自动纠偏技术在钢带式连续蒸煮机中的应用
2022-07-06房卫良赵亮亮
房卫良,赵亮亮,高 亮
(江苏洋河酒厂股份有限公司,江苏宿迁 223800)
0 引言
随着社会进步和科技的飞速发展,“智慧+”概念在各行各业层出不穷。传统的白酒酿造行业正在进行着新一轮的产业变革,大量的传统设备通过技术革新重新焕发出新的活力,同时跨行业的新设备的引入赋予白酒酿造新的希望,在多重资源的聚合下智慧酿造探索在各大酒厂开展起来,已在不同香型白酒酿造工艺生产中取得一定的突破,如某酒业清香型白酒智慧酿造生产线、某酒业浓香型白酒自动酿造生产基地、某酒业芝麻香型机械化改造生产线等。这些项目的成功应用主要得益于部分影响流程化生产的关键设备得到创新优化,使得全流程自动化生产成为可能,研究的钢带式连续蒸煮机就是从其他行业嫁接到白酒酿造生产中,通过优化设备参数,不断提高设备工艺符合率,从而颠覆传统的酒甑离散式蒸煮模式,为白酒酿造实现全流程自动化、智慧化生产打下坚实的基础。但是钢带式连续蒸煮机由于输送距离长、生产环境复杂等原因经常造成钢带跑偏,甚至出现钢带撕毁的现象,给正常生产带来较大的影响。为此,开展有针对性的自动纠偏技术改造,降低故障率、提高设备运行稳定性变得至关重要。
1 钢带式连续蒸煮机生产工艺及环境
钢带式连续蒸煮机主要应用在原料预蒸处理工艺中,用于对高粱的二次蒸煮及浸泡后大米和粉碎干玉米的蒸煮,原料预蒸处理具体工艺流程如图1 所示:
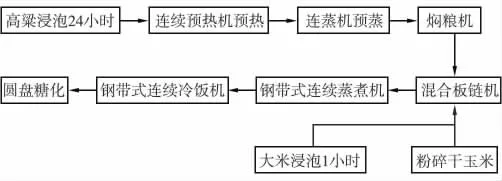
图1 原料预蒸处理工艺流程
初蒸后的高粱、浸泡过的大米、粉碎干玉米,三者按比例均匀混合后由板链机输送到钢带式连续蒸煮机,混合物料进入机体后根据预设程序自动打开各分段箱室内的气动隔膜调节阀控制蒸汽进汽量,物料随钢带向前实现连续蒸煮生产方式,40 min左右物料离开连续蒸煮机进入连续冷饭机进行冷却、加曲后由输送皮带送入圆盘堆积糖化,供后续酿酒使用。钢带式连续蒸煮机整体为带压运行,运行压力0.2 MPa 左右,通体304 不锈钢材料制作,输料用的钢带周长36 m、宽1.5 m、厚度1 mm,表面冲长条腰孔。由于物料淀粉含量高造成部分粮食蒸煮后极易粘在钢带上影响上汽效率,故在钢带返回侧加装高压水喷淋头进行清洗,所以说连续蒸煮机生产过程中既有蒸汽、水,又有高温,运行环境较为恶劣。
2 钢带式连续蒸煮机
2.1 生产功能
根据白酒酿造工艺需求,将高粱、大米、玉米按比例混合后进行摊平、蒸煮,通过预设程序自动控制各箱室汽压,实现连续蒸煮,保证酿酒原料熟而不黏、内无生心,同时做到全程无抛洒、无漏料、无明显水汽,提升酿造过程食品安全管控水平。
2.2 结构组成
钢带式连续蒸煮机从入口到出口主要包含:进料落料口、摊平绞龙、主驱动器、主驱动钢辊、从动钢辊、1 mm 薄钢带、箱室进汽阀、打散齿、排汽引风机、接水盘等,钢带式连续蒸煮机具体结构如图2 所示。

图2 钢带式连续蒸煮机结构示意
2.3 存在的问题及原因分析
