焊接车间除尘与作业环境改善研究
2022-07-01董世豪周超辉张军倪龙马世君管仲海
董世豪 周超辉 张军 倪龙 马世君 管仲海
1 哈尔滨工业大学建筑学院
2 寒地城乡人居环境科学与技术工业和信息化部重点实验室
3 天津市市政工程设计研究院
4 河南乾丰暖通科技股份有限公司
0 引言
焊接是汽车制造过程中的重要环节,但是我国焊接车间的焊烟浓度达标率不足10%[1-2],而车间冬季采用自然或机械通风会使车间温度过低,也很难得到合理的气流组织,因此,如何在有效排除焊烟的同时保证车间工作环境的舒适度,成为了一个难题。部分学者已经针对焊接、印刷、冶炼等[3]各类车间环境开展了研究,分析了污染物扩散与分布模式[4],提出了合适的通风或供暖方式[5-6]。现有研究大多仅针对焊烟分布规律[7-8]、焊烟排除方式[9-10]、车间送风供暖方式[11]等进行单独研究,极少有人综合考虑热风供暖的送风角度、速度、高度、温度等多参数的影响,并详细论证不同参数对供暖效果和除尘两方面的双重影响。
为了解决焊接车间焊烟浓度超标和冬季温度过低的问题,本文采用数值模拟方法,对郑州某客车焊接车间进行了研究。通过调节百叶窗进风角度,增设全新风热风供暖系统并改变其参数,分析其对车间环境的影响,并探究机械通风对业环境的改善效果。
1 研究对象
本文研究对象为郑州某客车骨架焊接车间,长300 m,宽48 m,高10.5 m,冬季室内供暖设计温度为12 ℃,目前采用燃气辐射供暖。车间通过机械排风除尘,这就导致冬季冷风侵入严重,车间温度低至6 ℃,局部风速高达6 m/s,严重影响作业人员舒适度。
图1 是车间焊接工位平面图,焊接工位在宽度方向上对称,长度方向上为相同布局的工位重复多次,因此,选取图中虚线框区域为代表区域(24 m×12.5 m)进行研究。研究区域中黑色加粗方框为焊接工位,工位一靠近左侧窗和墙,工位二靠近中轴线,两工位中间为两个大顶蒙皮完工储存区域。根据实地调研与分析,提出新的供暖方式:采用全新风热风供暖系统,热源为燃气,采用喷口送风将热风送至焊接工位。
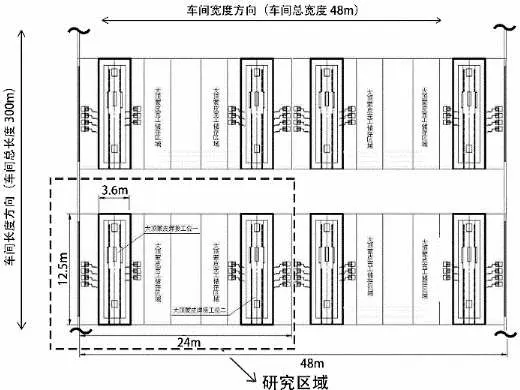
图1 焊接工位研究区域平面图
2 模型分析与建立
2.1 模型建立与网格划分
