GAP/硝胺推进剂燃烧效率实验研究①
2022-07-11周梦圆王艳萍宋会彬庞爱民
周梦圆,王艳萍,唐 根,宋会彬,庞爱民
(1.航天化学动力技术重点实验室,襄阳 441003;2.湖北航天化学技术研究所,襄阳 441003)
0 引言
发端于20世纪80 ~ 90年代的GAP/硝胺推进剂是目前应用中能量水平最高的推进剂,其理论比冲达275 s。GAP/硝胺推进剂配方组成与HTPB推进剂不同,由于引入了含能粘合剂GAP和硝胺炸药CL-20,导致GAP/硝胺推进剂基础燃速高,燃烧效率规律及能量释放机制尚不明确。
目前,国内外关于HTPB推进剂燃烧效率研究认为,铝粉燃烧产生团聚以及带来两相流损失会降低推进剂燃烧效率和比冲效率,氧化剂和铝粉含量是影响推进剂燃烧效率的关键因素。但针对GAP/硝胺推进剂燃烧效率研究仍较少。已有研究中,蔚红建等发现,以AP为填料的GAP推进剂燃烧剧烈程度强于RDX和HMX基推进剂。周晓杨等研究表明,AP/CL-20中AP含量增加、CL-20/Al中CL-20含量增加,推进剂燃速增加,AOW等对GAP/RDX/AP/Al推进剂燃烧过程中铝凝团形成过程进行观测并建模,获得了铝凝团尺寸预示模型。
为阐明配方组成对GAP/硝胺推进剂燃烧效率的影响规律,掌握GAP/硝胺推进剂能量释放机制,本文采用爆热分析、残渣活性铝分析、高速摄影及燃烧产物形貌分析等手段,采用推进剂爆热和推进剂燃面处未点火铝凝团尺寸和表征推进剂燃烧效率,研究了固体组分含量对GAP/硝胺推进剂燃烧效率的影响规律。
1 实验
1.1 推进剂样品制备
基础配方见表1。GAP为粘合剂,以1,2,4-丁三醇三硝酸酯(BTTN)为增塑剂,增塑比3.0,以甲苯二异氰酸酯(TDI)为固化剂,固化参数1.4。采用无桨混合机将原料按比例混合15 min,混合均匀的样品在(50±5) ℃烘箱中固化(72±5) h,得致密推进剂药块。

表1 GAP/硝胺/Al推进剂配方
1.2 推进剂性能测试与表征
采用最小自由能理论计算推进剂标准理论比冲。计算条件除特殊说明,均采用标准条件:燃烧室压强6.86 MPa;膨胀比70︰1;初温298 K,扩张半角15°。
采用日本电子株式会社(JEOL)生产的JSM-6360LV型扫描电子显微镜观察推进剂燃烧残渣微观形貌。
依据GJB 770B—2005火炸药试验方法,采用氧弹量热法测试推进剂爆热,测试条件为真空。采用镍铬合金丝点火,点火丝直径(1±0.05) mm,长(15±1) cm,点火发热量835 J。推进剂样品处理为约2 mm立方块,单次实验样品用量(4.0±0.02) g,同一样品测试2次,2次实验结果间差距小于5%,则取2次实验平均值作为结果,否则增加 1次实验,选择结果相近的2次实验结果取平均值作最终结果。
依据QGT 84A—2009测定推进剂燃烧残渣活性铝含量。将推进剂样品置于密闭氧弹燃烧器,通过点火丝点燃推进剂样品获得燃烧残渣,将残渣酒精洗涤3次,30 ℃空气中干燥48 h,去除残留点火丝,燃烧残渣呈白色或灰色粉末。采用氧化还原法测定样品活性铝含量,单次实验取样量(1.0±0.01) g。
推进剂燃烧高速摄影由西北工业大学提供测试条件。推进剂样品处理0.5 cm×0.2 cm×4 cm药条。药条置于充压样品仓(1.7 MPa)通过点火丝点火,点火同时启动高速摄影机,获得推进剂燃烧图像。
2 结果与讨论
2.1 AP/CL-20相对含量对推进剂燃烧效率的影响
2.1.1 配方组成
基于基础配方,改变AP和CL-20相对含量,推进剂配方特性见表2。

表2 AP/CL-20相对含量对比配方
2.1.2 爆热测试及残渣活性铝分析
如图1所示,爆热测试表明,AP取代CL-20,推进剂爆热增加,同时残渣活性铝含量下降。1号配方爆热比4号配方AP含量高16%,爆热高16%,残渣活性铝含量低0.65%。

