300MW 汽轮发电机转子锻件开发
2022-07-06王旭颖付兴谢延安彭彩霞太原重工股份有限公司
汽轮发电机转子锻件为电站锻件的核心产品,转子使用工况恶劣,技术条件要求高。该产品为300MW 级汽轮发电机转子的典型产品,材质为25Cr2Ni4MoV,粗加工规格
1160mm×11100mm,粗加工重量约65t。
技术要求
工艺流程
转子锻件产品生产工艺流程见图1。

化学成分
钢锭冶炼时要求电炉冶炼+真空除气钢锭,具体化学成分要求见表1。

转子锻件的氢含量(质量分数)不应超过1.0×10
。
性能要求
转子机械性能符合表2 规定。
加热过程中,在第一火压圆后,第二火采用不低于1230℃的温度保温30 小时以上进行高温扩散,以改善或消除枝晶偏析、均匀合金元素分布。

超声波探伤要求
由制造厂按最新发表的ASTM A418 对转子进行超声波探伤,转子内部探伤的要求如下:
(1)锻件发现裂纹、类似裂纹、白点或缩孔时应立即报废。
(2)锻件不允许有任何条状缺陷, 当量直径
≥1.2mm 的密集缺陷和游动信号。
(4)当量直径等于或大于2mm 的非金属夹杂物不允许存在。
(3)发现当量直径1.6mm 以上的任何缺陷应记录并报告。
2)构建综合评价指标体系。农村居民点复垦潜力估算是一项非常复杂系统的工程,不仅涉及农户复垦搬迁意愿,还涉及其他自然、社会、经济等诸多方面,不能简单用一个或少数几个指标进行评价,必须建立科学的评价指标体系,进行全面综合的评价。
在SRC算法中,原始特征图像数据集,仅包含了数据间的线性关系。当特征图像的光照、表情等变化比较明显时,测试样本可能位于由训练样本构成的非线性子空间内,因此稀疏表示不能准确表示测试样本。针对上述不足,本文采用核稀疏表示识别(KSRC)算法[7-10],通过引入核算法[11],来解决训练样本与测试样本的非线性可分问题,使测试样本被更准确地表示为同类训练样本的线性组合,从而明显提高识别率。文献[12]通过对特征提取进行改进,提出一种基于普回归的核稀疏分类算法来降低计算复杂度。在此基础上,文献[9]采用稳健主成分分析技术生成冗余字典,结合利用核稀疏表示系数构造分类器。
(5)用2MHz ~2.5MHz 探头测得的由于缺陷引起的底波衰减值最大为 6dB。
锻造过程要求
(2)性能热处理。
热处理要求
(1)预备热处理。
整个锻件完工后必须进行正火和回火处理。
新生儿腹裂根据病变是否合并畸及严重度分为单纯及复杂二组,采用两种不同外科干预方式:Ⅰ期修补术和Silo袋置袋后Ⅱ期修补术。这两种模式中均有产房外科早期干预[4]。有麻醉或非麻醉二种方式,Bianchi[5]提出了非全麻镇静下施行腹裂手术,而后Kimbl[6]等提出了用镇静剂下开展了非缝合法I期修复腹裂手术,在我国,郑珊等最早报道I期无缝合肠管回纳法治疗先天性腹裂,避免了机械通气插管麻醉的危害,提早了经口营养,减少治疗费[7]。麻醉下施行手术术中松弛的腹壁有利于肠管的回纳,能良好的缝合腹壁各层组织[8],同时可预防遗漏先天性胃肠道畸形仍有一定优势。目前,插管麻醉条件日益成熟,几无并发症发生。
应在压力足够的压机上锻造,使锻件整个截面充分地锻透;应尽可能保持锻件的轴线与钢锭的轴心线重合;锻件的汽轮机端应相当于钢锭较清洁的一端。
性能热处理为淬火和回火,应均匀加热到高于上临界温度的一个温度,保温足够长时间,达到完全奥氏体,然后水淬。内部组织转变后进行回火,以达到规定的性能。
(3)去应力处理。
出厂加工前,按照需方标准规定加工后对锻件进行去应力处理,去应力处理温度比性能回火温度低30℃~55℃。
过程控制
冶炼过程
(4)真空处理:控制有效真空度不超过67Pa,有效真空时间20 分钟;
