某型航空发动机镍镉合金扩散镀层工艺研究
2022-07-03刘臣孙红梅马海强杨武奎
刘臣 孙红梅 马海强 杨武奎
摘要:某型航空发动机滑油封严圈按设计要求在制造和修理时零件表面局部敷镀镍镉合金层,但是零件内表面对光洁度要求很高,容易腐蚀。针对此问题,研究开发了敷镀镍镉合金工艺和除镍镉合金工艺,解决了低合金钢、不锈钢零件以及精密零件局部敷镀镍镉合金镀层、局部防护、深窄凹槽溶液分散性差、除镍镉合金镀层溶液高腐蚀性、高毒性等难题,并对其他低合金钢、不锈钢零件的高温防腐和防氧化提供了理论和依据,为提高航空发动机使用性能和飞行安全起到一定参考作用。
关键词:镍镉合金层;敷镀;去除;象形阳极;局部防护
Keywords:Ni-Cd alloy layer;coating;removal;pictographic anode;local protection
0 引言
某型航空发动机滑油封严圈材料为38CrMoAlA,按设计要求在制造和修理时其表面需要敷镀镍镉层,用于零件在高温环境下的防氧化和腐蚀。镍镉合金扩散镀层是中高温防护镀层,在500℃高温下能很好地保护钢铁件不被腐蚀和氧化,并具有一定的耐冲刷能力,预期镍镉合金扩散镀层能成为基体材料的阳极保护层,起到保护基体材料的作用。
1 研发背景
滑油封严圈在使用过程中表面镀层在高温及气流冲刷的作用下会出现破损,镀层一旦破损会失去防腐保护作用,零件基体在腐蚀过程中充当阳极,加速腐蚀,因此必须除去镍镉合金镀层,重新敷镀镍镉合金镀层。本项目通过研究敷镀镍镉合金镀层和去除镍镉合金镀层的工艺方法和工艺参数,解决敷镀过程中零件局部防护、溶液在深窄凹槽中分散性差、镀层结合力、除镍镉层时局部防护以及环保和人身安全问题。
镍镉合金扩散电镀层是一种高温防护镀层,在从常温至500℃高温的工作环境下具有良好的防护能力。该合金层具有底镍层、镍—镉扩散层和表面微薄的富镉层结构。镍镉合金扩散电镀层的特点是先镀低应力的细密的镍层,再在镀镍层上镀镉,经过330℃~340℃热扩散处理,让镍层和镉层在高温下相互扩散和渗透,从而形成热扩散电镀合金层。该合金层在高温下的抗腐蚀能力非常强,对钢机体而言属于阳极防护层,作为一种理想的高温防护层在苏联的P13-300、美国的JT-30和JT4A、英国的斯贝等发动机中早已广泛应用,国产发动机压气机叶片和涡轮部分零件中也有使用。
2 技术指标
主要技术指标如下:
