男大衣流水线工序组合的优化设计
2022-07-09王雪雪滕洪军
辽宁丝绸 2022年2期
王雪雪 滕洪军
(辽东学院服装与纺织学院,辽宁 丹东 118003)
1 款式及工序流程设计
男大衣款式图1所示。根据款式要求测量秒时,并参考企业平均秒时水平,男大衣工序流程设计如图2所示。

图1 男大衣款式图

图1 男大衣款式图
2 生产流水线优化设计
2.1 传统生产线方案
男大衣流水线生产工序总秒时2686s,计划30名工人组成生产流水线,流水线节拍时间P=单件标准总加工时间T/流水线作业人数N=2686/30≈89.5(s/件)。节拍偏差范围∈[89.5/85%,(2×89.5-89.5/85%)]=[73.7,105.3]
传统生产线编制效率E=P/瓶颈工序时间×100%=(89.5/130)×100%≈69%<85%
流水线编制效率在85%以上属于合理编制,符合生产平衡率要求。根据上述数据进行分析,传统方案的编制效率未达到流水线生产平衡率要求,流水线生产平衡较差。
2.2 生产线优化设计
依照节拍偏差范围进行流水线优化,优化作业人员数和工序节拍如表1所示。
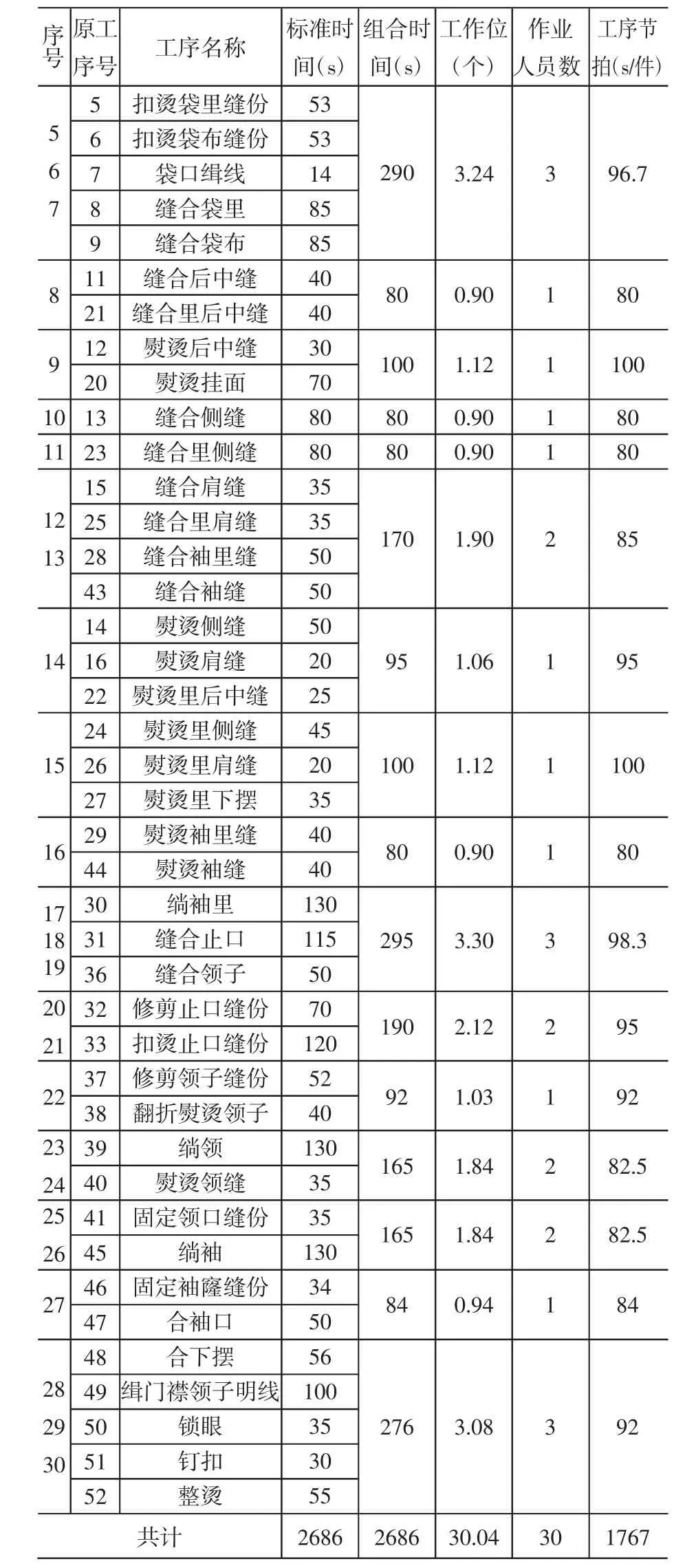
表1 优化作业人员数和工序节拍

表1 优化作业人员数和工序节拍
2.3 编制效率对比
优化后减少为20个工序,比传统捆包流生产线工序有所减少,实际作业人员数30人。所有工序节拍时间均在节拍偏差范围内,瓶颈工序节拍为104(s/件)。
优化后编制效率E=(89.5/104)×100%≈86%>85%
优化后方案比传统生产线编制效率69%有较大提升,且编制效率达到流水线生产平衡率要求。
结论
本文通过两种方案对男大衣生产流水线的工序流程设计进行优化,将编制效率由69%提升到86%,达到流水线生产平衡率要求,实现男大衣流水线工序组合优化。随着生产实践对工序的调整,其工序组合将得到进一步优化,可为企业提高效率提供参考。