TP347HFG/12Cr1MoVG异种钢焊接接头开裂原因
2022-07-05王建光
王建光
(国电建投内蒙古能源有限公司, 鄂尔多斯 017200)
为了保证大型电站锅炉的功能性和经济性,其受热面的设计大量使用了异种钢焊接接头,其中不乏低合金珠光体钢与高铬-镍奥氏体不锈钢的异种钢焊接接头。该类型焊接接头在实际生产中频繁发生泄漏事故,给电站锅炉的安全稳定运行带来了很大的隐患[1-3]。
某2 059 t电站锅炉屏式过热器夹屏管设计使用了TP347HFG/12Cr1MoVG异种钢焊接接头,该批次焊接接头运行1.5×104h后陆续发生了多次接头开裂引发的泄漏失效事故。
笔者对屏式过热器TP347HFG/12Cr1MoVG异种钢焊接接头的早期开裂失效原因进行了研究,以防同类型异种钢接头再次发生开裂失效事故。
1 理化检验
1.1 宏观观察
对泄漏的屏式过热器管段进行宏观观察。屏式过热器泄漏管段为12Cr1MoVG与TP347HFG异种钢过渡部位,钢管规格为54 mm×8.0 mm(外径×壁厚);上部材料为12Cr1MoVG钢,下部材料为TP347HFG钢,采用ERNiCr-3焊丝钨极气体保护全氩弧焊(TIG)焊接。泄漏管段上共有4处泄漏点,均集中于12Cr1MoVG与TP347HFG异种钢接头附近。其中,漏点1沿异种钢接头的12Cr1MoVG侧熔合线周向分布,长度约为周长的3/5,漏点两侧材料均未见明显的塑性变形,呈脆性开裂形貌。漏点2,3,4则分布于焊缝两侧15 mm范围内,漏点1呈现较为明显的初始漏点形貌(见图1)。
