机械活化花生壳-丙烯酸/丙烯酰胺水凝胶的制备及性能研究
2022-07-08申艳敏赵培侠刘文举
申艳敏 , 党 丹, 赵培侠 , 刘文举
(河南工业大学 化学化工学院 , 河南 郑州 450001)
水凝胶是一种新型功能高分子材料,因其含羧基、羟基、酰胺基等亲水性基团,使其在吸水封水、吸附染料、响应性、化学修饰、生物相容及化学改性等多个方面有其独特特点。我国是农业大国,大部分花生壳作为农作物废弃物直接丢弃或者就地烧掉,这不仅对自然环境造成了污染,还是对资源的重大浪费。花生壳中含有丰富的纤维素、半纤维素和木质素等成分,将花生壳进行处理制备水凝胶材料来吸附废水中的抗生素和重金属污染物,不仅可以变废为宝,而且对于治理农业面源污染,改善农村人居环境,保护自然生态景观等方面也起到了重要的促进作用[1-3]。
1 实验部分
1.1 实验原料及仪器
花生壳取自当地花生榨油厂,丙烯酸(分析纯,天津市科密欧化学试剂有限公司),丙烯酰胺(化学纯,天津市科密欧化学试剂有限公司),过硫酸钾(分析纯,天津市盛奥化学试剂有限公司),氢氧化钠(分析纯,洛阳化学试剂厂),N,N-亚甲基双丙烯酰胺(化学纯,天津市光复精细化工研究所);智能不锈钢超级恒温水槽(河南智诚科技发展有限公司),真空干燥箱(上海一恒科学仪器有限公司),球磨机(Retsch),电热鼓风干燥箱(天津泰斯特仪器有限公司)。
1.2 实验步骤
1.2.1花生壳预处理
首先将花生壳洗干净,70 ℃下恒温干燥24 h,用高速粉碎机粉碎后212 μm(70目)过筛,将212 μm(70目)花生壳置于研磨罐内,在球磨机中机械活化一定时间后取出,将花生壳与研磨球分离,并把已经活化好的花生壳储存于密封袋中待用。
