数控机床自动开关门改造研究与实践
2022-07-06王杰
王杰

摘要:數控机床已经逐渐进入智能化发展进程,更多智能化数控机床渐渐产生,使生产效率和精细程度得到了提升。本文以配置FANUC Oi TF系统的数控车床防护门的自动开关改造为例,阐述了CNC系统M指令执行过程和气动系统运行过程,并设计出数控机床防护门自动开关的PMC程序和气动系统,实现了防护门自动开关的改造,为数控机床的智能化改造提供了一定的参考。
关键词:数控机床;自动化;智能化改造
数控机床是现阶段使用比较广泛的机械设备, 其有效的提升了机械产品的生产质量和效率。然而根据现代制造业发展需求,其中数控智能化的改造是其中的重要环节,不仅满足了数控机床和工业机器人的智能控制,而且大大节约了装备升级的成本。目前,伴随着劳动力成本的不断提高, “去人化”在中小型机械制造企业显得尤为迫切。通过数控机床自动开关门的改造,使机床的安全性能有很大的提升,可在一定程度上提高加工效率,降低机床的成本。
1总体研制方案设计
数控机床防护门,大多是靠人工进行开关,对其进行开关门的自动化改造是多数中小型制造企业实现零件加工“去人化”的关键一步。此前已有利用单片机进行控制,实现机床防护门的自动开关,但开发周期长且复杂,运行不稳定,也不便于后期与工业机器人、PLC等通讯进行二次开发建成智能生产单元,或直接布局到智能生产线中。
本文将以陕西宝鸡机床厂生产的CK7516A数控斜床身车床(FANUC Oi TF系统)为例,通过自定义防护门开关M指令,利用 PMC 控制气动电磁换向阀来改变气路流向,实现由气缸活塞定向伸缩带动数控机床防护门的自动开关,达到数控机床防护门的自动开关。
根据图1自动门工作流程图,本文利用数控机床 PMC 可自定义 M 代码指令的功能,自定义防护门开关的 M 代码 为M93/M94,令M93 是防护门开指令,令M94是防护门关指令。编写零件数控加工程序时,在加工程序开端部分写入 M93 指令,在程序结束部分写入 M94 指令,可以确保防护门的开关按照要求及设定的开关顺序执行。防护门开关的执行机构采用气动系统实现,用定制的一个双作用气缸固定于数控机床的外壳上,通过螺栓将气缸活塞与防护门联接,双作用气缸活塞的运动方向则由气动电磁换向阀控制,当数控系统执行零件加工程序到M93/M94时,通过 PMC 控制电磁换向阀得电/失电,从而控制电磁换向阀的阀芯位置来改变气路的气体流向,再结合相应的行程开关信号,实现防护门的自动开关[1]。通过自定义防护门开关 M 指令、PMC 程序、气动系统等建立起的联系,可达到本设计的要求。
2控制系统运行机制分析
2.1 数控机床 M 指令执行过程的分析
一台数控机床是由 CNC 系统、PMC 和机床三者组成,其中 PMC 作为数控机床的信息交换中心起着连接 CNC 系统和机床的作用。当 CNC 系统运行零件加工程序执行到 M 代码指令时,CNC 系统把 M 指令以其对应的二进代码形式存储在 PMC 的 M 代码存储器中,经过延迟固定时间后,再向 PMC 发出 M 选通信号 MF 的 F 指令。当PMC 接收到 CNC 系统向其发出的 M 选通信号 MF的 F 指令后,会根据 M 代码存储器中的二进代码内容设置对应的 M 指令译码成功,并向机床输出控制信号,使机床相应的强电控制线路动作,实现机床电器元件得电或失电,完成执行机构的动作。在 M 指令执行结束后,PMC 将执行一致性检测指令,检测所有 M 指令是否都满足执行结束条件。当所有 M 指令都满足结束条件和 M 指令选通指令有效时,PMC 向CNC 系统发出结束 FIN 信号 G 指令。在接收到 PMC发出的 G 指令后,CNC 系统延迟固定时间后先切断M 指令选通信号,然后切断 FIN 信号,再切断 M 代码输出信号,M 指令执行完毕[1]。
2.2 气动系统执行过程分析
