UHTCs)不仅继承了C/C复合材料的优异性能,如重量轻、比强度高、抗热震的优异特性,而且赋予了超高温陶瓷抗氧化、抗烧蚀的优异性能,使其成为新一代空天飞行器热端部件最具竞争力的候选材料之一。为了抵抗复合材料在高温和高速气流侵蚀下的氧化烧蚀、机械剥蚀和挥发,C/C-UHTCs不断优化,基体材料逐步由单相超高温陶瓷体系向多相超高温陶瓷体系发展。研究表明,Zr-Si二元陶瓷体系形成的致密氧化保护层能够在1500~1800 ℃温度范围内为复合材料提供有效的氧化保护。但当温度升高到1800 ℃以上时,SiO在高温下挥发,烧蚀表面形成多孔的ZrO层。SiO分解为活性SiO,加剧了超高温陶瓷的氧化,限制了Zr-Si系抗烧蚀材料在航天飞行器热结构中的应用。近年来,在Zr-Si体系中加入第三相难溶性金属化合物构建多相超高温陶瓷基复合材料已成为抗烧蚀领域的研究热点。第三相的加入可从多个角度提高超高温陶瓷的抗烧蚀性能,如调节ZrO-SiO熔体的粘度、抑制SiO的挥发、降低氧扩散系数等。
在众多候选材料中,AlO的独特性能备受关注。首先,在制备过程中加入AlO可以促进固相反应;其次,AlO的加入有助于烧蚀过程中Al-Si-O固溶体的形成,增加了ZrO表面致密化。因此,SiO、ZrO和AlO可以在不同温度下形成稳定而致密的氧化层,保护材料不受损伤。HU C等采用真空等离子喷涂与热处理相结合的方法制备了SiC-AlO外层和SiC-C-Al转换层,该复合涂层能在2773 K下保护C/C基体300 s。HUO C X等采用超音速大气等离子喷涂技术制备了不同AlO含量的SiC-ZrC涂层,其中质量含量10%氧化铝涂层的抗烧蚀性能有显著提高,能形成均匀致密的氧化层,保护复合材料超过90 s。SHAN Q L等发现AlO的加入可以延缓氧化层的表面结晶,减少氧化层的表面裂纹,大大提高含硼Si-B-C陶瓷的高温抗氧化性能,AlO可以抑制BO的挥发,作为网络改性剂可以提高玻璃的高温稳定性,增强材料的高温抗氧化性。AlO在提高超高温陶瓷的抗烧蚀性能方面具有很大的潜力,将其加入C/C-SiC-ZrC对提高超高温陶瓷的抗烧蚀性能有很大的促进作用。陶瓷相均匀分布在基体中,在烧蚀环境中快速形成连续氧化保护层是实现复合材料抗烧蚀的有力保证。然而,随着第三相粒子的加入,前驱体的浸渍阻力显著增加,使得第三相颗粒在C/C-UHTCs中均匀加入变得更加困难。为了解决第三相颗粒的均匀分散的问题,研究者们提出了很多改进的制备技术,如热压法(HP)、前驱体裂解法(PIP)、浆料浸渍法(SI)、反应熔体浸渗(RMI)和化学气相渗透(CVI)法,但是将第三相颗粒均匀分散到C/C-UHTCs复合材料仍是一个挑战。
前期研究中,本课题组采用水热共沉积法制备了含有亚微米颗粒的C/C-ZrC复合材料,烧蚀过程中可以迅速形成连续的ZrO,提高复合材料的抗烧蚀性能。采用水热共沉积和碳热还原反应法制备了C/C-Si-Zr-O复合材料,具有良好的抗烧蚀性能,并对其烧蚀机理进行了研究。采用水热共沉积法可以制备出颗粒细小、分布均匀的陶瓷基复合材料。亚微米的陶瓷颗粒均匀分布在水热共沉积的基体内,可以在烧蚀过程中快速形成连续的熔融氧化物保护膜,使得复合材料展现出优异的抗烧蚀性能。