(1)钢中的Cr、Ni、Mo 为提高钢的淬透性的元素,这些元素控制在规范要求的上限;
(2)Si、P、S、As、Sn、Sb、H、O、N 为有害元素,控制越低越好;
(3)采用双包合浇工艺来控制钢锭的偏析。
结合我公司以往生产类似产品的经验,并结合此类产品新的性能要求,特提出以下几点冶炼控制要点:
(1)炉料:采用优质碳素钢、优质生铁,配碳量合适;
官方油耗即工信部官方发布数据,是汽车在官方规定的测试循环工况下得出的结果。汽车工况油耗测试要按照要求在特定的驾驶环境进行,即便如此同一辆车在测试中也会出现不同的油耗结果。而现实生活中,驾驶情况受到各方面的影响,包括人为因素与非人为因素,如司机驾驶习惯、车龄、环境温度、拥堵情况等。以凯美瑞为例,选取2009-2015年中国上市车型,根据优步实际油耗调研及工信部发布工况油耗等数据对比分析得出,所有车型的官方油耗与实际油耗存在着一定的差异,差值平均可达20%。
(1)浇注准备:钢锭模打磨、烘烤;冒口泥料处理干净;中间包清理干净;
许诺并没打算占丁小慧家的便宜,但他结婚后,确实感受到了她家里资金雄厚的好处。至少,丁小慧不像其他姑娘那样,急吼吼地盼着他赶紧功成名就,买大房子、换好车。这一切丁小慧家都有,她的家境让她并不急着催他振作,而是非常有底气地说:“以后,你想做什么就做什么吧。”
(3)精炼处理:充分脱氧;
为了达到产品的性能指标和金相要求,钢的化学成分按以下设计:
(5)吊包之前进入软搅拌,要求软搅拌时间不低于15 分钟。
浇注控制要点:
(2)粗炼钢水P 的保证:严格控制电炉钢水出钢前P 的含量;
(2)浇注:采用外引流,尽量缩短两精炼包交替衔接时间;采用氩气保护浇注;中间包内进行氩气置换;浇注过程中严格卡渣;
现阶段在对农民进行机械化技术培训时,用到的培训方式比较落后、陈旧。近年来农业机械设备更新速度越来越快,但农民接受的依然是落后技术的培训,学到的技术无法应用到实际生产过程中。针对这一情况,相关部门在开展农业机械技术培训工作时,应考虑农民的实际需求,选择的培训内容和培训方法要具有创新和针对性。真正将农业机械技术推广到基层农户中,促进我国农业机械化水平的提升[2]。
(3)脱模:严格按照工艺规定的脱模时间进行脱模。
锻造过程
转子在12500t 压机上锻造,采用WHF 法锻造,两拔两镦成形,确保锻件探伤合格,锻造要保证锻件冒口及底部有足够的切除量,控制产品元素含量。
相比于当下应用较为普遍的一维码,二维码在信息容量上占据极大的优势,其信息容量是一维码的几十倍,通过编码能将文字、图片甚至音频等数据以信息化的方式表示处理;另外,二维码具有超强的纠错功能,即便二维码出现一些局部损坏,比如污染、缺失、穿孔等都能被正常无误的识读,甚至在损坏面积高达50%时还能将译码错误率控制在千分之一内。就目前二维码的应用现状而言,其在商业领域的发展相当迅猛,所以综合考虑二维码的应用优势以及物联网技术的发展趋势,建议将便捷性更高的智能手机作为移动端,尽量避免使用常用于工业领域的RFID技术。
为确保机组振动故障诊断系统的稳定运行,首先就需要确保机组监测系统的可靠性。在配置该系统过程中,往往需要采取可靠性强的措施,以保证系统各部分均能分别进行维护与更换。
锻后热处理根据钢锭熔炼分析结果,计算出Ac
的实际温度,确定锻后热处理正火及回火温度参数。采用三次过冷+两次正火+一次回火,确保组织均匀、晶粒细化、应力消除。锻造成形过程如图2 所示。
2010-2013年文献数量虽略有下降,但相对之前仍然保持在一个较高的发展水平,而且从20世纪90年代开始整体还是上升的趋势,但在2014年后文献数量较之前整体呈现下降的趋势。

