挤出加工对茂金属聚乙烯性能的影响
2022-07-06高一涵叶纯麟孙勇飞杨天慧王新威
高一涵, 叶纯麟, 孙勇飞, 杨天慧, 王新威
(1.上海化工研究院有限公司, 上海 200062;2.聚烯烃催化技术与高性能材料国家重点实验室, 上海 200062;3.上海市聚烯烃催化技术重点实验室, 上海 200062)
0 前言
20世纪80年代,SINN H等[1-2]报道了茂金属/甲基铝氧烷催化体系,该体系通过单活性中心,可精确控制聚合物结构生产相对分子质量分布窄的聚乙烯树脂;与分子质量相同的Ziegler-Natt催化体系的聚乙烯相比,茂金属/甲基铝氧烷催化体系制备得到的聚乙烯(简称茂金属聚乙烯)具有更优秀的拉伸性能和抗冲击性能。
结晶聚合物的分子链经常以折叠链片晶的形态构成高分子的晶体结构,聚合物结晶由于结构致密、分子间作用力强,能够有效提升聚合物的力学性能。聚乙烯属于半结晶聚合物,晶区和非晶区同时存在,结晶过程非常复杂。研究聚乙烯的结晶动力学,尤其是更符合实际生产加工的非等温结晶动力学,能够更好地优化加工参数[3]。近年来,Ozawa法[4]和莫志深法[5]等提供了多种动力学方程来分析聚合物的结晶过程。然而茂金属聚乙烯由于相对分子质量分布很窄,缺乏低分子质量组分的润滑作用,导致其熔体黏度较高,加工性能较差[6]。在实际加工过程中,茂金属聚乙烯树脂由于松弛时间较长,所以在加工设备中的停留时间会比传统聚乙烯树脂更长,茂金属聚乙烯树脂受到温度、剪切力等因素的影响而产生性能变化[7]。目前,已有学者针对聚乙烯原料的结晶性能和流变性能进行了大量研究[8-9],笔者则进一步对受挤出加工过程影响的茂金属聚乙烯样品进行研究。通过对比加工前后样品的结晶动力学和流变性能,研究挤出加工过程对茂金属聚乙烯性能的影响。
1 实验部分
1.1 主要原料
茂金属聚乙烯,牌号A,重均分子质量(Mw)为107 600 g/mol,数均分子质量(Mn)为36 700 g/mol,分子质量分布(Mw/Mn)为2.9,自制。
1.2 主要设备及仪器
双螺杆挤出机,定制,南京金沃公司;
差式扫描量热仪,DSC-8000,美国Perkin Elmer股份有限公司;
旋转流变仪,MCR302,奥地利安东帕公司;
核磁共振仪,JNM-ECZ500R,日本电子株式会社。