1.2.2水凝胶的制备
本实验使用水溶液聚合法制备机械活化花生壳/丙烯酸/丙烯酰胺三元共聚水凝。将一定质量氢氧化钠颗粒置于50 mL小烧杯中,加少许蒸馏水使其溶解,冷却,待用;将冷却后的氢氧化钠溶液在冷水浴条件下缓慢滴加进丙烯酸中,冷却后转移到三口烧瓶中;升温至一定温度后,逐次加入丙烯酰胺和机械活化后的花生壳粉末,充分搅拌均匀再依次加入一定质量的过硫酸钾(引发剂)和N,N一亚甲基双丙烯酰胺(交联剂);恒温反应2 h后得到弹性水凝胶产品,60 ℃真空干燥箱内干燥至恒重后粉碎,密封保存[4-6]。
1.3 吸液倍率测定
常温下称取0.1 g左右水凝胶材料,并将其放入500 mL盛有去离子水或生理盐水的烧杯中,充分溶胀8 h后取出置于75 μm(200目)网袋中静置悬挂去除多余水分(保证其不滴水即可),然后称重。水凝胶吸水倍率计算公式如下:
Q=(m2-m1)/m1
式中:Q,吸水倍率,g/g;m2,溶胀后后水凝胶质量,g;m1,吸水前水凝胶质量,g。
2 结果与讨论
2.1 丙烯酸中和度对水凝胶吸水倍率的影响
固定条件:机械活化30 min花生壳用量1 g,单体[丙烯酸(AA)和丙烯酰胺(AM)]质量7 g,且m(AA)∶m(AM)=5∶2,引发剂用量0.08 g,交联剂用量0.015 g,反应温度60 ℃,反应时间2.5 h。改变丙烯酸的中和度,即通过改变氢氧化钠和丙烯酸物质的量比,调整氢氧化钠加入量,得到不同中和度下不同吸水倍率的水凝胶如图1所示。