本文通过水热共沉积-碳热还原法,制备了C/C-SiC-ZrC-AlO复合材料,并对其力学性能和抗烧蚀性能进行研究,为抗烧蚀复合材料的制备提供新选择,为其优化设计提供新依据。
1 实验
1.1 样品制备
采用葡萄糖、氧氯化锆、硅溶胶、硫酸铝作为碳源、锆源、硅源和铝源。以尿素为矿化剂,去离子水为溶剂。选用密度为0.32 g/cm的碳毡作为增强材料。
为了防止碳纤维在碳热还原过程中受到损伤,在纤维表面制备了碳层。首先,以0.5 g/ml浓度的葡萄糖作为碳源。在200 ℃水热碳化3 h后,用水热法在碳纤维表面沉积碳层。最后对碳毡进行干燥、抛光,得到低密度的C/C复合材料坯体,密度约为0.5 g/cm。
C/C-SiC-ZrC-AlO复合材料制备过程如图1所示。
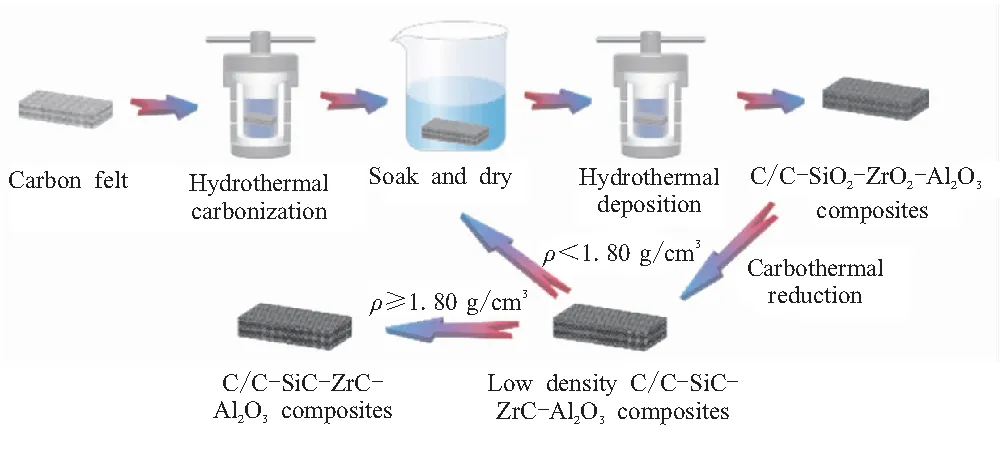
图1 C/C-SiC-ZrC-Al2O3复合材料制备过程Fig.1 Preparation process of C/C-SiC-ZrC-Al2O3 composites
以葡萄糖、氧氯化锆、硅溶胶和硫酸铝混合的前驱体溶液分别作为碳源、ZrO源、SiO源和AlO源。C∶Zr∶Si∶Al的摩尔比为50∶5∶5∶4。将低密度的C/C复合材料坯体浸泡在前驱体溶液中,真空烘干30 min。然后,将其放到高压釜(压力为1.8~2.0 MPa)中,在200 ℃下水热6 h。对复合材料进行干燥,然后在1600 ℃氩气气氛下进行2 h碳热还原。重复水热共沉积和碳热还原过程,直到复合材料的密度达到1.80 g/cm。
与C/C-SiC-ZrC-AlO复合材料的制备方法类似,采用水热共沉积-碳热还原法制备C/C-SiC-ZrC复合材料作为对照组,C/C-SiC-ZrC复合材料密度最终达到1.76 g/cm。
为了简化讨论,将制备的C/C-SiC-ZrC复合材料和C/C-SiC-ZrC-AlO复合材料分别标记为ZS和ZSA。
1.2 测试与表征
采用等离子火焰(Multiplaz 3500)对复合材料ZS、ZSA的矩形试样(25×25×10 mm)进行了烧蚀。产生等离子火焰的电压和电流分别为160 V和6 A。等离子体枪头的内径为2 mm,试样放置在距离火焰10 mm处,烧蚀时间为120 s,火焰对样品的热流密度约为4 MW/m,用光学高温计测量烧蚀中心表面的最高温度,达到了2300 ℃。计算烧蚀后的ZS、ZSA的质量烧蚀率和线烧蚀率。
采用X射线衍射(XRD,Rigaku D/max-3C)研究了ZS、ZSA的相组成。采用扫描电子显微镜(SEM,FEI-Q45)和能谱仪(EDS)分析了复合材料的微观结构。采用压汞仪(AutoPore Ⅳ 9510)测得了复合材料的孔径分布,测试最高压力为414 MPa。采用三点弯曲法测试复合材料的力学性能,跨距为40 mm,加载速度为0.5 mm/min。采用电子天平(精度0.000 1 g)测量烧蚀质量;采用千分尺(精度0.01 mm)测量烧蚀深度。
2 结果与讨论
2.1 致密化
以ZSA为例,对比了致密化过程中热处理前后材料内部的变化。图2为ZSA热处理前后的XRD图。