图1 AP含量与爆热、残渣活性Al含量关系Fig.1 Relationship between AP content and explosion heat and residual Al content
CL-20生成焓大于AP,分解放热量更大,但AP取代CL-20推进剂爆热增大。分析认为,这铝粉燃烧效率有关,AP取代CL-20,推进剂供氧能力增强,有利于提高铝粉燃烧效率,导致推进剂爆热增大。
如表3所示,从燃烧产物粒度分布知,AP质量分数越高,燃烧残渣中位粒度()越小。
通常认为残渣粒径越小,残渣活性铝含量越低,推进剂中铝粉燃烧越充分,推进剂燃烧效率越高。综上,AP(0%~16%)取代CL-20,GAP/硝胺推进剂爆热增大,残渣粒径减小 ,残渣活性铝含量降低,推进剂燃烧效率增大。
分别拍摄1 MPa(图2)和7 MPa(图3)下推进剂燃烧过程。
表3 燃烧产物粒度分布数据

(a)Formula 1

(b)Formula 2

(c)Formula 4图2 不同AP/硝胺相对含量配方推进剂燃烧高速摄影(1 MPa)Fig.2 High speed photography of the burn propellant formulas with different AP/nitroamine relative content at 1 MPa
从高速摄影视频中截取典型场景,推进剂燃烧区域可分为三个部分,上部为气相火焰区,来自燃面的粒子在气相火焰区剧烈燃烧,发出明亮黄白光,拖尾火焰为细长型;下部黑色区域为固体推进剂;上下两区域之间的分界面即燃面,燃面粗糙不平,表面有银白色液滴,呈椭球形、梭形,某些区域银白液滴相互联结。另外,部分银白色液滴在燃面附近点火、燃烧,点火后的液滴脱离燃面前在燃面附近运动,与未点火的液滴团聚。分析认为,推进剂燃烧气相火焰区液滴及燃面对应银白色液滴均为铝凝团。综上,从铝凝团形成至进入气相燃烧的过程为熔融-团聚-点火-脱离-二次团聚-燃烧。
如图2所示,1 MPa下AP(0%~16%)取代CL-20,推进剂燃面处铝凝团形态从层状、珊瑚状、球状逐渐变化,AP含量越高,铝凝团尺寸越小。配方1的AP含量为16%,凝团尺寸最大约800 μm。配方2的AP含量为11%,珊瑚状铝凝团进尺寸最大2000 μm。配方4的AP含量为0%,此时燃面出现片层状铝凝团尺寸接近4000 μm。分析认为,AP取代CL-20,导致推进剂供氧能力下降,铝凝团氧化程度降低,铝凝团中活性铝含量增大导致铝凝团团聚加剧,形成更大尺寸的铝凝团。

(a)Formula 1

(b)Formula 2

(c)Formula 4图3 不同AP/硝胺相对含量配方推进剂燃烧高速摄影(7 MPa)Fig.3 High speed photography of the burn propellant formulas with different AP/nitroamine relative content at 7 MPa
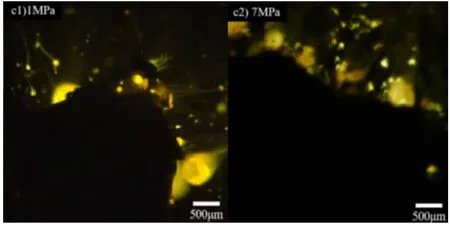
如图3所示,7 MPa下,AP含量对铝凝团尺寸的影响规律与1 MPa时一致,配方1铝凝团最大尺寸500 μm,配方2铝凝团尺寸1000 μm,配方4铝凝团最大尺寸2000 μm。但不同AP含量配方铝凝团尺寸均较1 MPa时减小,压强增大,铝凝团尺寸减小,可能与推进剂燃速增大,铝凝团在燃面停留时间减小,团聚程度减弱有关。
2.2 Al/CL-20相对含量对推进剂燃烧效率的影响
2.2.1 配方组成
基于基础配方,改变Al/CL-20相对含量,配方如表4所示。
表4 Al/CL-20相对含量对比配方
2.2.2 爆热测试及残渣活性铝分析
如图4所示,Al取代CL-20,推进剂爆热先增大后减小,Al含量20%配方爆热最高。残渣活性铝分析表明,配方Al含量越高,残渣活性铝含量越高。推进剂Al含量从14%增大至20%,燃烧残渣活性铝含量从3.32%增加至7.95%。
Al含量20%配方爆热最高,但残渣活性铝含量也较高。分析认为,Al取代CL-20,铝粉充分燃烧需氧量增大,推进剂供氧能力相对下降,铝粉燃烧效率降低,导致残渣活性铝含量增大,但此时铝粉放热绝对值仍增加,导致推进剂爆热增大。Al含量继续增加,推进剂供氧能力进一步降低,铝粉燃烧效率下降,这成为爆热主要主导因素,导致推进剂爆热降低。
图4 Al含量与爆热、残渣Al含量关系Fig.4 Relationship between Al content and explosion heat and residual Al content
2.2.3 高速摄影分析
如图5所示,Al取代CL-20,1 MPa时,不同铝含量配方铝凝团尺寸均处于500~1500 μm,燃面上铝凝团数量越大;7 MPa时,气相中铝凝团尺寸从50 μm增加至150 μm。
分析认为,1 MPa时,Al/CL-20相对含量主要影响燃面铝凝团数量,此时推进剂燃速较低,铝凝团在燃面处停留时间较长,不同Al/CL-20相对含量配方铝凝团团聚程度相当;7 MPa下,铝凝团尺寸随铝含量增加,CL-20含量下降而增大,此时推进剂燃速较高,铝凝团在燃面处停留时间缩短,铝含量越高铝凝团尺寸越大。
2.3 CL-20/HMX相对含量对推进剂燃烧效率影响
2.3.1 配方组成
基于基础配方,改变CL-20与HMX相对含量,配方组成如表5所示。
2.3.2 爆热测试及残渣活性铝分析
CL-20取代10%质量分数HMX,推进剂爆热平均增加20 J/g,爆热增大可能来自CL-20生成焓的贡献。