由于气缸安装简单,使用方便,相对之下输出力较大,使用环境要求低。根据现场情况,防护门开关的执行机构采用一个双作用气缸,利用气缸活塞杆的定向伸缩动作可以实现防护门的开关。双作用气缸工作时,当压缩空气从气缸前气孔出气、从后气孔进气时,气缸活塞杆左移,防护门打开,反之,气缸活塞右移,防护门关闭。实现气缸两方向伸缩功能主要是依靠气动电磁换向阀控制压缩空气流向,通过控制二位五通电磁换向线圈的得失电,可以控制压缩空气的流向,使气缸活塞实现定向伸缩动作而达到防护门开关门的目的。
3防护门自动开关PMC程序设计
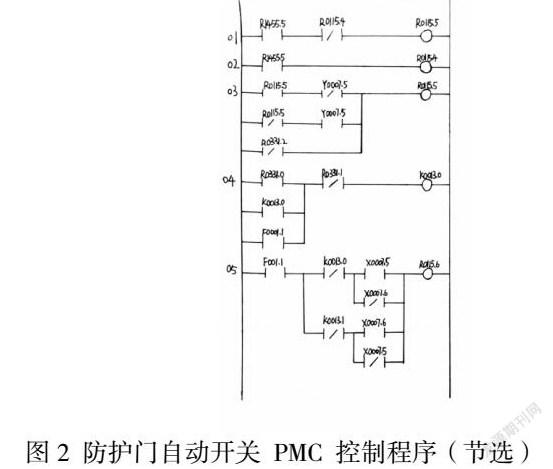
根据总体方案设计要求,结合数控机床 M 指令执行过程的分析,依据 CNC 系统 M 指令的执行过程和气动系统运行过程分析,设计出数控机床在自动运行方式下的防护门自动开关 PMC 控制程序(节选),如图2 所示。
4防护门自动开关气动系统设计
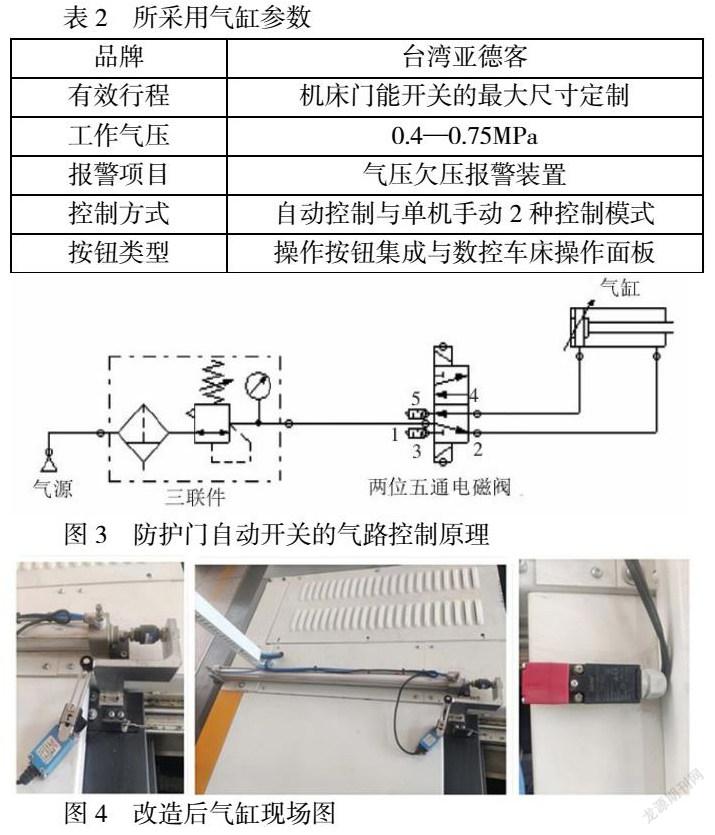
防护门开启和关闭采用一标准气缸执行,气缸参数如下表2。
防护门开启和关闭采用一标准气缸执行,将气缸用螺栓固定于数控机床的固定防护罩上,气缸活塞与防护门用螺栓联接。在气动回路中,增加了一个气动三联件,起到去除空气中的灰尘和杂质、将气体稳压、使润滑油雾化进入需要润滑的部件的作用,如图3所示为防护门自动开关的气路控制原理。采用气动开关、配套门开检测、门关检测传感器等进行改造,图4所示为改造后气缸现场图。
5数控机床自动开关门PMC程序加载和效果验证
将自动开关门PMC程序通过存储卡读取到数控系统后,再将 PMC 与二位五通电磁换向阀、气动系统各气动元件等按要求连接好后,重新启动FANUC Oi TF数控系统,在自动方式下运行含有 M93、M94 的数控加工程序,运行到数控程序的M94指令时,气缸活塞右移,带动防护门向右移动,当防护门上的钥匙插入安全门开关,触发相应触点,此时防护门完全关闭,机床开始进行加工。同样,气缸活塞左移,带动防护门向左移动,当防护门上的金属片触发行程开关的信号,防护门开启到最大,完成自动开关门的完整动作。经过48小时持续运行,防护门自动开关始终正常、运行安全平稳,达到了本次设计要求。
6结语
本文对采用FANUC Oi TF数控系统的CK7516A数控车机床,进行自动开关门改造,改造后的机床实现了自动开关门的设计要求,且投入成本较低,操作方便,运行安全稳定。数控机床改造后,通过数控系统M功能代码控制机床门的开与关,并通过反馈信号,检测开关门动作是否正常,通过机床自动化改造后可以将开关门信号通过工业以太网向其它设备进行数据发送,或者将机床自动开关门应用于智能制造单元,对中小型制造企业实施制造装备的智能化升级改造具有一定的借鉴意义。
参考文献:
[1] 呼刚义,杨新刚,杨 鹏.基于 FANUC Oi Mate-MD 系统的数控辅助功能 M 指令的 PMC 控制设计原理和程序实现[J].机床与液压,2013,41(22):122-124.
[2] 张劲英.经济型数控机床防护门安全性改造[J].现代工业经济和信息化,2017,7(18):24-25,29.
[3] 潘彩霞,涂金龙.数控机床安全防护门罩自动控制装置的研制[J].南京工程学院学报(自然科学版),2015,13(03):69-73.
[4]FANUC 0i-D 维修说明书[M]. BEIJING-FANUC LTD,1999.
[5]巫海平.数控机床防护门的安全性改造研究[J].通讯世界,2018(11):305-306.
[6]韦建军,李派霞.经济型数控机床安全防护门自动化改造的研究与实践[J].装备制造技术,2018(08):12-15.
[7]肖鑫,黎贤,彭国继.一种数控加工中心智能上料安全门的改造[J].装备制造技术,2020(10):176-180.