1.3 样品制备
将自制的茂金属聚乙烯经过温度为200 ℃、转速为25 r/min的双螺杆挤出机加工,通过转速为3 r/min的熔体泵输送至熔体分配组件并挤出,得到样品B,加工时间为25~30 min。
1.4 性能测试与表征
核磁共振碳谱(13CNMR)测试:以氚代邻二氯苯为溶剂,约200 mg样品置于2.5 mL氚代试剂中,样品置于130~140 ℃油浴中加热至溶解形成均匀溶液。探头温度为125 ℃,频率为20 Hz,90°脉冲,waltz 16连续去偶,谱宽为80,采样时间为 5 s,延迟时间为10 s,质子噪声全去偶,扫描次数大于5 000。谱图数字分辨率为0.10 Hz。数据处理不加窗函数,以主链亚甲基峰定标为30,亚甲基峰的半高宽为0.6~0.8 Hz,支化点CH(Bn)峰的半高宽为0.5~0.7 Hz。
结晶性能测试:利用差式扫描量热仪对挤出加工前后的茂金属聚乙烯进行非等温结晶动力学研究。样品质量为5 mg,使用氮气保护。非等温结晶过程为先以10 K/min的速率升温至160 ℃,恒温3 min,以消除热历史,并使原料充分熔融,再分别以5 K/min、10 K/min、15 K/min、20 K/min的降温速度降温至30 ℃,获得非等温结晶曲线。
动态流变性能测试:采用直径为25 mm的圆形板,圆形板厚度为1 mm,温度为170 ℃,角频率为0.01~100 rad/s,选择适当的应变水平进行实验。
2 结果与讨论
2.1 13CNMR比较分析
对挤出加工前后的茂金属聚乙烯样品分别进行一维13CNMR分析,结果见图1。由图1可以看出:在相同放大倍数的情况下,受到挤出加工作用的茂金属聚乙烯亚甲基峰明显变宽,且出现了杂峰。由于热氧化作用和剪切作用对聚乙烯结构产生的影响过于复杂,定性推测螺杆挤出加工使茂金属聚乙烯产生了少量的短支链[10-11]。
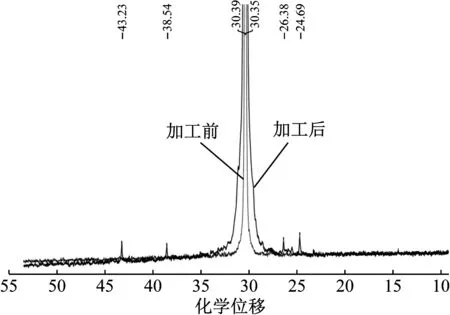
图1 挤出加工前后茂金属聚乙烯的13CNMR
2.2 非等温结晶过程
对挤出加工前后的茂金属聚乙烯在不同降温速率下进行差示扫描量热法(DSC)分析,得到的结晶放热曲线见图2。
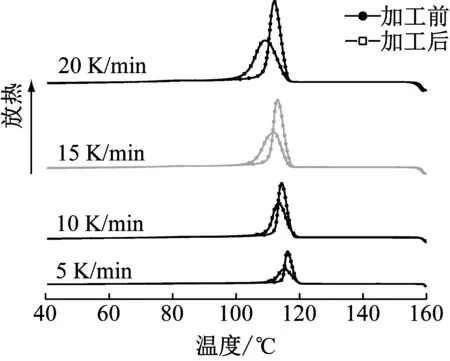