中和度太低,丙烯酸越容易发生自聚反应,易生成交联度比较高的聚合物,从而降低水凝胶吸水倍率;中和度太高,会使水凝胶中离子浓度过大,从而使分子内外浓度差降低而使吸水倍率降低,因此调整合适的中和度可以加速聚合反应和增大分子内外浓度差,从而增大吸水倍率。由图1看出,当丙烯酸中和度<70%时,随着中和度的增加,水凝胶吸水倍率增大,当丙烯酸中和度>70%时,离子浓度增大使得分子内外浓度差降低,水凝胶吸水倍率减小。当丙烯酸中和度为70%时,水凝胶对去离子水和生理盐水吸水倍率分别高达136.69 g/g和19.43 g/g[7]。

图1 丙烯酸中和度对水凝胶吸水倍率的影响
2.2 花生壳机械活化时间对水凝胶吸水倍率的影响
固定条件:花生壳用量1 g,丙烯酸中和度70%,单体质量取7 g,且m(AA)∶m(AM)=5∶2,引发剂用量0.085 g,交联剂用量0.015 g,温度60 ℃,反应时间2 h。改变花生壳的机械活化时间,得到不同机械活化时间下不同吸水倍率的水凝胶如图2所示。
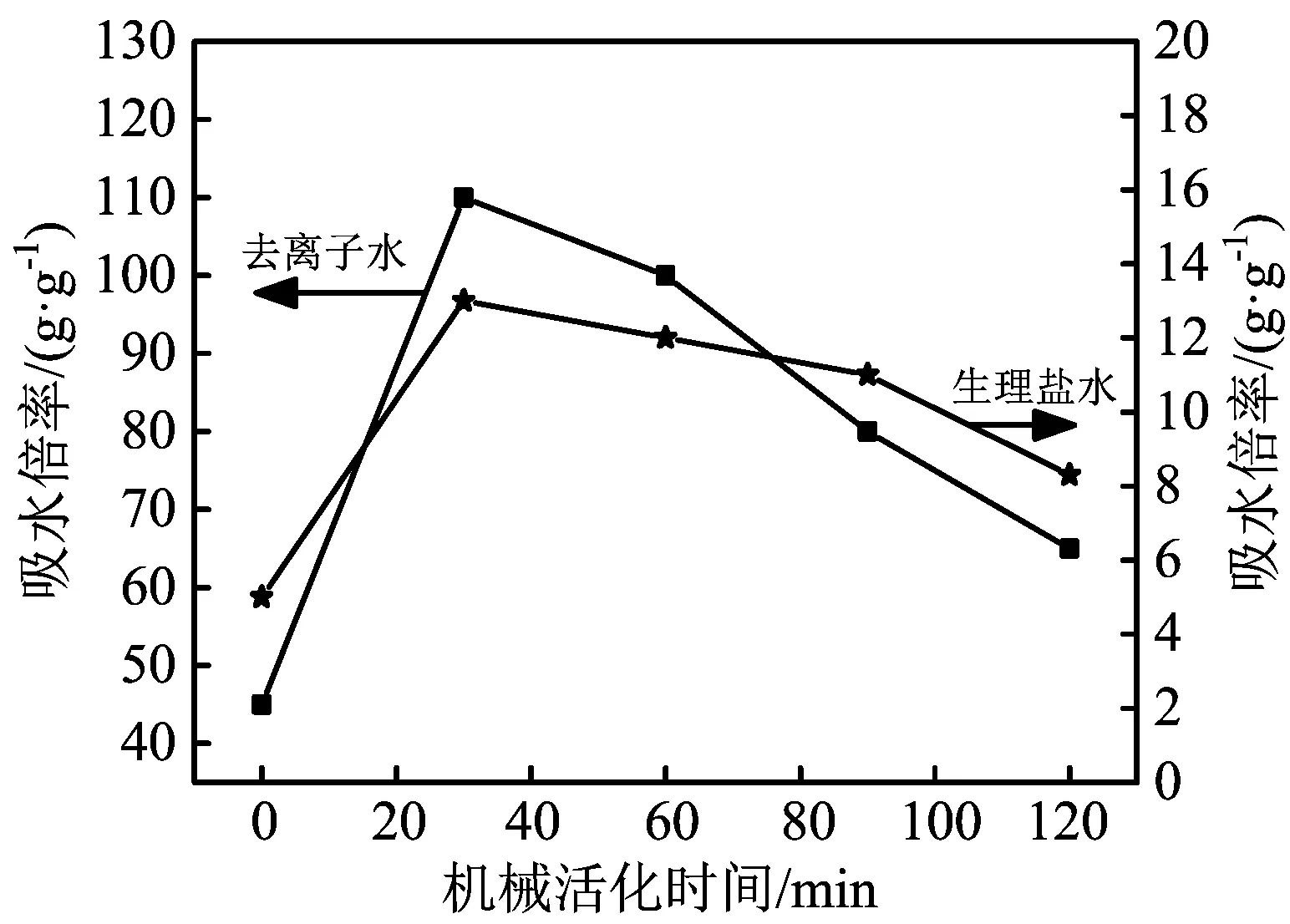
图2 机械活化时间对水凝胶吸水倍率的影响
花生壳未进行机械活化时,花生壳基本不具备太大活性,其表面纤维结构也没有被破坏,因此基体很难与单体发生聚合或聚合不完全,导致吸水倍率降低;当开始机械活化后,随着机械活化反应时间的增加,花生壳结构被破坏,纤维素比表面积增加,活性增大,使得单体分子更好地进入花生壳基体内部,从而使吸水倍率增大;但机械活化时间过长,花生壳基体的全部结构都渐渐被破坏,形成的结晶体大大减少,基体中起到支撑作用的束状纤维素也会慢慢消失,导致吸水倍率下降。由图2可以看出,当花生壳的机械活化时间为30 min时,水凝胶对去离子水和生理盐水的吸水倍率分别高达105.83 g/g和12.94 g/g[6]。
2.3 单体配比对水凝胶吸水倍率的影响