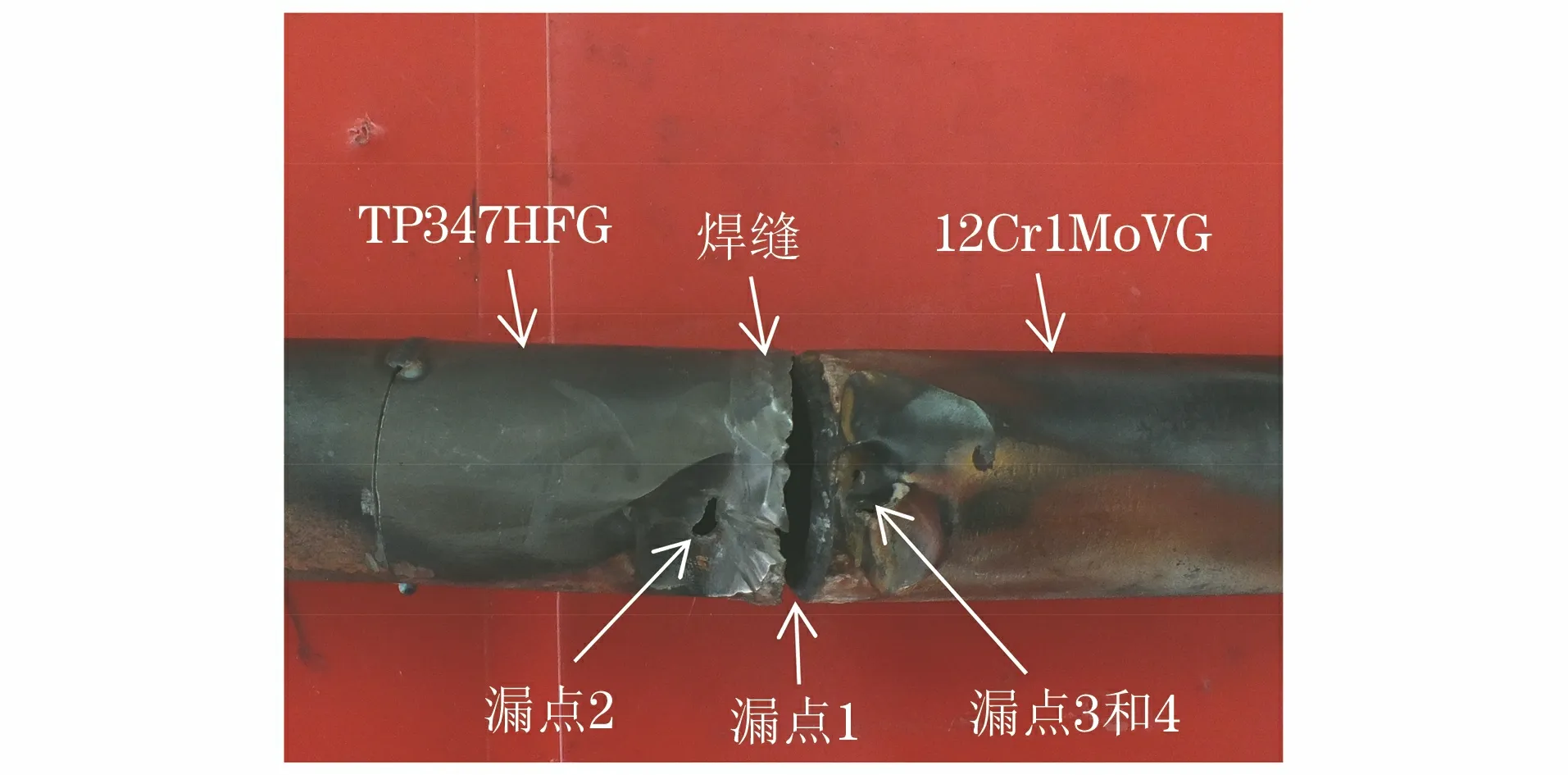
图1 开裂屏式过热器管宏观形貌
将漏点1开裂部位纵向剖开,纵向截面宏观形貌如图2所示,从图2a)可以看出,12Cr1MoVG钢管与焊缝完全沿熔合线断开,断口两侧金属没有互相黏连现象,在两侧断口上可以清晰地观察到金属熔滴状形貌,断口表面存在明显的氧化皮。此外,焊缝根部存在严重的焊瘤,特别是12Cr1MoVG侧,形成了明显的、非圆滑过渡的变截面结构。从图2b)所示接头纵向截面的宏观形貌来看,开裂完全沿接头的12Cr1MoVG侧熔合线分布,即焊缝与母材沿熔合线完全剥离,互相没有明显的黏连撕扯形貌。接头两侧母材壁厚不一致,TP347HFG侧管材比12Cr1MoVG侧管材厚约2 mm;同时,由于对口间隙过大且打底层熔池过宽,焊缝根部形成较严重的焊瘤,因此在壁厚较薄的12Cr1MoVG侧熔合线根部形成了明显的尖角状变截面结构。
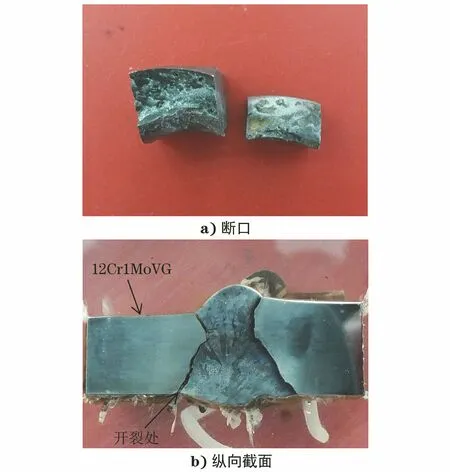
图2 屏式过热器管断口及接头纵向截面宏观形貌
1.2 化学成分分析
对泄漏屏式过热器的12Cr1MoVG钢管、TP347HFG钢管及焊缝填充金属分别取样进行化学成分分析,结果分别如表1,2,3所示。可以看出12Cr1MoVG钢管、TP347HFG钢管及焊缝ERNiCr-3填充焊丝合金的主要化学成分均符合GB/T 5310—2017 《高压锅炉用无缝钢管》和GB/T 15620—2008 《镍及镍合金焊丝》的技术要求。