图2 挤出加工前后茂金属聚乙烯在不同降温速率下的结晶曲线
由图2可以看出:受到挤出加工后的茂金属聚乙烯结晶峰明显变宽、变短,结晶焓明显增加,并且结晶峰向低温方向偏移。这是由于受到挤出加工作用后的聚乙烯短支链含量增加,晶格堆砌差异程度较原来变大,影响了分子链排入晶格的过程,所以分子链还未来得及排入晶格就失去了能量,只能依靠更低的温度来成核结晶。
2.3 非等温结晶动力学
在结晶过程中,相对结晶度可按照式(1)进行计算。
(1)
式中:Xt为时间为t时的相对结晶度;ΔHC(t)为时间为t时的热焓;ΔHC(∞)为总热焓。
对挤出加工前后的茂金属聚乙烯的结晶曲线进行积分处理,就可以得到相对结晶度。分别将相对结晶度Xt与对应的温度T和时间t作图,得到的关系曲线见图3和图4。
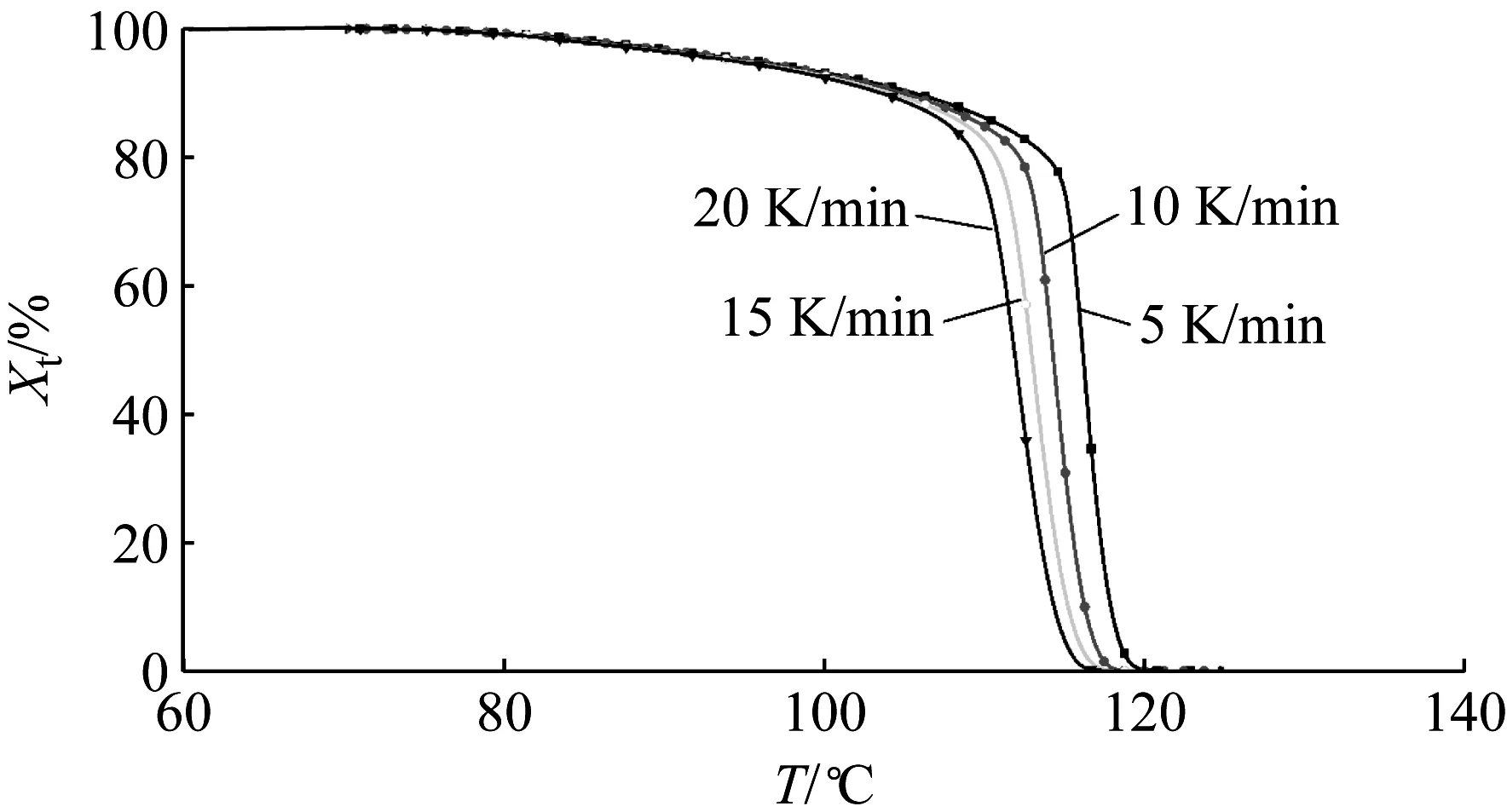
(a) 加工前

(a) 加工前
由图3和图4可以看出:样品无论在挤出加工前还是挤出加工后,在结晶初期都具有很快的一次结晶,在后期有相对较慢的二次结晶过程;但是,在降温速率较低的结晶过程中,挤出加工对茂金属聚乙烯的结晶过程影响较大。受到挤出加工影响后的茂金属聚乙烯,在后期的二次结晶过程中,明显具有更长的结晶时间,结晶曲线向低温方向移动。这可能是由于加工过程使茂金属聚乙烯分子链产生了少量短支链,尽管少量短支链的空间位阻效应不足以影响快速的主结晶过程,但是却可以在二次缓慢结晶的过程中阻碍分子链排入晶区的速度[12]。
2.3.1 Ozawa法分析非等温结晶过程
Ozawa法是在EVANS U R[13]的研究基础上,加上结晶的成核生长,从而推导出了非等温结晶动力学方程,即
(2)
ln[-ln(1-XT)]=ln[K(T)]-mlnΦ
(3)
式中:XT为温度T下聚合物的相对结晶度;K(T)为温度函数,与成核速率、方式和晶核的生长相关;Φ为降温速率;m为Ozawa指数,与成核类型相关。
在选定的结晶温度下,以ln[-ln(1-XT)]对lnΦ作图,则截距为ln[K(T)],斜率为-m(见图5)。

(a) 加工前