固定条件:机械活化30 min,花生壳用量1 g,丙烯酸中和度70%,单体质量取7 g,引发剂用量0.085 g,交联剂用量0.015 g,温度60 ℃,反应时间2 h。改变单体之间配比,得到不同单体配比下不同吸水倍率的水凝胶如图3所示。

图3 单体配比对水凝胶吸水倍率的影响
由图3可知,随着丙烯酸单体质量的增加,水凝胶的吸水量增大,在丙烯酸与丙烯酰胺的质量比为4∶1时,吸水量达到最大值,水凝胶对去离子水和生理盐水吸水倍率分别高达99.81 g/g和12.5 g/g,然后下降。主要是因为增加丙烯酸用量有利于提高树脂内部的渗透压,同时离子之间的相互排斥也增加了吸水时基体的溶胀;当丙烯酸用量过高时,可能是树脂内部各基团之间协同作用变差,导致吸水倍率降低[8]。
2.4 引发剂用量对水凝胶吸水倍率的影响
固定条件:机械活化30 min,花生壳用量1 g,固定丙烯酸中和度70%,单体质量取7 g,且m(AA)∶m(AM)=5∶2,交联剂用量0.015 g,温度60 ℃,反应时间2 h。改变引发剂的质量,不同引发剂用量下不同吸水倍率的水凝胶如图4所示。
由图4可知,随着引发剂用量的增加,水凝胶吸水倍率呈现先增加后降低的趋势。原因在于引发剂用量较少时,混合物中的自由基接枝共聚的少,吸水倍率不高,引发剂用量太多,自由基接枝共聚达到饱和,引发剂的大量增加导致自由基终止接枝共聚或自由基发生均聚现象,导致水凝胶吸水倍率降低。当引发剂用量为0.08 g时,水凝胶吸水倍率达到最高,水凝胶对去离子水和生理盐水吸水倍率分别高达98.14 g/g和13.54 g/g。
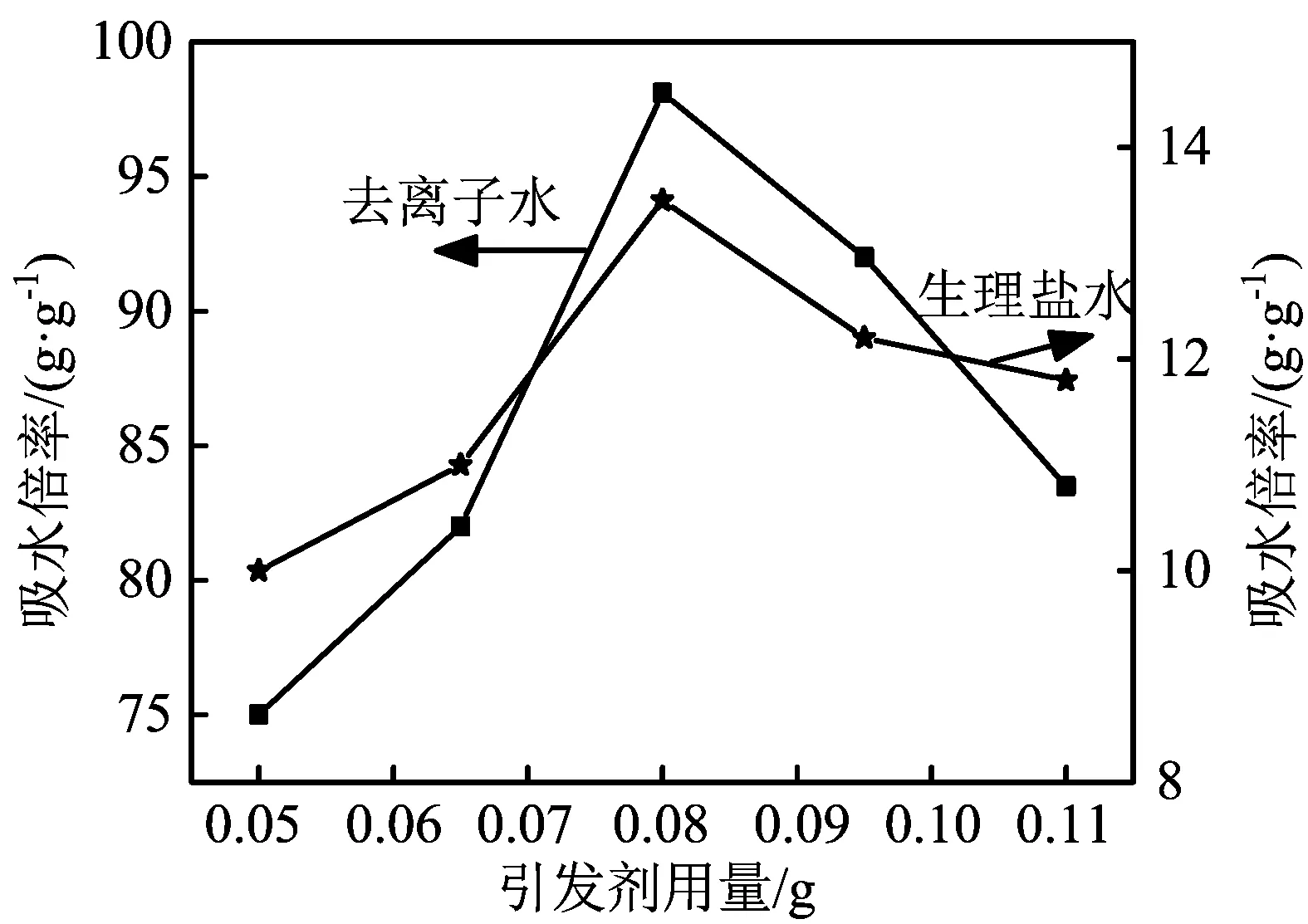
图4 引发剂用量对水凝胶吸水倍率的影响
2.5 交联剂用量对水凝胶吸水倍率的影响