对图1 中研究区域的焊接工位及周边环境进行建模,得到的物理模型如图2 所示,几何尺寸为12.5 m×24 m×10.5 m。送风口(喷口)个数为7 个,安装高度2.5 m,沿长度方向均匀分布,宽度方向上距离侧墙100 mm。机械排风口共4 个,均为948×948 mm 的正方形,均匀布置于屋顶中部。百叶进风窗为长方形,共6 个,均匀布置于左侧墙壁。焊点简化为边长100 mm的正方体,数量为7 个,沿长度方向均匀布置于工位中心线,高度根据实际客车蒙皮高度布置在1285 mm处。人员简化成长方体(500×200×1700 mm),统一布置在焊点的一侧,距离焊点800 mm。
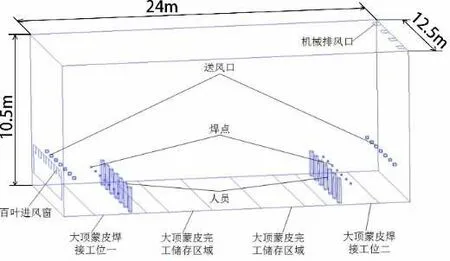
图2 数值模拟计算区域物理模型
利用ICEM 对模型进行结构化网格划分,对送风口,机械排风口,百叶进风窗,焊点以及人员周边区域进行网格加密,经过网格无关性验证之后,确定保证精度网格数量为1682946 个,网格质量为1,质量较好。
2.2 边界条件设定与计算模型选择
湍流模型选择标准k-ε模型,浮升力的影响采用Boussinesq 假设,对于车间焊烟的扩散,输运和分布问题,可以把焊烟的运动看成固体颗粒流动,因此采用气固两相流混合(Mixture)模型进行模拟。全新风热风供暖系统送风口采用速度入口边界条件。百叶进风窗和机械排风口分别设为压力入口和压力出口,进风百叶窗全压为0 Pa,冬季进风温度设置为0.1 ℃,湍动长度尺寸46.67 mm。机械排风口全压设置为150 Pa,方向垂直于屋顶。其余热边界条件见表1。此外,厂家提供资料显示,每个焊点的焊接烟尘发尘量约为7 mg/s。
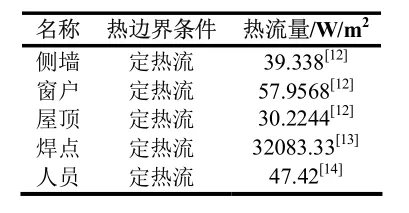
表1 热边界条件列表
2.3 模型验证
Chen[15]以如图3 所示的一个不锈钢实验腔体(0.8 m×0.4 m×0.4 m)为研究对象,测试分析了室内颗粒物浓度分布规律,其送风口和出风口尺寸均为0.04 m×0.04 m。该实验内容与焊接车间内焊烟浓度分布问题极为相似,都属于气固两相流,因此采用焊接车间的模拟方法对该腔体进行模拟计算,并将模拟结果与Chen[15]的实验数据进行对比,从而验证本数值计算方案模拟车间通风的可行性。
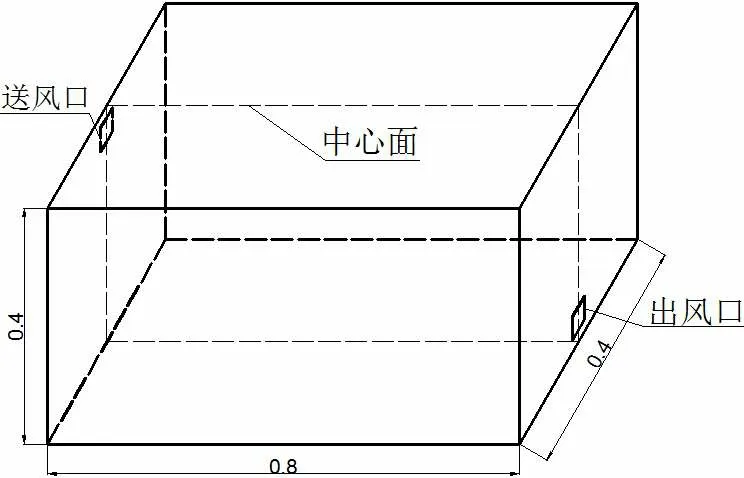
图3 实验腔几何模型图
图4 给出了x=0.4 m 和y=0.2 m 两截面相交线上无量纲颗粒物浓度模拟值与实验数据的对比结果,可见模拟结果与实验结果吻合较好,说明本研究的数值计算模型精度较高。