图2 热处理前后复合材料ZSA的XRD图Fig.2 XRD patterns of ZSA composites before andafter heat treatment
如图2所示,在热处理之前,在材料内部形成了SiO、ZrO和AlO,反应方程式为(1)~(3)。热处理后,材料内部发生了碳热还原反应,在材料内部形成了SiC和ZrC,反应方程式为(4)~(5)。热处理前的C峰明显,但热处理后的C峰下降,这是由于热处理后材料内部发生碳热还原反应而形成SiC和ZrC。
SiO·HO(s)→SiO(s)
(1)
ZrOCl·8HO(s)+OH→ZrO(s)
(2)
Al(SO)(s)+OH→AlO(s)
(3)
SiO+3C→SiC(s)+2CO(g)
(4)
ZrO+3C→ZrC(s)+CO(g)
(5)
图3是热处理前后复合材料的微观形貌图。如图3(a)和(a)所示,复合材料在热处理之后,碳热还原导致体积收缩,材料较热处理之前疏松一些。但是,材料中仍然有少量孔。从图3(b)和(c)中可以看出,材料内部的颗粒相对较大,这些颗粒是SiO、ZrO和AlO。图3(b)和(c)是在1600 ℃下处理后的SEM图,在热处理之后材料内部的颗粒变得细小,并且形成了SiC纳米线。如图3(c)所示,在材料内部形成了块状材料,并且在1600 ℃下热处理后,块状材料没有变化。通过能谱分析得出,材料中的纳米线为SiC纳米线,块状物质为AlO,颗粒为ZrC(表1)。这是由于材料内部发生了碳热还原反应而形成了SiC和ZrC。