1)保证零件镍镉合金扩散镀层质量应符合发动机运转要求,保证镀层厚度、应力值符合要求(指标见表1);
2)镀层相关的性能、表面状态等应符合装机要求;
3)镍镉合金扩散镀的工艺参数应稳定,具有可操作性,可重复性好;
4)工艺方案的实施应便于实现小批量生产,以满足工厂修理需求;
5)非镀面未出现腐蚀,光洁度应满足技术要求。
3研究内容和试验方法
3.1 敷镀镍镉合金镀层溶液成分
在现有工艺的基础上进行优化。由于应力造成零件强度下降,优化主要是控制镍层的应力,通过调整溶液成分将镍层应力控制在-3.5~10.5kg/mm2(-34.3~102.9MPa)范围。
3.2 敷镀方法
油封严圈内表面有深22mm、宽8mm的沟槽,按电镀原理中电力线的分布和溶液的分散性分析,在没有外力的情况下,镍离子不能吸附于零件表面。航标HB 5196-82《镍镉扩散镀层质量检验》规定“对于局部敷镀零件允许镍层在镀与不镀的交界面上向不镀方向位移1mm,在交界处的镍层上必须保证3~6mm过渡区无镉层,没有镍镀层的地方绝对不允许镀上镉层。为了满足质量控制要求,因镉离子比镍离子分散性好,镍离子不能到达的地方,镉离子不一定不能到达”。因此,为保证局部镀的零件镀面全部镀上镍层,需制作辅助象形阳极。
3.3 去除镍镉合金镀层溶液
航标HB/Z31-82《镍镉扩散镀层通用工艺说明》中,去除镍镉镀层采用的是主盐化学法,溶液成分为强酸或氰化物(见表2),对零件易产生腐蚀(特别是非镀面)或对人体及环境造成不良影响。需要通过试验确定一种去除镍镉合金镀层的方法,不仅去除滑油封严圈样件上的镍镉合金扩散镀层,还能有效保护非镀面,保证非镀面的光洁度,并解决强酸、氰化物除镀层的质量安全、人身安全、绿色环保等问题。
3.4 镀镍溶液成分优化试验
工艺流程:除油—清洗—活化(盐酸)—清洗—镀镍—清洗—检查镍层—阴极电腐蚀—清洗—镀镉—清洗—钝化—清洗(热水50℃~60℃)—干燥—热扩散—清理—检查质量。试验结果如表3所示。
为改进镀镍溶液成分试验工艺,进行了三组试验,结果如表4所示。
经过多次对比试验,确定了敷镀镍镉工艺主要溶液成分,证明加入适量糖精的方案有效可行,生产中可以采取A组方案。试片表面镍镉合金扩散镀层如图1所示。
3.5 防护涂层
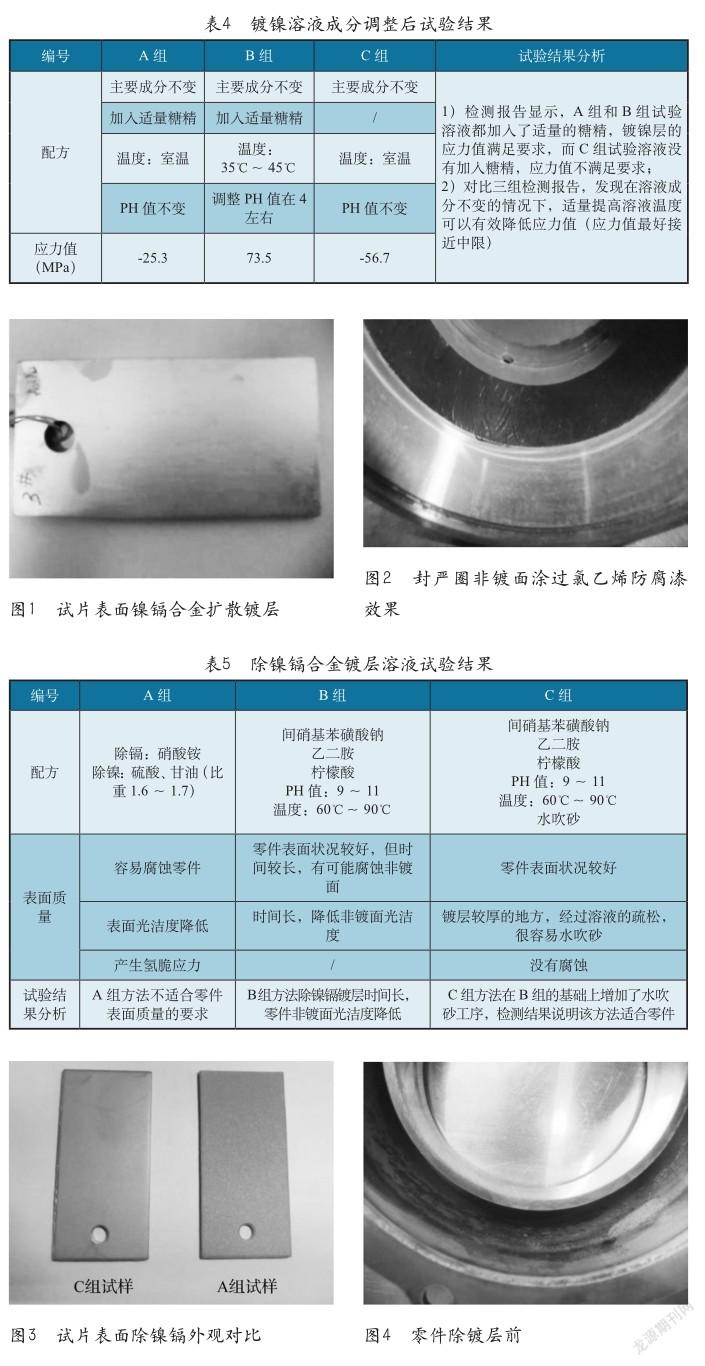
