发射水缸基座改装施工技术及质量管控
2022-07-06青岛前进船厂山东青岛266042
(青岛前进船厂,山东青岛 266042)
王 滔
0 引言
发射水缸是鱼雷发射系统中的重要组成部分,发射系统的设备原理以及技术状态是保证技术先进性的重要组成部分,随着时代发展,装备的更新换代越来越快,新技术的应用对后续装备发展具有重要的意义。某艇改装鱼雷发射系统,需更换发射水缸,因发射水缸技术状态发生变化且尺寸改变,原发射水缸基座已不适合,需在艇上改装发射水缸基座。此项工程装备更新完全改变了原有技术原理及状态,实现装备性能跨越式提升,施工工序复杂,工作量大,安装精度要求高,也是该项技术首次应用在艇上,对原艇的技术状态装备边界借口要求较高,在施工过程中必须采取科学合理的施工技术和质量管控措施才能确保顺利、优质的完成[1]。
1 基座组成及要求
发射水缸基座由上基座、下基座、过渡法兰组成。过渡法兰焊接面要求紧靠舱壁面,法兰中心通过原水缸中心线。下基座安装面要求与艇基准面平行,安装面在原水缸中心线下方785 mm位置,基座纵向中心线与原水缸中心线向艇中偏3°。新设备的技术状态以及外形参数均发生了比较大的变化,数据的核对、校对以及对边界尺寸的要求比较高,因此对原发射水缸的状态确认要求相应变高[2]。
2 施工要求及控制措施
2.1 原发射水缸拆卸、出舱
发射水缸位于艏部压载水舱内,原设备出舱以及换新设备进舱需要在压载水舱壳板上开设工艺孔,工艺孔尺寸应能同时满足新、旧发射水缸和基座可进出水舱的要求。根据现场测量原发射水缸及其基座的外形尺寸,核对周围结构连接面,按照图纸资料给出的新发射水缸及其基座的外形尺寸,兼顾考虑吊运设备所需空间,最终确认工艺孔尺寸为4 400 mm×2 000 mm,工艺孔开设前为预防水舱壳板变形可应在开孔四周100 mm位置安装加强结构。所有结构切割位置以及焊装位置满足结构规范相关要求。
因新基座以原发射水缸中心线为基础进行定位、安装,所以发射水缸拆卸时不能整体拆卸出舱。需先拆除中间拉杆,待找出水缸中心线并作好标识后,再拆卸剩余部件。
对原水缸中心线和艇基准面几何关系进行核对,将艇基准面通过两台激光经纬仪进行平移,从舱内通过线的折射反射原理引出至船坞侧壁,再通过三维共线共面的关系在船坞壁以及船坞底找出三维平面,发射水缸中心线位置因为周边已经有大开口,可利用开口通过激光经纬仪作出中心线,核对此中心线和艇基准面的相对关系,并与原图纸进行核对以及数据分析,对装备长时间使用后的技术状态应做跟踪。
核对后发现因为艇服役后长期使用会有艇体变形等因素影响,原发射水缸中心线位置和原图纸有偏差,通过与艇方核对基准平台标校情况以及历史使用情况,认为原发射水缸中心线定位能满足使用要求,不需要再做调整,则继续沿用原发射水缸中心线作为换装设备的中心线。按照原中心线位置划好定位线和定位点用于后期安装[3]。
2.2 原设备基座的切割
原设备基座与水舱底板和舱壁连接,切割时为不伤及底板和舱壁,切割时基座底部应预留3 m m~5 mm,切割完成后,再对预留根进行打磨处理,打磨结束后清理干净。
2.3 原过渡法兰的切割