表1 12Cr1MoVG钢管的化学成分 %

表2 TP347HF钢管的化学成分 %

表3 焊缝ERNiCr-3填充金属的化学成分 %
1.3 金相检验
对屏式过热器开裂的异种钢接头纵向解剖取样,并进行金相检验。其显微组织形貌表明,焊缝的氩弧焊打底层和盖面层均为粗大的柱状晶结构的奥氏体+高温δ铁素体(见图3)。
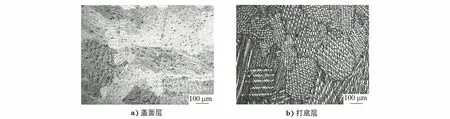
图3 屏式过热器管焊缝显微组织形貌
12Cr1MoVG侧管材的显微组织为等轴状均匀分布的珠光体+铁素体,晶粒度为8~9级,未见明显球化。12Cr1MoVG母材与焊缝沿熔合线完全撕裂,且在母材近熔合线处形成了较为明显的黑色条带区域。TP347HFG母材的显微组织为等轴状均匀分布的细晶奥氏体,晶粒度为8~9级,未见明显老化;热影响区的显微组织为粗大的奥氏体,晶粒度为2级(见图4)。
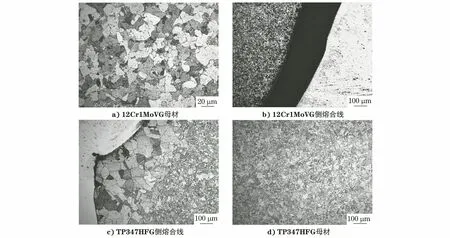
图4 屏式过热器钢管各部位显微组织形貌
1.4 扫描电镜分析
利用扫描电子显微镜(SEM)对屏式过热器TP347HFG/12Cr1MoVG异种钢焊接接头的焊缝两侧熔合线进行观察,其SEM形貌如图5所示。可以看出,接头的12Cr1MoVG侧熔合线处母材与镍基填充材料结合较弱,熔合线的局部区域存在微观上不连续的孔洞状缺陷;而TP347HFG侧熔合线处母材与镍基填充材料结合致密。
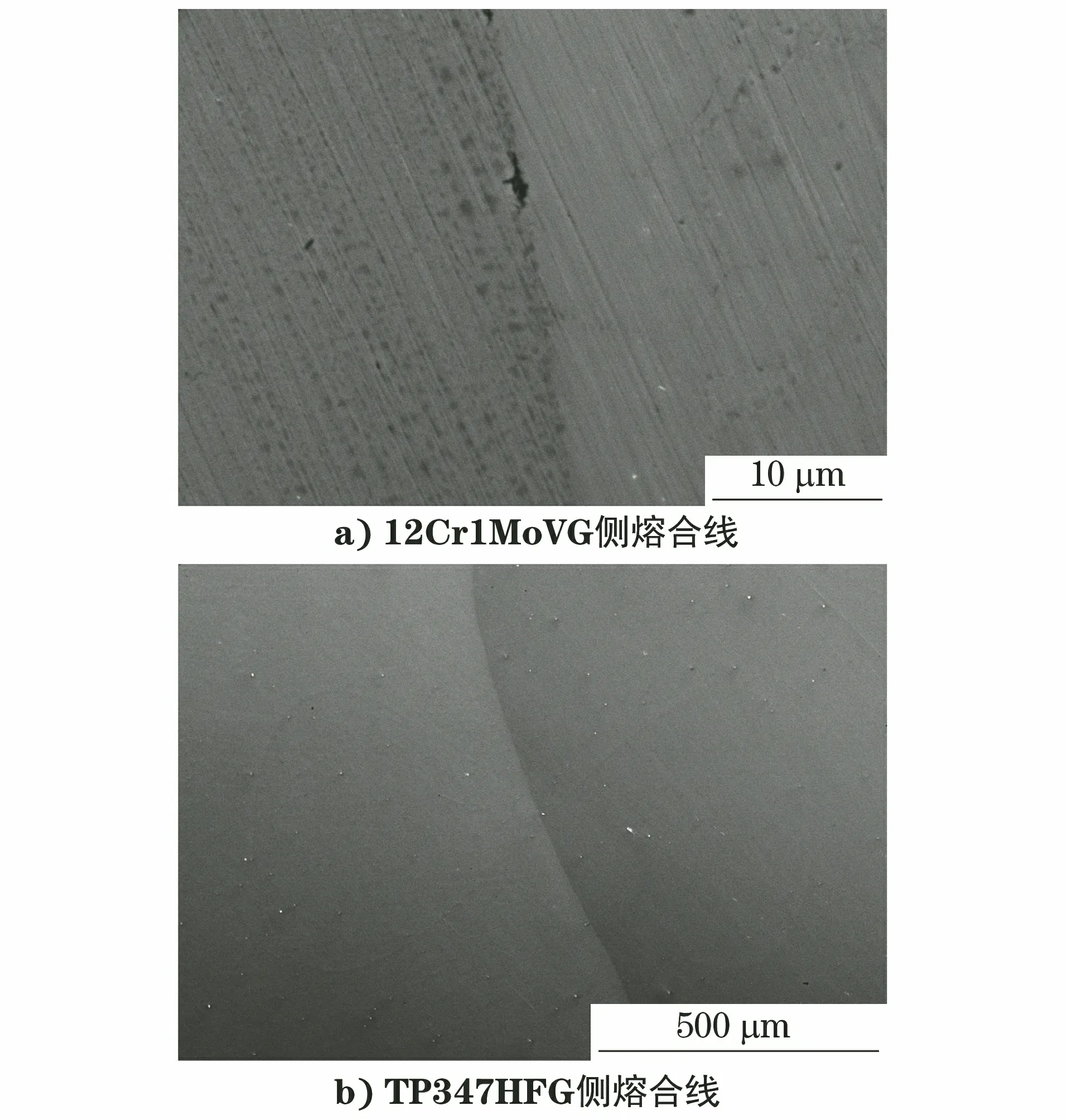