(a1)~(c1)Before heat treatment

(a2)~(c2)After heat treatment图3 热处理前后复合材料ZSA的SEM图Fig.3 SEM image of ZSA composites before andafter heat treatment

表1 复合材料ZSA中C、O、Si、Zr和Al元素含量
图4为致密化过程中复合材料的致密化曲线图。可以看出,这两条曲线的趋势相似,但是ZSA比ZS密度增长更快,最终密度也更高。ZS、ZSA的初始碳毡密度均为0.32 g/cm。经过5次水热共沉积和碳热还原后,ZS、ZSA的密度迅速增加,分别达到1.40 g/cm和1.51 g/cm。当复合材料的密度继续增长时,两种复合材料的密度增加速度减缓。经过15次循环,ZS、ZSA的密度达到1.76 g/cm和1.80 g/cm。在初始阶段,复合材料中存在大量的孔洞。在中间阶段,由于复合材料中孔洞的减少,密度增加的幅度逐渐减小。后期,复合材料中主要存在一些微米级的孔洞,使得大部分的入渗通道被堵塞,导致前驱体的入渗或沉积较少,因此密度的变化并不大。但在相同沉积次数下,ZSA比ZS密度增长更快,引入AlO后,复合材料表现出更高的密度,与LUO Y等的研究一致。
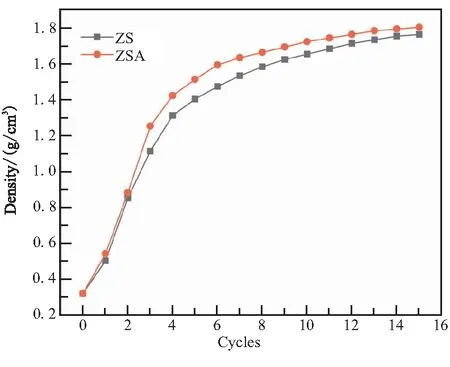
图4 复合材料ZS、ZSA的致密化曲线图Fig.4 Densification curves of ZS compositesand ZSA composites
图5对ZS、ZSA的孔隙分布进行了分析,两种复合材料有相似的孔径分布区间,主要是孔径尺寸在10 μm以下的孔洞,ZSA比ZS的孔洞尺寸略微小一些,与二者密度的差异相符。
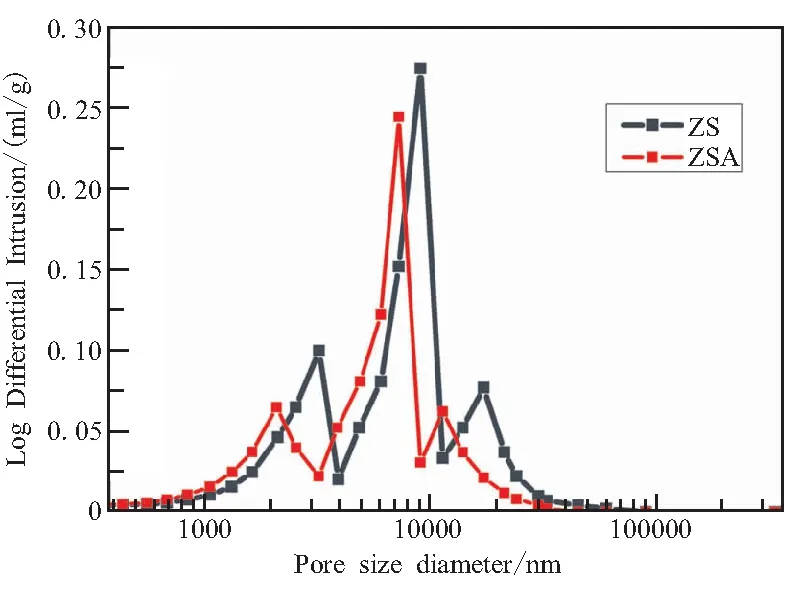
图5 复合材料ZS、ZSA的孔径分布曲线Fig.5 Pore diameter distribution curves of ZScomposites and ZSA composites
2.2 物相分析
图6为ZS、ZSA的XRD图。ZS主要由C、ZrC和SiC相组成,而ZSA主要由C、ZrC、SiC和AlO相组成。
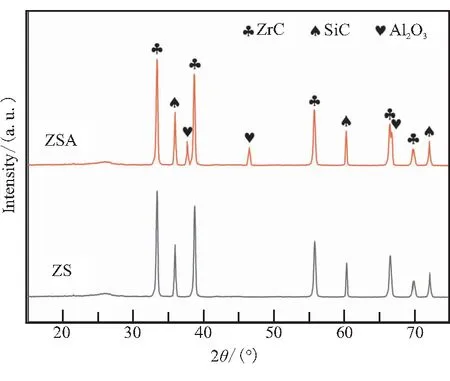
图6 复合材料ZS、ZSA的XRD图Fig.6 XRD patterns of ZS composites and ZSA composites
2.3 微观形貌
ZS的形貌如图7(a)~(b)所示。并且从图7(b)可以看到,ZS中产生了一些纳米线。ZSA的形貌如图7(a)~(b)所示。在ZSA中可以清楚地看到纳米线和块体的形成。前文中提到过,颗粒为ZrC,纳米线为SiC纳米线,块体物质为AlO。通过碳热还原反应在复合材料中形成SiC和ZrC。

