光固化3D打印成型工艺参数对样条性能的影响
2022-07-04卢依婷杜鑫段悦李松黄宇刚
卢依婷 杜鑫 段悦 李松 黄宇刚,2*
(1.湖南工业大学包装与材料工程学院,湖南 株洲,412007;2.先进包装材料研发技术国家地方联合工程研究中心,湖南 株洲,412007)
立体平版印刷(SLA)打印技术是以光敏树脂为原料,通过微机控制,经紫外光照射,液体光敏树脂逐层叠加固化成型,最终制造出模型制件[1]。利用SLA打印技术制作一些成型困难、结构复杂的精密制件时,不同的打印工艺参数对制件的性能影响不同[2]。
Zhang Z C等[3]研究了SLA打印技术在不同打印层厚下制件的尺寸精度,发现制件尺寸精度随着层厚的减小而增加。Kaze mi M等[4]通过光固化3D打印层厚、打印方向和固化后时间参数建立了拉伸强度经验方程,使用回归分析法以有效参数的形式对工艺过程进行优化,使拉伸强度最大化。以下通过对SLA成型工艺探索,研究影响样条性能的打印工艺参数,为打印高质量SLA成型制品提供参考。
1 试验部分
1.1 主要原料与仪器设备
光敏树脂,JS-UV-2015-T,深圳市金石三维打印科技有限公司;无水乙醇,分析纯,天津市致远化学试剂有限公司。
3D打印机,JS6000-H,深圳市金石三维打印科技有限公司;万能试验机,CMT-6104,深圳三思检测技术有限公司;游标卡尺,LT-MT518,勒塔实业(上海)有限公司。
1.2 打印样条
标准样条的设计尺寸:长度150.00 mm,宽度10.00 mm,厚度4.00 mm。参数设置:流平时间3 s,扫描线距0.08 mm,支撑、填充和轮廓的扫描速度分别为3 000,5 000,4 000 mm/s,固化深度0.24 mm,刮平速度55 mm/s。
不同打印方向下的样条示意如图1所示。样条用3D打印机分3个方向打印:方向1是将样条水平放置打印平台上,树脂逐层叠加累积为样条的厚度;方向2是将样条侧向放置打印平台上,树脂逐层叠加累积为样条的宽度;方向3是将样条垂直放置打印平台上,树脂逐层叠加累积为样条的长度。打印层厚设置为0.05~0.20 mm。
1.3 分析与测试
制件成型的缺陷及误差分析:观察成型制件的外观透明度差异,分析原因;使用游标卡尺测量制件的尺寸,记录制件设计尺寸与成品尺寸的误差,并对误差进行分析。
拉伸强度按照GB/T 1040.3—2006测试。
2 结果与讨论
2.1 打印层厚对样条拉伸强度影响
图2是不同层厚样条的拉伸强度。由图2可知,随着打印层厚增加,样条的拉伸强度呈下降趋势。打印相同方向的样条:层厚最小(0.05 mm)时,样条的拉伸强度最大;层厚最大(0.20 mm)时,样条的拉伸强度最小。原因是树脂的固化分为层内固化和层间固化,打印层内主要是由紫外光的中心固化斑点固化树脂而成,打印层间主要是由激光辐射固化树脂累积而成。因此,层厚越小,打印层内固化树脂所占含量越多,中心照射光斑的数量越多,所体现出的力学性能较好;层厚越大,打印层间累积的固化树脂所占含量越多,辐射光斑数量越多,所体现出的力学性能较差。
2.2 打印方向对样条拉伸强度影响
不同层厚下,比较不同打印方向样条的拉伸强度,如表1所示。
由表1和图2可知,在相同层厚下,打印方向1、方向2的样条拉伸强度均大于打印方向3。打印方向1、方向2的样条拉伸强度与打印方向3的样条拉伸强度差先减小后增大,且以层厚0.14 mm为分界点,此时打印方向1、方向2的样条拉伸强度比打印方向3分别大0.8,3.6 MPa;层厚为0.20 mm时,打印方向1、方向2的样条拉伸强度比打印方向3分别大7.3,9.3 MPa。因为打印方向3的树脂逐层叠加累积方向与拉伸方向的夹角为0°或180°,在拉伸过程中样条受力部分主要为打印层间的结合处,打印层自身无法提供力,所以拉伸强度受限。而打印方向1、方向2的树脂逐层叠加累积方向与拉伸方向成90°夹角,在拉伸过程中样条受力部分主要为打印层,因此打印层的固化程度对制件的拉伸性能有较大影响。