图5 屏式过热器异种钢接头SEM形貌
1.5 力学性能测试
从同批次未开裂的屏式过热器管异种钢接头处取样,并进行力学性能测试。测试过程中,当抗拉强度仅为219 MPa时,试样整体沿焊接接头的12Cr1MoVG侧熔合线断开;除表面薄层外,母材与焊缝几乎无正常焊接接头断裂时存在的撕扯黏连现象(见图6)。
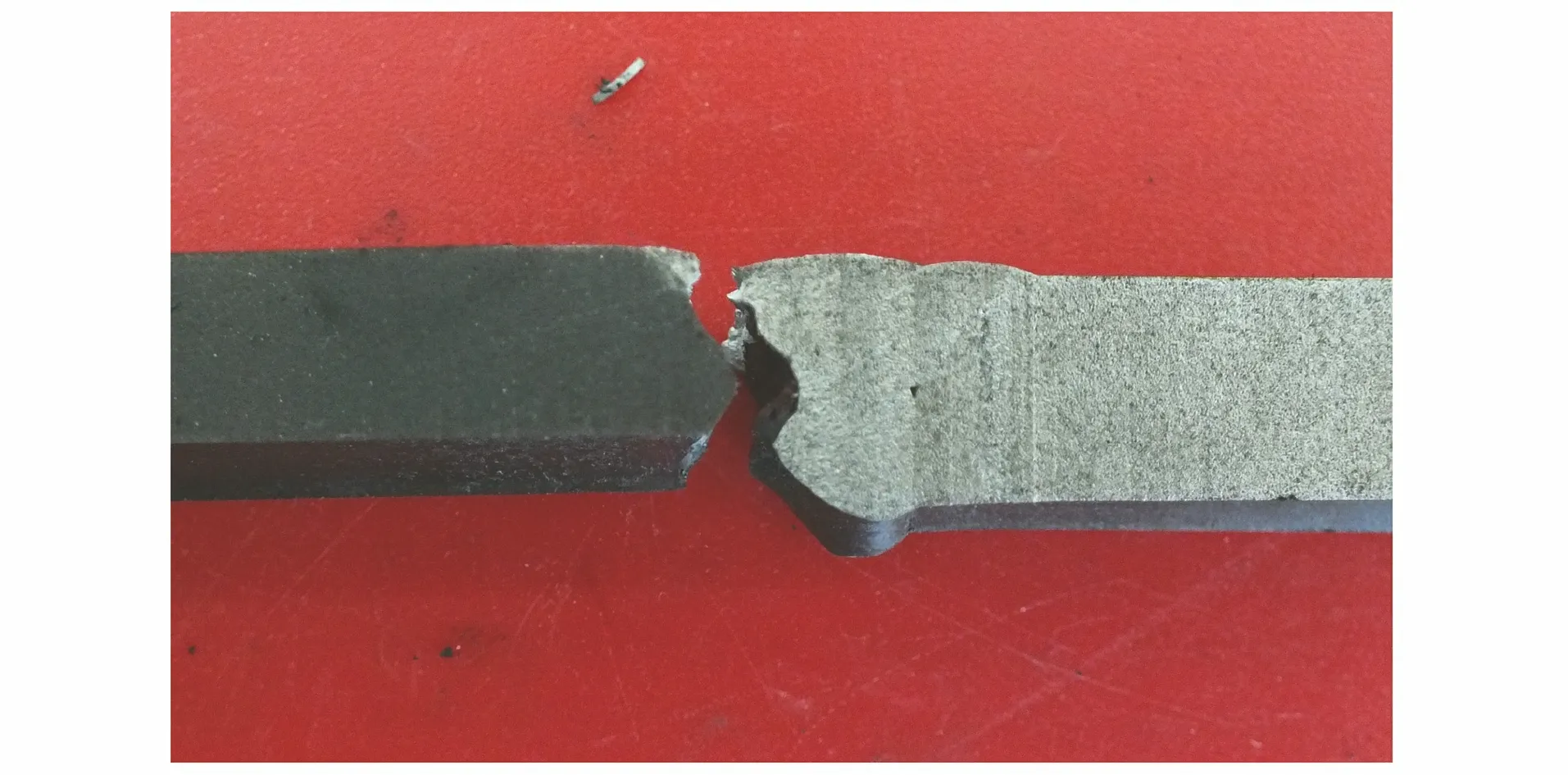
图6 屏式过热器异种钢接头拉伸试样断裂宏观形貌
2 综合分析
对于低合金耐热钢与奥氏体不锈钢异种钢焊接接头而言,其沿低合金钢侧熔合线断裂的情况较为常见,但在断裂过程中裂纹会扩展至母材或焊缝填充金属处,造成母材与焊缝之间存在明显的撕扯变形及黏连现象。而该屏式过热器12Cr1MoVG与TP347HFG异种钢焊接接头的开裂完全沿12Cr1MoVG侧熔合线,母材及焊缝未见撕扯变形及黏连现象,说明焊缝填充金属与12Cr1MoVG侧管材未有效熔合,因为未断裂区的12Cr1MoVG侧管材与焊缝填充金属的熔合线存在众多细小的孔洞。
从异种钢焊接接头的纵向截面可以看出,接头两侧12Cr1MoVG与TP347HFG管材的壁厚不一致,TP347HFG侧管材比12Cr1MoVG侧管材厚约2 mm,但两种管材的外径一致,因此接头根部两侧母材错边严重;同时,对口间隙过宽使接头根部形成严重焊瘤,造成焊缝根部特别是12Cr1MoVG侧熔合线处形成明显的尖角状变截面结构,该部位在使用过程中会形成较大的应力集中。