钢带式连续蒸煮机在实际生产过程中存在的最大问题是钢带跑偏,由于是全流程自动化生产,虽有设备巡检人员,但连续24 h 生产稍不留意就会出现钢带跑偏现象,加之钢带长度较长,调节难度大,如果发现不及时还会造成钢带撕毁,现场维修和更换都费时费力,严重影响全流程生产的正常进行。经过详细统计、综合分析发现,钢带跑偏的主要原因有两点:①钢带截面上物料铺布不均匀,有的幅面多、有的幅面少,造成钢带负载不一致,进而引发钢带跑偏;②部分物料从钢带长条腰孔漏到背面或两头钢制滚筒上,造成两侧受力不一致。在生产现场陆续开展过在钢带两侧设置机械限位、加强人员检查等方法措施,效果都不理想,最好的解决办法就是为连续蒸煮机加装钢带跑偏检测开关和自动纠偏装置,根据钢带运行情况实时调节两滚筒间距离,使钢带始终运行在安全限位范围内,实现实时化、无人化、自动化纠偏,保证全流程自动化生产平稳有序开展。
3 自动纠偏技术应用
3.1 实施方案
根据钢带运行工作原理,在钢带主驱动方向头部两侧分别设置两个跑偏检测开关,一个是中度跑偏检测、一个是极限跑偏检测,同时在主驱动钢辊沿径向方向增设一个纠偏驱动电机并配备速比合适的减速机,自动纠偏检测开关及纠偏电机布置如图3 所示,结合设备实际运行情况编写自动纠偏程序。
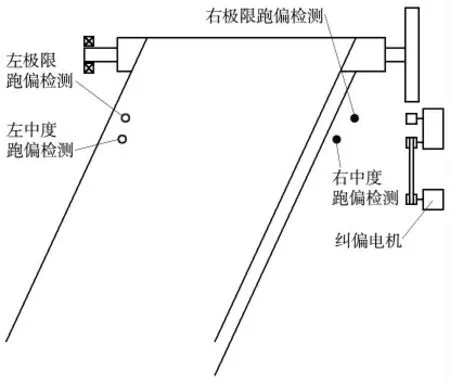
图3 自动纠偏检测开关及纠偏电机布置
3.2 程控系统
结合中控系统,以西门子S7-400 系列PLC 为核心程控硬件,编写自动化运行程序,程序采用结构化编程方法分为主控程序、正转分控程序和反转分控程序。当左侧中度跑偏检测开关检测到信号时,依据主控程序系统(图4),调用反转分控程序(图5)指挥纠偏电机反转一定圈数,实现主驱动钢辊右侧往后调整一定距离;反之当右侧中度跑偏检测开关检测到信号时,依据主控程序系统,调用正转分控程序(图6)指挥纠偏电机正转一定圈数,实现主驱动钢辊右侧往前调整一定距离,如此反复、不断调节,从而达到钢带运行时自动实时纠偏的功能与效果。
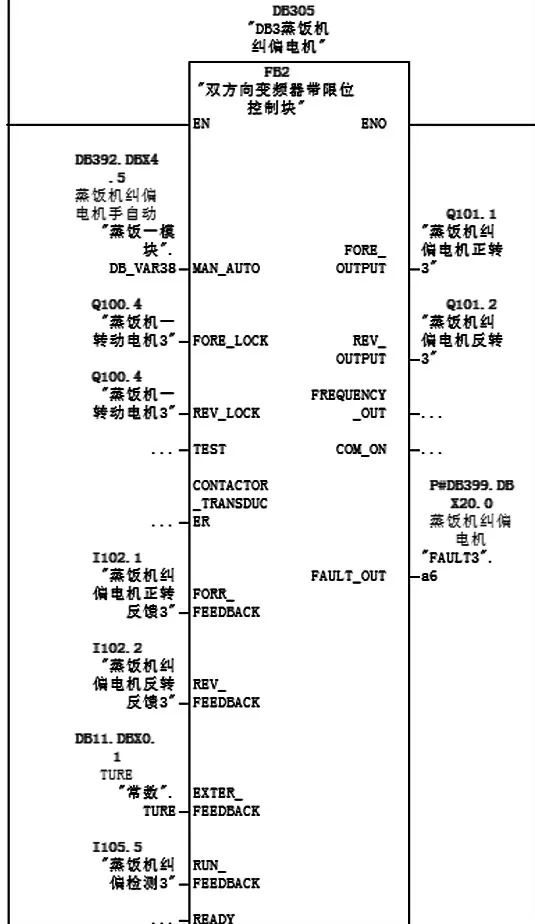
图4 主控程序
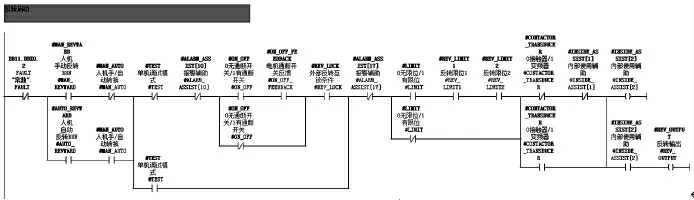
图5 反转分控程序
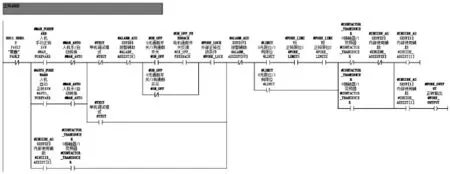
图6 正转分控程序
特殊情况下当中度跑偏检测失效或跑偏后调节未能达到预期效果时,设置的极限跑偏检测作为最后一道防线,当检测到信号后立即停机并发出声光警报,由维修人员人工介入调整,从而避免钢带的撕毁与损坏,有效地保证了设备的可靠性和完好率,为全流程智慧酿造的顺利开展、稳定运行提供强有力的保障。
4 效果评估
自动纠偏技术在长距离钢带式连续蒸煮机中的创新应用,破解了长期的设备故障率较高的困扰,经过近2 年的生产运行检验,实效显著,设备平均无故障运行时间(MTBF)由传统的24.3 d 大幅提高至现在的226 d,运行稳定性提升达9 倍之多,彻底解决流程设备系统中的关键短板,大幅提升整个生产运行系统的可靠性。
5 结语
传统白酒酿造行业智慧化生产模式的探索和实现过程中,应不断深挖设备潜能,同时在不影响品质的前提下适当优化调整工艺实现路径,相互配合,共同实现全流程生产方式的转变。自动纠偏技术在长距离钢带式连续蒸煮机中的改造、应用成功,极大地推动传统酿造向智慧酿造的转变进程,创新性的解决方案与精准化的程控系统开发有力地保证应用的高可靠性,也为其他传统酿造设备的升级改造提供一种新思路、新方法,有理由相信传统酿造设备一定能够在当前行业变革的大浪中焕发出新的生机与活力,助力智慧酿造向着更高、更远的目标迈进。