固定条件:机械活化30 min,花生壳用量1 g,丙烯酸中和度70%,单体质量取7 g,且m(AA)∶m(AM)=5∶2,引发剂用量为0.08 g,温度60 ℃,反应时间2 h,改变交联剂的质量,得到不同交联剂用量下不同吸水倍率的水凝胶如图5所示。
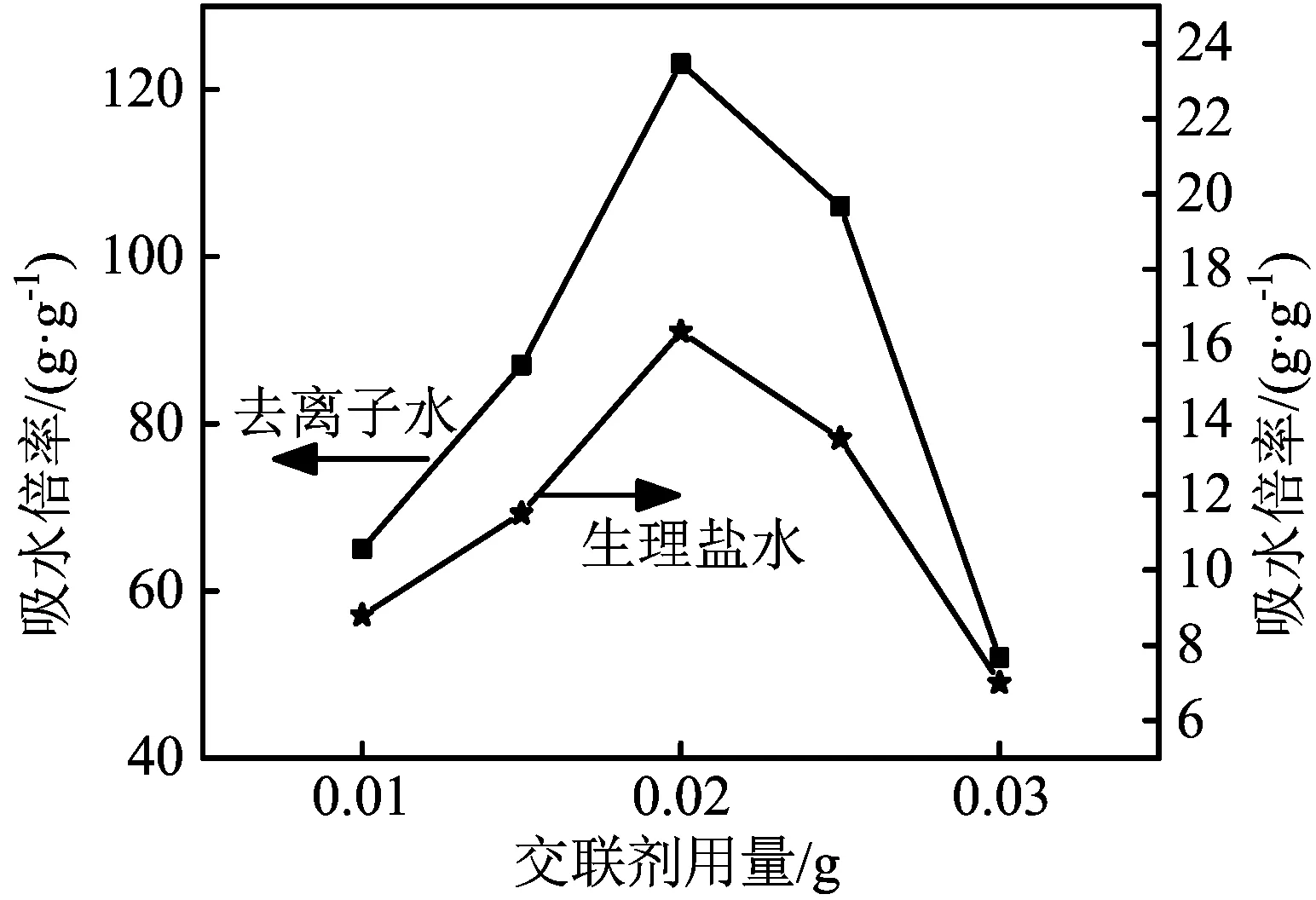
图5 交联剂用量对水凝胶吸水倍率的影响
由图5可知,随着交联剂用量的增加,水凝胶吸水倍率随之增加,当交联剂用量为0.02 g时,水凝胶吸水倍率达到最高,其最大值为去离子水123.1 g/g,生理盐水16.34 g/g。之后随着交联剂用量的增加,水凝胶吸水倍率降低。原因可能是前期交联剂用量较低,聚合物交联点也少,交联密度低导致形成较少的三维网状结构,吸水倍率不高,随着交联剂用量增加,三维网状结构随之增加,吸水倍率随之增大,但交联剂的太多导致三维网状结构交联密度过高,削弱其溶胀能力,最终水凝胶吸水倍率变低。
2.6 反应温度对水凝胶吸水倍率的影响
固定条件:机械活化30 min,花生壳用量1 g,丙烯酸中和度70%,单体质量取7 g,且m(AA)∶m(AM)=5∶2,引发剂用量0.08 g,交联剂用量0.02 g,反应时间2 h。改变反应温度,得到不同反应温度下不同吸水倍率的水凝胶如图6所示。

图6 反应温度对水凝胶吸水倍率的影响
由图6可知,随着反应温度的升高,水凝胶吸水倍率先增加降低。主要原因是反应温度较低时,引发剂、交联剂的分解速率也随之减慢,所以不论是引发剂所影响的自由基多少与接枝共聚,还是交联剂所影响的三维网状结构,影响水凝胶性能;当水浴温度升高,水凝胶吸水倍率也随之增长,然而当温度过高时,链转移和链终止反应速度增加的幅度更快,使产物的相对分子质量降低,无法形成有效的网络结构,因而水凝胶吸水倍率下降[8]。当温度为65 ℃时,水凝胶对去离子水和生理盐水吸水倍率分别高达110.32 g/g和14.84 g/g。