异种钢焊接接头镍基填充材料的打底层和盖面层的显微组织均为粗大的条状柱状晶结构,说明在焊接过程中焊接参数选择较大,造成焊接线能量输入较高。这种情况下:一方面,焊缝熔池较宽并形成严重的焊瘤;另一方面,焊接电流过大、线能量输入过高会造成焊接过程中焊丝过早发生红热,母材坡口处还未有效熔化时填充金属就已熔化并覆盖到母材坡口上,进而使形成的填充金属与母材不能完全有效、良好地熔合在一起。而TP347HFG管材的熔点比12Cr1MoVG管材熔点低,能够与镍基填充材料良好地熔合。
3 结论及建议
锅炉屏式过热器TP347HFG/12Cr1MoVG异种钢焊接接头在运行仅1.5×104h后就发生断裂失效的原因为:TP347HFG/12Cr1MoVG异种钢接头的焊接工艺不当造成焊缝镍基填充金属与12Cr1MoVG母材熔合不良,使得该部位结合强度不足;同时,对口间隙过大、焊接线能量偏高造成焊缝根部存在严重焊瘤,再加上焊缝两侧管材壁厚不一致,造成焊缝根部特别是12Cr1MoVG侧熔合线处形成了尖角状变截面的应力集中区。因此,在高温、高压介质中形成的一次应力、管子受热膨胀和运行过程中,管系振动等因素形成的二次应力的共同作用下,焊接接头自焊缝根部12Cr1MoVG侧熔合线处形成裂纹并逐渐扩展,从而导致接头开裂。
建议加强对锅炉受热面管,特别是异种钢接头的技术监督,对同类型接头进行无损检测,对于根部存在严重焊瘤及熔合区发生开裂的TP347HFG/12Cr1MoVG异种钢接头进行彻底处理。重新焊接时,应制定合理的焊接工艺流程,同时对接头进行金相检验,以确保异种钢接头的焊接质量。