(a)Formula 8
(b)Formula 1

(c)Formula 5图5 Al/CL-20相对含量配方推进剂燃烧高速摄影Fig.5 High speed photography of the burn propellant formulas with different Al/CL-20 relative content

表5 CL-20/HMX相对含量对比配方
2.3.3 高速摄影分析
如图6所示,高速摄影表明,1 MPa下,CL-20/HMX质量比1︰1配方铝凝团尺寸最小(200 μm)全HMX配方燃面铝凝团尺寸最大(500~1000 μm);7 MPa下,全CL-20配方与CL-20/HMX质量比1︰1配方铝凝团尺寸较小(100~200 μm)。
分析铝凝团形态,CL-20与HMX对推进剂铝凝团形态影响不同。1 MPa下,含有HMX的配方燃面铝凝团为球形(全HMX配方和CL-20/HMX 质量比20%/20%配方),而全CL-20配方燃面铝凝团为珊瑚状。这可能与硝胺对推进剂燃速及铝凝团形成条件的影响有关。CL-20燃速高于HMX,导致铝凝团在燃面停留时间缩短,燃面处铝凝团球形化不充分,形成珊瑚状。另一种原因,可能与CL-20和HMX分解热机制有关,CL-20受热发生固相分解,HMX受热先熔融后分解,导致HMX配方燃面处铝凝团熔融时与燃面间界面张力更小,铝凝团更容易球形化。

(a)Formula 17

(b)Formula 15
(c)Formula 13图6 不同CL-20/HMX相对含量配方高速摄影Fig.6 High speed photography of the burn propellant formulaswith different CL-20/HMX relative content
3 结论
(1)AP取代CL-20,推进剂爆热增大,燃烧残渣平均粒径减小,燃烧铝凝团团聚程度降低,铝凝团尺寸减小,推进剂燃烧效率升高。
(2)Al取代CL-20,爆热先增加后降低,20%Al含量爆热最高,残渣活性铝含量增加,燃面铝凝团数量增大(1 MPa),铝凝团尺寸增大(7 MPa),燃烧效率降低。
(3)CL-20取代HMX,推进剂爆热增加,1 MPa下,CL-20/HMX质量比1︰1配方铝凝团尺寸最小;7 MPa下,全CL-20配方与CL-20/HMX质量比1︰1配方铝凝团尺寸较小,燃烧效率较高。
(4)CL-20与HMX对铝凝团形态影响存在差异,全CL-20配方燃面铝凝团为珊瑚状,含有HMX配方燃面铝凝团为球形。
杂志排行

固体火箭技术的其它文章
- 吸气式高速飞行器内外流耦合设计与多学科设计优化
- 固体发动机挂机滑块与壳体连接结构优化①
- 基于卷积神经网络的固体火箭发动机内弹道参数辨识①
- 实测燃速处理误差对内弹道性能预示的影响分析①
- A novel energetic potassium salt of 2,3,5,6-tetranitro-4H,9H-dipyrazolo [1,5-a:5',1'-d][1,3,5]triazinane:Synthesis,crystal structure and performance①
- Formulation research on UV-curable polyether modified HTPB solid propellant for 3D printing①