新过渡法兰与原过渡法兰同心,切割旧法兰前应以原法兰中心线(即发射水缸中心线)为基准在舱壁上划十字基准线,然后再沿原法兰焊缝进行切割,切割时务必不能伤及母材。
2.4 新过渡法兰的装配、焊接
新过渡法兰焊接面与紧靠壁板,另一面为倾斜面,法兰上艇装配应在法兰上作出定位十字定位线,上艇装配时法兰上定位十字线应与舱壁上十字线对应。
因法兰焊接量大,为减少焊接变形,焊接工作由两名焊工采用对称分段以及内外焊接交替的方式进行焊接。焊接之前做好分段标记,对工艺进行学习和宣贯,过程中严格按照工艺要求执行,特殊过程记录表以及过程变形监测均按照策划工作进行。过程数据随时记录,焊接的顺序及法兰分段焊接区域见图1。
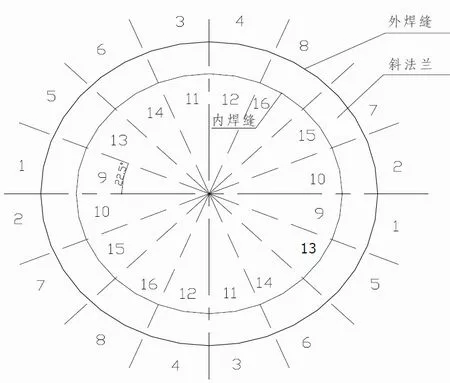
图1 焊接的顺序及法兰分段焊接区域
同时焊接过程中需随时监测法兰的变形量,根据变形情况随时调整焊接顺序。为监测变形量,在斜法兰上均布的4点设置变形测量标识板,如图2所示,可分别测量焊接时斜法兰水平位移和垂直位移。出现数据偏移的时候反向调整焊接次序和方向,应力拉伸在过程中随时通过敲击消除,必要时利用超声波应力消除仪进行应力消除。
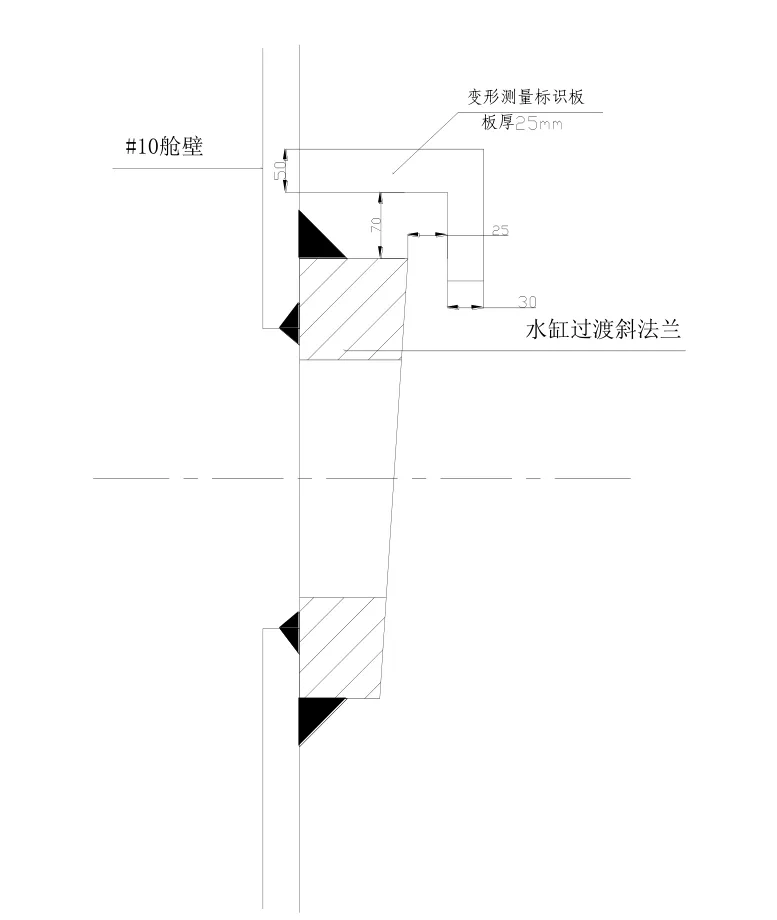
图2 变形测量标识板(单位:mm)
2.5 下基座装配、焊接
下基座安装面要求与艇基准面平行,安装面在原水缸中心线下方785 mm位置,基座纵向中心线与原水缸中心线向艇中偏3°。
利用前期延伸至船坞壁以及地面的基准面,测量核对下基座安装位置,核对后划线,按照要求偏移3°后划好定位点十字线。
下基座为设备厂家提供的整体基座,需整体上艇安装,下基座上艇前,在校准平台上划出纵向和横向中心标识。艇上基座定位线由原水缸中心线反至水舱地板上,通过电脑模拟给出原水缸中心线向艇中偏3°及横向中心的数据,根据模拟数据划线。基座上艇后通过定位十字线确定基座的位置,随后焊接固定。
下基座定位完成后,利用千斤顶,调节基座安装面高度,制作T形样板尺用于监测基座在装配及焊接过程中安装面的变化情况,样板尺使用及形式见图3。
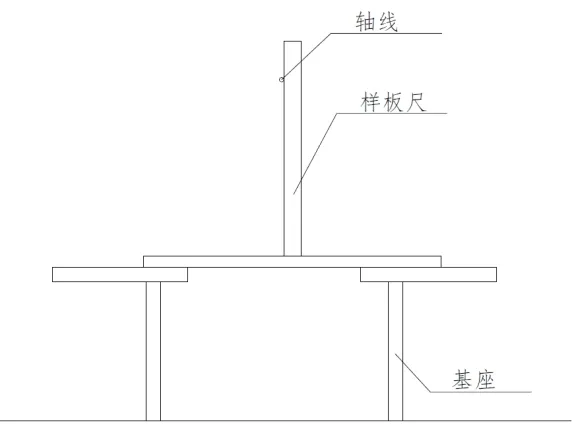
图3 样板尺使用及形式
基座位置调整完毕后,用装配马固定基座,然后将基座焊接在底板上,焊接过程利用样板尺,随时监测安装面至中心线的高度,如高度出现变化,调整焊接顺序和焊接技术参数。
2.6 上基座装配、焊接
上基座纵向中心线与原水缸中心线向艇中偏3°,上基座安装在水舱顶板上,上基座定位方式同下基座。下基座焊接完毕后,新发射水缸吊运至舱内与下基座研装完成后,研装上基座并点焊固定。发射水缸吊运出舱,焊接上基座。
2.7 焊后检查
上、下基座及过渡法兰焊接结束后,安装发射水缸,安装完毕后再核对一遍技术状态后按照试验大纲进行各项试验,装备试验结束后,回装水舱壳板,为确认水舱密性,壳板回装后对水舱进行气密性试验。
2.8 性能试验
坞内工程安装完毕后,该艇进行了性能以及可靠性试验,试验记录翔实,技术状态均能满足设计要求。
3 结论
本文阐述了发射水舱基座的装配、焊接工作。新旧装备对比技术状态发展差距较大,外形区别大,施工过程数据要求精准,通过分析各阶段工程的注意事项,提出解决方案,最终完成该项工程。