Ozawa方程在理论上是通过Avrami方程推导得来的,其非等温结晶过程可以视作无限多个无限小的等温结晶过程,所以符合Ozawa方程的非等温结晶动力学模型的ln[-ln(1-XT)]-lnΦ曲线应为直线。然而由图5可以看出:挤出加工前的茂金属聚乙烯在较高温度时与直线偏离较小,此时通过拟合可以得到在116 ℃和115 ℃下的m分别为3.04和2.3,其相关系数(R2)为0.962和0.969,拟合结果可信。在此过程中,随着结晶温度的降低,结晶过程迅速从三维生长转化为二维生长[14]。在极短的温度变化后,曲线就发生了严重的偏离,114 ℃时拟合的R2只有0.906,且随着温度降低曲线与直线偏离的程度增大。而挤出加工后的茂金属聚乙烯在短支链的干扰下,各个温度的线性关系均较差。
挤出加工前后的茂金属聚乙烯都无法由Ozawa法较好地分析非等温结晶过程。这可能是由于在降温速率范围较大的情况下,晶核、晶体的形成和晶区的密度受到了影响,导致无法选取一个合适的温度点来使茂金属聚乙烯在各个降温速率下维持相似的结晶速率[15]。
2.3.2 莫志深法分析非等温结晶过程
莫志深法结合了Ozawa方程和Avrami方程(见式4)[16],莫志深认为,在一个固定的结晶体系当中,必然存在一个时间t与对应温度T的相对结晶度产生联系。因此,通过式(3)和式(4),可以得到式(5):
ln[-ln(1-Xt)]=nlnt+lnZ
(4)
nlnt+lnZ=ln[F(T)]-mlnΦ
(5)
对式(5)经过变换整理得到:
lnΦ=ln[G(T)]-alnt
(6)
式中:n为Avrami指数;Z为结晶速率常数;G(T)为单位时间内降温到某一结晶度所需要的降温速率,可以表征聚合物结晶的难易程度;a为Avrami指数与Ozawa指数的比值。
研究相对结晶度为20%、40%、50%、60%、80%时挤出加工前后茂金属聚乙烯的非等温结晶动力学,得到lnΦ-lnt的关系曲线(见图6)。由图6可以看出:2种茂金属聚乙烯的lnΦ对lnt均为良好的线性关系,说明莫志深法适合处理挤出加工前后茂金属聚乙烯的非等温结晶过程。
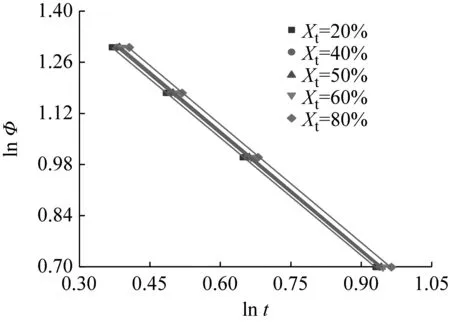
(a) 加工前