2.7 反应时间对水凝胶吸水倍率的影响
固定条件:机械活化30 min,花生壳用量1 g,丙烯酸中和度70%,单体质量取7 g,且m(AA)∶m(AM)=5∶2,引发剂用量为0.08 g,交联剂用量为0.02 g,温度60 ℃。改变反应时间,得到不同反应时间下不同吸水倍率的水凝胶如图7所示。

图7 反应时间对水凝胶吸水倍率的影响
由图7可知,随着反应时间的延长,水凝胶吸水倍率先增加后降低。原因在于反应时间过短时,水凝胶还没有来得及接枝、交联或接枝交联不够,降低了水凝胶的吸液性能,当反应时间过长时,聚合产物开始出现“爬杆”现象,导致其交联度过高于正常水平,因此吸水倍率慢慢降低;另外,延长反应时间对节约能源、降低成本不利。实验表明,当反应时间达到2.5 h,水凝胶对去离子水和生理盐水吸水倍率分别高达117.25 g/g和15.53 g/g。
3 小结
通过单因素实验讨论了机械活化时间、丙烯酸中和度、单体配比、引发剂、交联剂、反应温度和反应时间对水凝胶吸水倍率的影响,得出了较佳工艺条件:机械活化30 min,花生壳用量1 g,丙烯酸中和度为70%,单体质量取7 g,且单体质量比为m(AA)/m(AM)=4∶1,引发剂用量0.08 g,交联剂用量0.02 g,反应温度为65 ℃,反应时间为2.5 h,在此条件制备的机械活化花生壳/丙烯酸/丙烯酰胺树脂吸水倍率最优,去离子水吸水倍率为148.37g/g,生理盐水吸水倍率为19.78 g/g。