(a1)~(b1)ZS composites

(a2)~(b2)ZSA composites图7 复合材料ZS、ZSA的微观形貌Fig.7 Micromorphology of ZS composites andZSA composites
用能谱仪对ZSA微区成分分布与含量进行分析(图8)。从Zr、Si和Al的元素能谱分布可以看出,Zr、Si和Al在ZSA复合材料中表现出弥散分布,说明ZrC、SiC和AlO在材料内部均匀分布,并且Zr∶Si∶Al约为5∶5∶4,实际比例与实验设计配制的前驱体溶液比例基本一致。
图9为ZSA的截面及X射线荧光能谱图。可以看出,Zr、Si和Al均匀分布在ZSA中。
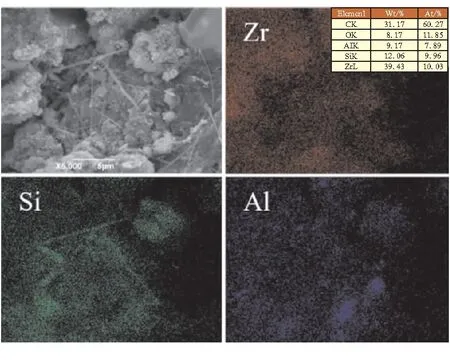
图8 复合材料ZSA的面能谱图Fig.8 Mapping scanning energy spectrum imagesof ZSA composites
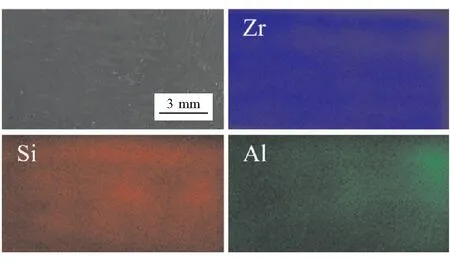
图9 复合材料ZSA的截面及X射线荧光能谱图Fig.9 Cross sections and X-ray fluorescencespectra of ZSA composites
2.4 力学性能
图10为ZS、ZSA的载荷-挠度图。二者均呈现假塑性断裂,表现出一定的韧性。如图10所示,两种复合材料的载荷-挠度曲线初始都呈线性增加,达到最大载荷后缓慢下降。ZS、ZSA的最大载荷分别为115.6 N和140.9 N,经计算可得ZSA的抗弯强度为169.1 MPa,比ZS(138.7 MPa)提高了21.9%,ZSA的力学性能明显优于ZS。SiC纳米线可以增韧,在复合材料的断裂过程中起着重要的作用。它们连接在断裂纤维之间,提高了复合材料的力学性能。
ZS、ZSA的断口形貌如图11所示。在ZS(图11(a)~(b))中,拉出的纤维较短且较少,而在ZSA(图11(a)~(b))中,拉出的纤维较长且较多。纤维断裂和拔出通过延长裂纹扩展路径,阻碍裂纹扩展,降低应力集中,消耗断裂能量,从而提高复合材料的力学性能。被拉出的纤维越长越多,说明断裂过程中大部分的力都用于剥离纤维和基体。这是判断复合材料力学性能是否优良的一个重要现象,也是ZSA的力学性能优于ZS的另一个重要原因。

图10 复合材料ZS、ZSA的载荷-挠度图Fig.10 Load-deflection diagram of ZS compositesand ZSA composites

(a1)~(b1)ZS composites
(a2)~(b2)ZSA composites图11 复合材料ZS、ZSA的断口形貌Fig.11 Fracture morphology of ZS compositesand ZSA composites
JIA J G等研究发现,AlO的引入明显提高了C/C复合材料的韧性。Cf/C的断裂韧性从0.938 MPa/m提高到3.061 MPa/m,提高了226%。显著的韧性增加归因于其独特的断裂模式,即一个空心圆柱形的PyC基体被拉出,并留下一个相应的大洞,中间有一根纤维。KOU G等发现,在C/C复合材料中加入适量的AlO可以显著提高材料的抗弯强度。纯C/C复合材料在方向加载时的抗弯强度为171.01 MPa,方向加载时的抗弯强度为161.64 MPa。AlO含量为10%时的抗弯强度分别为321.00 MPa和345.41 MPa。本研究有着相似的结论,ZSA的力学性能优于ZS,AlO的引入能有效提高复合材料的力学性能。
2.5 烧蚀性能
ZS、ZSA烧蚀后的宏观形貌如图12所示。可见,ZS烧蚀后形成的致密氧化层被破坏,导致其表面出现裂纹,裂纹周围有许多小颗粒。在烧蚀过程中,高温气流将烧蚀中心的物质冲刷出来。随着周围温度的降低,烧蚀中心周围堆积着颗粒,而烧蚀后的ZSA宏观形貌相对平坦。ZS的质量烧蚀率为2.1×10g/(cm·s),线烧蚀率为4.6×10mm/s。ZSA的质量烧蚀率为6.5×10g/(cm·s),线烧蚀率为2.9×10mm/s,分别比ZS降低了69.3%和37.0%。张贺等采用APS在C/C表面制备了相应的SiC/AlO复合陶瓷涂层,在1500 ℃烧蚀5 min后,涂层完整,证明氧化物的添加可以封堵孔洞并且抑制氧气的扩散,从而提高涂层抗烧蚀性能。孙世杰等采用大气等离子喷涂在C/C复合材料表面制备SiC-AlO-SiO(SAS)复合陶瓷涂层,在1500 ℃烧蚀600 s后,SiC-36%AlO-4%SiO涂层具有最佳的抗烧蚀效果,质量烧蚀率为0.162 mg/(cm·s)。本研究在C/C-SiC-ZrC复合材料中引入AlO后,也获得了更好的烧蚀性能。