通过图6的拟合直线可以得到G(T)和a(见表1)。由表1可以看出:随着相对结晶度的提高,2种茂金属聚乙烯的G(T)均增大,表明二者均需要更大的降温速率才能得到更高的相对结晶度。在相对结晶度较小时,挤出加工后的茂金属聚乙烯的G(T)小于挤出加工前的茂金属聚乙烯的G(T),说明受到挤出加工影响的茂金属聚乙烯在较小相对结晶度时所需的降温速率更小;而当相对结晶度较大时,挤出加工后的茂金属聚乙烯的G(T)大于挤出加工前的茂金属聚乙烯的G(T),说明想要达到较大相对结晶度需要更高的降温速率,受到挤出加工影响的茂金属聚乙烯在结晶后期的结晶速率变慢[17]。
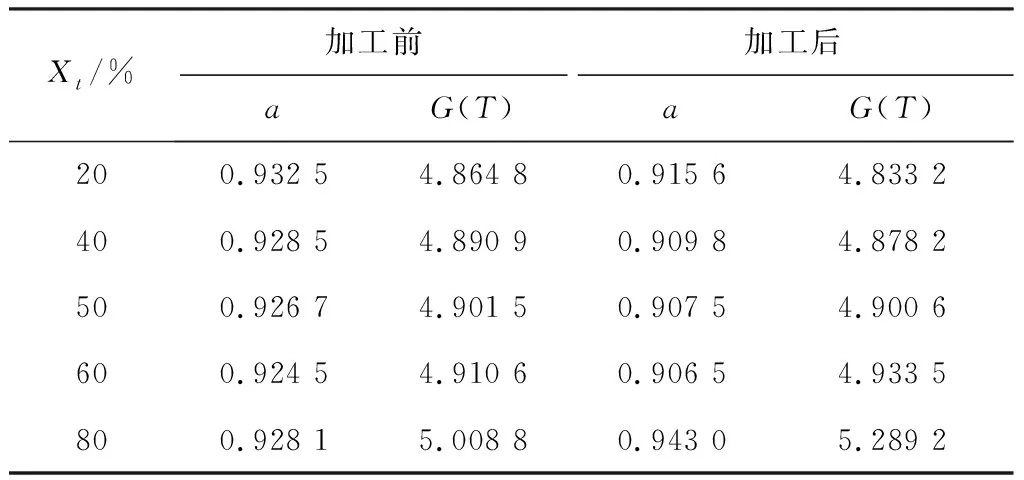
表1 莫志深法处理挤出加工前后茂金属聚乙烯的非等温结晶动力学参数
结晶后期的结晶速率变慢可能是由于聚合物的结晶过程分为2个部分,即成核过程和晶体生长,二者共同作用决定结晶速率。对于聚乙烯均相成核,晶核是自发形成的,受分子链段运动能力控制。在结晶初期,经过加工的聚乙烯由于存在短支链,起到了一定的成核作用,从而降低了所需要的降温速率。但是在结晶中后期,晶区逐渐完善,热氧老化产生的支链阻碍了分子链进入晶区,减慢了晶区的生长,所以表现为需要更高的降温速率才能达到相同的相对结晶度[18]。
2.3.3 Kissinger法分析非等温结晶活化能
通过考虑不同降温速率对聚合物结晶的影响,KISSINGER H E[19]认为,聚合物的非等温结晶活化能与某个降温速率下的结晶峰温度存在一定的联系,即
(7)

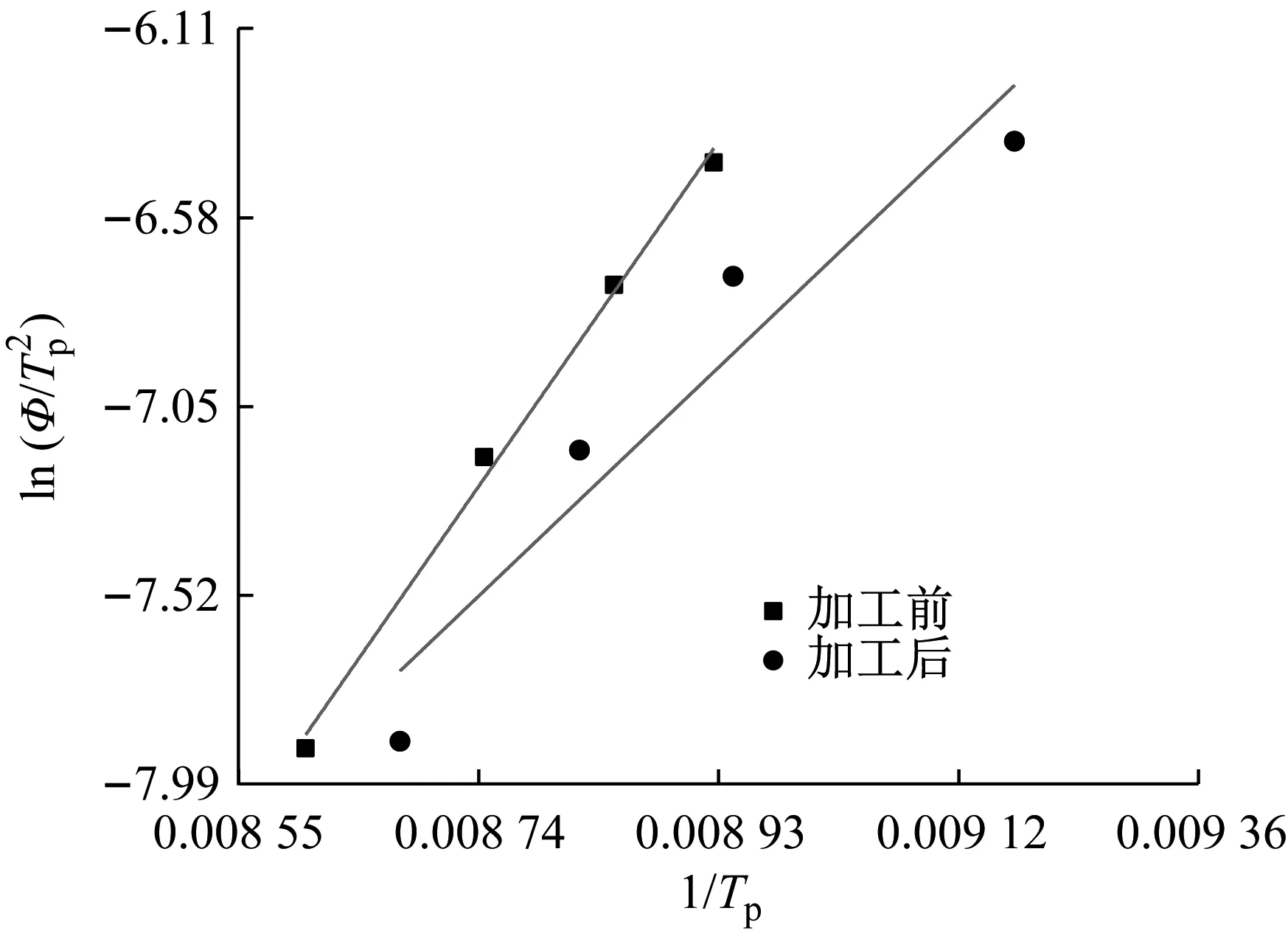
图7 挤出加工前后茂金属聚乙烯曲线
由图7计算可得受到挤出加工影响前后茂金属聚乙烯非等温结晶活化能分别为-37 593.28 J/mol、-24 947.28 J/mol,挤出加工前的茂金属聚乙烯活化能更低,更容易结晶,而挤出加工增加了结晶活化能。通过观察拟合前的数据点可以发现,挤出加工后的茂金属聚乙烯在20 K/min降温速率下,数据点与拟合直线偏离最大,结晶活化能增大。这是由于在高降温速率下,结晶过程很快就进入到结晶中后期的二次结晶,晶区形成不完善,带有支链的分子链更加难以进入晶区,表现为偏离拟合曲线,这与莫志深法处理非等温结晶动力学的结论一致[20]。传统Ziegler-Natta催化体系制备的聚乙烯的非等温结晶活化能为-306.5 kJ/mol[17],自制茂金属聚乙烯的结晶活化能远低于市场上普通聚乙烯,在实际生产过程中更容易结晶,有利于高倍热拉伸提高取向度,在产品的拉伸性能上具有一定的优势。