生产过程中局部防护通常采用打蜡、聚氯乙烯塑料包扎、铅皮封堵等方法,石蜡能承受的温度为57℃~63℃,零件的除油温度约85℃左右,所以无法起到防护作用。采用冷除油的方法对零件进行除油,发现零件在遮挡、角落处镀层易起皮、起泡。调研發现G52-2过氯乙烯防腐漆可以耐温120℃左右(见图2),通过试验证明G52-2过氯乙烯防腐漆可以在敷镀镍镉合金镀层和除去镍镉合金镀层过程中用于非镀面的局部防护。
3.6 除镍镉方法的确定以及工艺开发
试验结果如表5所示。
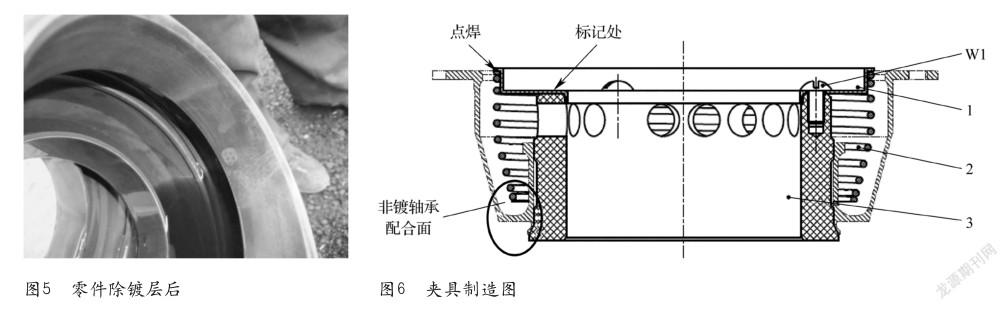
经过多次对比试验,确定按新配置溶液加水吹砂进行除镍镉镀层。A组和C组试片表面除镍镉外观对比如图3所示。
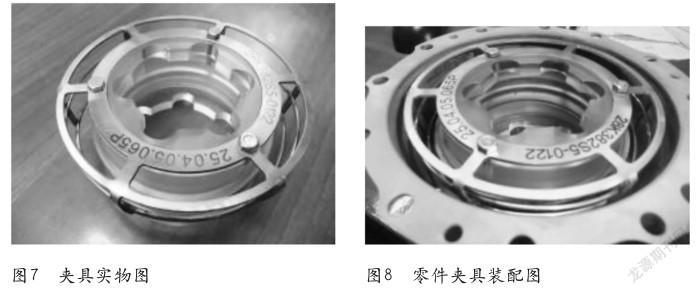
按已验证的工艺进行零件的除镍镉试验,经现场检验,认为该方法能有效防止非镀面长时间在高温酸性条件下被腐蚀,零件镀层去除前后情况如图4、图5所示,可知该方法除镀层时间短,效率高,除镀层风险小。
根据零件的形状和电镀过程中电力线的分布,设计滑油封严圈表面镀镍镉合金镀层象形阳极夹具,如图6~图8所示。
4 结论
针对滑油封严圈以及低合金钢、不锈钢零件的敷镀镍镉合金镀层和去除镍镉合金镀层进行了大量的工艺探索,并做了对比试验。通过添加辅助原材料,设计象形阳极夹具,开发了除镍镉合金镀层工艺,得出适于低合金钢、不锈钢零件敷镀镍镉合金层的工艺和去除敷镀镍镉合金层的工艺。针对凹槽敷镀镍镉合金层的难点问题进行了研究,引入依据零件设计象形阳极的理念,探索凹槽、窄间隙零件的电镀方法。通过对零件应力、盐雾试验的检测,掌握了敷镀和去除镍镉合金层的机理。结论如下:
1)分析了三种不同方法敷镀镍镉合金层的特点,通过大量的工艺探索试验研究了适合低合金钢、不锈钢零件敷镀镍镉合金层的工艺和凹槽、窄间隙镀镍镉敷镀镍镉合金层的方法,为后续深入研究优化工艺提供了坚实的工艺基础;
2)重点研究了镍镉合金镀层的去除工艺,通过宏观和微观形貌和粗糙度等分析工艺参数对去除效果的影响规律,得到去除镍镉合金工艺参数。
参考文献
[1] 陈亚,李士嘉,等.现代实用电镀技术[M].北京:国防工业出版社,2004:147-160.
[2] 《电镀手册》编写组.电镀手册[M].北京:国防工业出版社,1977:271-290.
[3] HB5196-82 镍镉扩散镀层质量检验[S].1982.
[4] HB/Z31-82 镍镉扩散镀层通用工艺说明[S]. 1982.