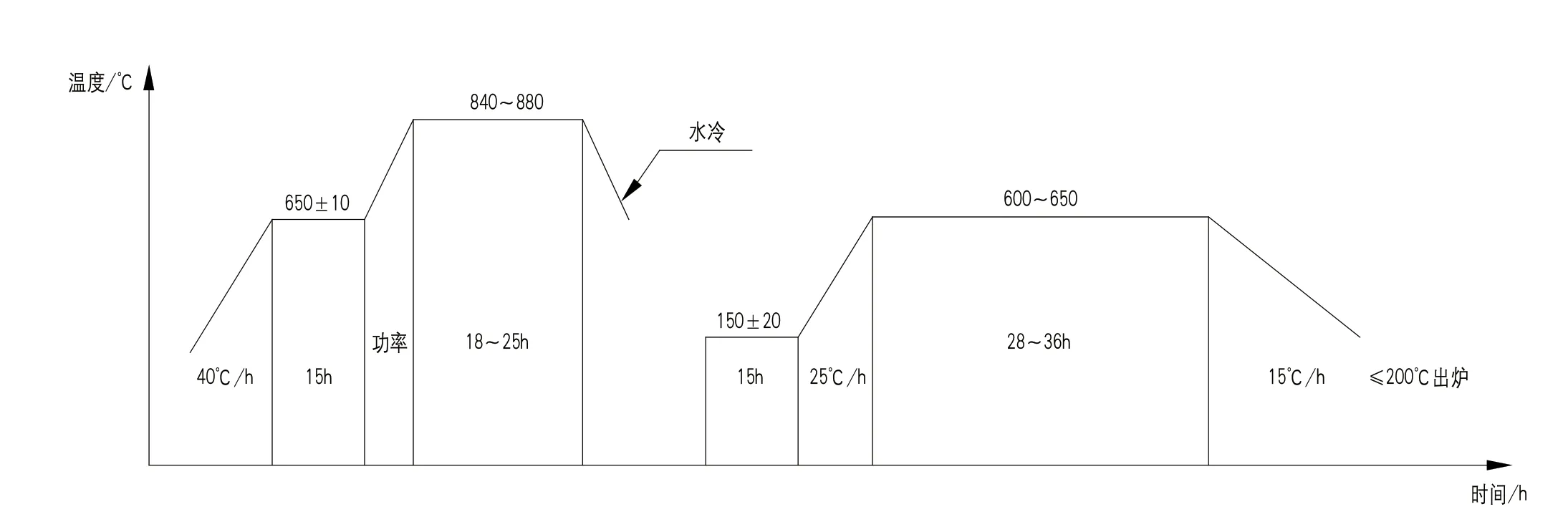
性能热处理
性能热处理为调质处理,利用FORGE 软件提前进行模拟热处理,对热处理预期效果进行理论判定,利用便携式光谱仪做产品本体表面成品分析,综合考虑得出热处理曲线见图3。
统计结果
我方制造过程中严格执行工艺,最终得出如下结果。
化学成分结果
熔炼分析及成品分析结果见表3,结果显示熔炼分析及成品分析均符合产品技术要求,且主要合金元素在中上限,可保证产品热处理后各项性能指标。

性能结果
机械性能检测结果见表4,结果符合1.3 条性能要求,且强度均匀性较好,可保证产品各部位屈服强度不超过40MPa。
所谓效益性原则,主要指的是保证建筑室内装饰装修材料得到充分利用,减少建筑装饰装修材料浪费现象的发生,使得工程施工成本得到高效管控。设计人员要结合建筑装饰装修材料的利用情况,加强对各项自然能源的利用,并保证各项自然资源得到合理使用,尽可能的减少自然资源的过度浪费,保证建筑室内装饰装修施工材料真正达到循环利用的目的,进一步提升建筑工程的社会效益与经济效益[1]。
Strategy Guided Enterprise Group to Use Them……………HAN Yi, WANG Yinyu, YANG Wei(3·72)

金相检测结果
非金属夹杂物检测结果见表5。由表5 可知,我方原材料质量较好,为产品良好的综合性能奠定了基础。晶粒度检测结果为7.0 级,详见图4。


无损检测结果
超声波探伤及磁粉探伤符合订货协议要求。
尺寸检测结果
经过共检,所有尺寸均符合图纸要求。
结束语
我公司通过对冶炼过程控制、锻造过程控制、性能热处理过程控制,证明生产工艺合理可行。300MW 汽轮发电机转子锻件的成功开发,为客户提供了合格的锻件产品,也为我公司开发订货提供了技术支持。