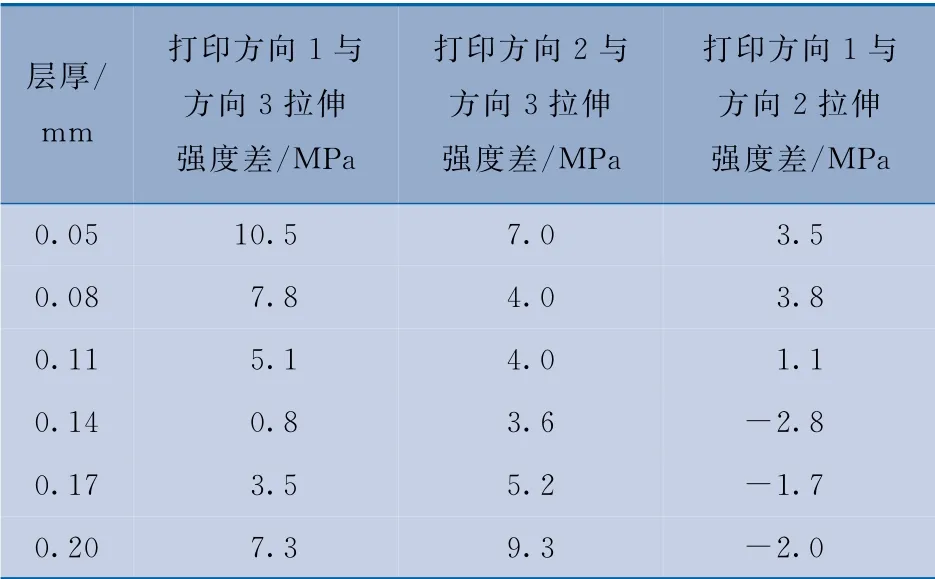
表1 不同打印方向下样条的拉伸强度变化情况
由表1还可以看出,层厚为0.05,0.08,0.11 mm时,打印方向1的样条拉伸强度比打印方向2分别大3.5,3.8,1.1 MPa。拉伸强度有区别是因为:层厚较小时,层数较多,打印层间紫外辐射区固化树脂所占含量大,由于打印层间主要是辐射光斑固化成型,所以对打印方向1的拉伸强度影响比方向2小。另外,支撑顶端与样条之间有0.10 mm左右可以嵌入,起到一定程度增强作用。打印方向1单位横截面上支撑嵌入样条的数量大于打印方向2,而且打印高度小于打印方向2,所以支撑顶端对打印方向1的影响大于打印方向2,进而使打印方向1的样条拉伸强度大于打印方向2。打印层厚越小,打印层数越多,支撑顶端嵌入样条越牢固,对拉伸强度影响越明显。因此,支撑顶端嵌入对打印层厚小且接触面积大的样条拉伸强度具有较大影响。层厚为0.14,0.17,0.20 mm时,打印方向2的样条拉伸强度比打印方向1分别大2.8,1.7,2.0 MPa。综上所述,打印方向对样条拉伸强度有较大影响。
2.3 样条尺寸分析
测量样条在不同打印方向和不同层厚下的实际尺寸,如表2所示。根据实际尺寸计算不同打印方向下样条宽度、厚度、长度的尺寸偏差率,结果如图3所示。

表2 不同打印方向和不同层厚下样条的实际尺寸 mm
由表2和图3(a)可知,打印方向1的样条宽度打印尺寸均比设计尺寸要小(-1.80%~-0.60%),厚度打印尺寸均比设计尺寸要大(5.50%~21.00%),长度打印尺寸均比设计尺寸要大(0.87%~3.95%)。
由表2和图3(b)可知,打印方向2的样条宽度打印尺寸均比设计尺寸要大(2.40%~11.00%),厚度打印尺寸均比设计尺寸要小(-5.00%~-3.00%),长度打印尺寸均比设计尺寸要大(0.83%~3.68%)。
由表2和图3(c)可知,打印方向3的样条的宽度、厚度打印尺寸都比设计尺寸要小(-2.40%~-0.20%,-5.00%~-1.50%),长度打印尺寸均比设计尺寸要大(0.88%~2.57%)。
样条尺寸偏小的原因是光敏树脂在液态下,经过紫外光照射会产生交联反应,使得光敏树脂由液态转变为固态,出现收缩现象。尺寸偏大的原因是不同方向的样条平放在打印平台上,与打印平台接触的截面由于支撑会有部分镶嵌在样条内部,增加了样条与打印平台接触面方向的尺寸。
2.4 样条透明度分析
图4是打印方向3的样条(层厚0.20 mm)表面结构示意。从图4可以看出,样条左侧透明度好,右侧透明度差且颜色发白。造成的原因如图5所示。
样条左侧透明部分的长度刚好与打印方向2样条的宽度一致。在完成打印方向2的样条之前,打印机同时打印2个或3个方向的样条,此时刮刀沿Y轴运动的轨迹长,来回所需要的时间久。树脂有足够的流平时间,分布也更加均匀。
完成方向1和方向2的样条打印后,打印方向3的样条时,刮刀仅在方向3样条的周围运动,树脂流平时间减少。在树脂没有充分流平时,由于刮刀的运动,层面上的树脂被刮在打印面周围,紧接着在激光的作用下树脂开始固化,所以打印方向3样条右侧的透明度差。
3 结论
a) 随着打印层厚增加,样条的拉伸强度下降。
b) 样条的拉伸强度呈现显著的各向异性,在相同层厚下,垂直方向放置的样条拉伸承载能力小于水平放置和侧向放置样条的。
c) 样条尺寸偏差与打印方向相关。
d) 打印样条的外观透明度与树脂流平时间相关。流平时间充分,树脂透明度较好;流平时间不足,树脂透明度较差。