2.4 动态流变学分析
图8为挤出加工前后茂金属聚乙烯的复数黏度与角频率的关系曲线。由图8可以看出:挤出加工对茂金属聚乙烯的复数黏度影响较大。挤出加工前的茂金属聚乙烯在低角频率下的复数黏度较小,而在高角频率下的复数黏度相对较大。随着角频率的变化,挤出加工后的茂金属聚乙烯在对数坐标系中的复数黏度变化符合线性规律,剪切变稀比较明显,所以在高速加工时更容易发生熔体破裂。这是由于旋转流变对分子链的结构十分敏感,含量极低的支链也会对材料的零切黏度和剪切变稀程度造成影响[21]。在低角频率剪切下,短支链会阻碍聚合物的解缠,使得复数黏度大大增加;在高角频率下,这些短支链反而会起到一定的润滑作用,防止分子链缠结,使得复数黏度下降,最终导致剪切变稀更加明显[22]。

图8 挤出加工前后茂金属聚乙烯复数黏度与角频率的关系曲线
损耗系数(tanδ)是表征高分子材料黏弹性的物理量,损耗系数越大,剪切过程中损耗能量越多,分子链松弛时间也会增大。挤出加工前后茂金属聚乙烯的损耗系数随角频率的变化见图9。由图9可以看出:随着角频率的增加,挤出加工前茂金属聚乙烯的损耗系数大于1,而受到挤出加工影响后的茂金属聚乙烯的损耗系数小于1,所以挤出加工后的茂金属聚乙烯主要表现为弹性,在挤出加工过程中更容易产生熔体破裂的现象。

图9 挤出加工前后茂金属聚乙烯的损耗系数随角频率的变化
3 结语
通过13CNMR分析,受到挤出加工影响后的茂金属聚乙烯产生少量的短支链。
通过DSC测试分析,挤出加工后的茂金属聚乙烯需要更低的温度和更高的降温速率才能提高相对结晶度,挤出加工过程降低了茂金属聚乙烯的结晶性能。
Ozawa方程无法较好地分析茂金属聚乙烯的非等温结晶动力学;莫志深法较为适合处理茂金属聚乙烯的非等温结晶过程,分析得出挤出加工后的茂金属聚乙烯在结晶后期的结晶速率较低。通过Kissinger法分析挤出加工前后茂金属聚乙烯的非等温结晶活化能,结果表明挤出加工过程增加了茂金属聚乙烯的活化能,但自制茂金属聚乙烯的非等温结晶活化能仍低于传统Ziegler-Natta体系的聚乙烯,具有更好的结晶性能。
挤出加工过程使茂金属聚乙烯的剪切变稀变得更明显,更容易产生熔体破裂。