(a)ZS composites (b)ZSA composites图12 复合材料ZS、ZSA烧蚀后的宏观形貌Fig.12 Macroscopic morphology of ZS compositesand ZSA composites after ablation
2.6 烧蚀后的物相分析
ZS、ZSA烧蚀后的XRD图如图13所示。与烧蚀前复合材料的XRD谱图相比,ZrC和SiC峰消失,ZrO和SiO峰出现,烧蚀表面的ZrC和SiC被氧化成ZrO和SiO。由于烧蚀过程中SiO的蒸发更严重,ZS复合材料中SiO的峰值较低。而ZSA中SiO的峰值相对突出,这可能是因为AlO的加入减缓了SiO的蒸发。此外,ZSA中还形成了AlSiO相,属于莫来石相。

图13 复合材料ZS、ZSA烧蚀后的XRD图Fig.13 XRD patterns of ZS composites and ZSAcomposites after ablation
2.7 烧蚀后的微观形貌
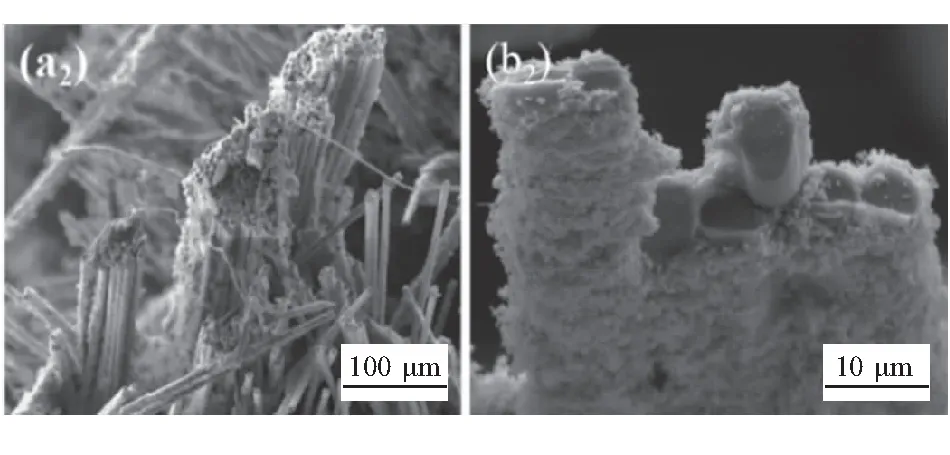
图14为ZS、ZSA烧蚀后的形貌。如图14(a)所示,烧蚀后,ZS表面形成了大量的孔洞,这些孔洞是由烧蚀过程中SiO的蒸发造成的。在烧蚀过程中,这些孔洞会导致O更容易进入,从而加速了复合材料的烧蚀。ZSA烧蚀后的形貌如图14(b)所示,复合材料表面的氧化层几乎是完整的。与ZS相比,孔隙数量明显减少,尺寸也减小。在复合材料表面形成了更多颗粒和晶须。通过能谱分析(表2)可知,颗粒、晶须和玻璃状材料分别为ZrO、莫来石晶须和SiO。烧蚀后的ZSA表面形成了SiO玻璃层,其中嵌入了ZrO颗粒和SiO与AlO反应生成的莫来石晶须。

(a)ZS composites (b)ZSA composites图14 复合材料ZS、ZSA烧蚀后的微观形貌Fig.14 Micromorphology of ZS composites and ZSAcomposites after ablation

表2 ZSA复合材料中C、O、Si、Zr和Al元素含量
2.8 烧蚀机理
C/C-SiC-ZrC-AlO在烧蚀过程中主要发生了以下反应:
SiC+O(g)→SiO(g)+CO(g)
(6)
SiC(s)+2O(g)→2SiO(s)+CO(g)
(7)
2SiO+AlO(s)→2SiO·3AlO(s)
(8)
ZrC(s)+2O(g)→2ZrO(s)+CO(g)
(9)
在C/C-SiC-ZrC复合材料中。如图15(a)所示,烧蚀过程中烧蚀中心温度达到2300 ℃时,SiO挥发,形成多孔结构,产生CO和SiO气体,小气泡合并成大气泡,溢出复合材料表面,在烧蚀中心区域留下孔洞(图14(a)),为空气中的氧气进入提供了扩散路径,导致复合材料的氧化。
在C/C-SiC-ZrC-AlO复合材料的烧蚀中心区域,如图15(b)所示,SiC被氧化形成SiO玻璃态,并形成带有ZrO颗粒玻璃态氧化层,ZrO颗粒可以起到钉扎作用,使得火焰喷吹下的玻璃层不滑落。AlO和SiO在液相中反应形成莫来石晶须,其作为增强相提高了熔融玻璃层的粘度,提高了熔融玻璃层抵抗冲刷的能力,熔融层的平整性得到了提升。粘度的提高也抑制了气相CO、SiO扩散时形成气泡的能力,熔融层的完整性得到了提高,进而抑制了氧化性气氛的向内扩散,进而提高了复合材料的抗烧蚀性能。
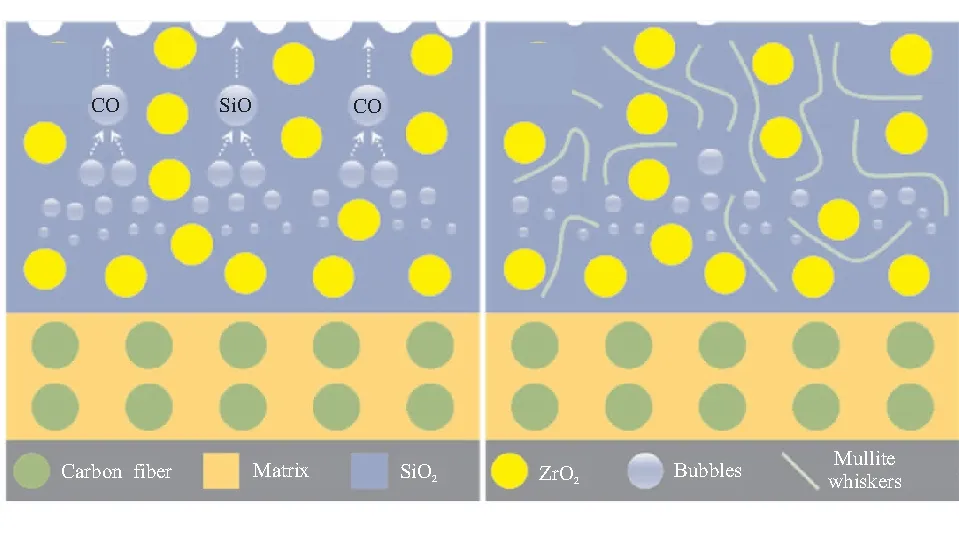
(a)ZS composites (b)ZSA composites图15 ZS复合材料和ZSA复合材料烧蚀机理示意图Fig.15 Schematic diagram of the ablation mechanism ofZS composites and ZSA composites
3 结论
本文采用水热共沉积法,将SiO、ZrO、C和AlO引入碳纤维预制体中,并进行碳热还原,制备出C/C-SiC-ZrC-AlO复合材料。经过15次共沉积和碳热还原,复合材料的密度达到1.80 g/cm。C/C-SiC-ZrC-AlO复合材料陶瓷基体相晶粒细小,分布均匀,其抗弯强度为169.1 MPa,比C/C-SiC-ZrC复合材料提高了21.9%。AlO有助于提高复合材料的力学性能。在等离子体火焰下烧蚀120 s后,质量烧蚀率和线烧蚀率分别为6.5×10g/(cm·s)和2.9×10mm/s,分别比C/C-SiC-ZrC复合材料降低了69.3%和37.0%。烧蚀过程中,AlO的加入有助于形成莫来石晶须。莫来石晶须作为增强相提高了熔融玻璃层的粘度,提高了熔融玻璃层抵抗冲刷的能力,熔融层的平整性得到了提升。粘度的提高也抑制了气相CO、SiO扩散时形成气泡的能力,熔融层的完整性得到了提高,进而抑制了氧化性气氛的向内扩散,进而提高了复合材料的抗烧蚀性能。
杂志排行

固体火箭技术的其它文章
- 吸气式高速飞行器内外流耦合设计与多学科设计优化
- 固体发动机挂机滑块与壳体连接结构优化①
- 基于卷积神经网络的固体火箭发动机内弹道参数辨识①
- 实测燃速处理误差对内弹道性能预示的影响分析①
- A novel energetic potassium salt of 2,3,5,6-tetranitro-4H,9H-dipyrazolo [1,5-a:5',1'-d][1,3,5]triazinane:Synthesis,crystal structure and performance①
- Formulation research on UV-curable polyether modified HTPB solid propellant for 3D printing①