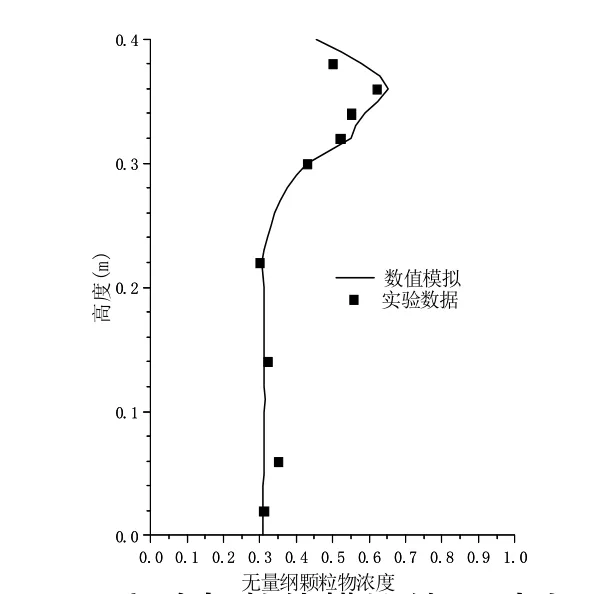
图4 实验与数值模拟结果对比图
2.4 分析截面、参考线与模拟工况设置
为方便研究,选取不同参考面和参考线进行分析。图5 给出了研究车间温度场和风速场时分析截面和参考线的位置,X 方向取x=6.25 m 和x=7.25 m 处的截面作为分析截面,并选取工位二作业人员右侧200 mm处的一条参考线L1,用于分析人所在位置的风速和温度特点。
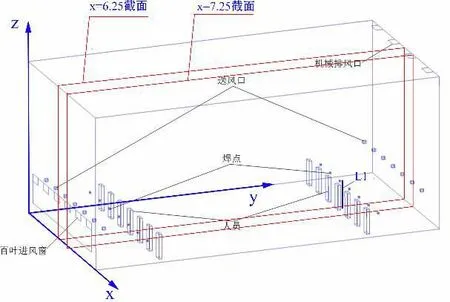
图5 温度场、风速场分析截面和参考线位置图
图6 给出了研究焊烟度场时分析截面和参考线的位置,X 方向取x=6.25 m 处截面作为分析截面。国家标准[16]规定人员工作区域焊接烟尘限值为4 mg/m3,所以在Z(高度)方向取z=1.7 m 截面(人员呼吸带高度)作为分析截面,用于分析作业人员处焊烟浓度。参考线取y=4.95 m 和y=21.05 m 两截面与z=1.7 m 截面的交线L2、L3。
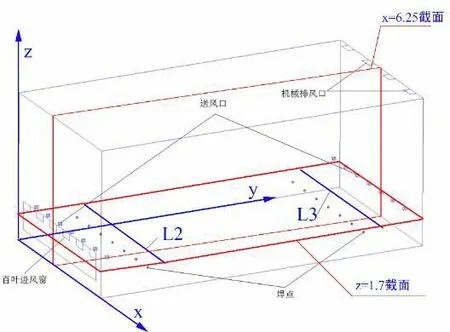
图6 焊烟浓度场分析截面与参考线位置图
根据实地调查分析,设置不同模拟工况,对比单一参数变化对作业环境的影响,研究风速场和温度场时的工况设置见表2,研究焊烟浓度场时的工况设置见表3,其中工况1~4 均为只有机械通风的工况,用于对比全新风送风系统的除尘效果。
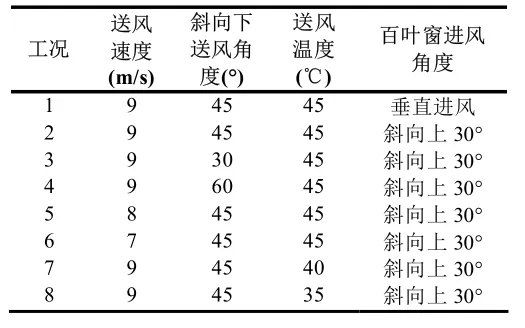
表2 风速场和温度场模拟工况设置
表3 焊烟浓度场模拟工况设置
3 模拟结果与分析
3.1 焊接车间温度场和风速场变化规律
3.1.1 不同百叶窗进风角度的模拟分析
图7(a)、(b)给出了截面x=7.25 m 处的温度云图,工况1 从百叶窗进入的冷风前进一段距离后开始下沉,使得大顶蒙皮完工存储区域温度低至5~7 ℃。工况2 冷风从百叶窗进入车间后斜向上吹,同样在前进一段距离后有下沉趋势。由图7(c)、(d)可知,在截面x=6.25 处,两工况送风角度均为斜向下45°吹向作业区域,在工位一处,工况1 热风受到来自室外的冷风影响,衰减速度较快,热风不能有效吹至作业区域。而工况2 受冷风影响较小,可以有效提高作业区域的温度。综上,百叶窗斜向上30°进风优于垂直进风。
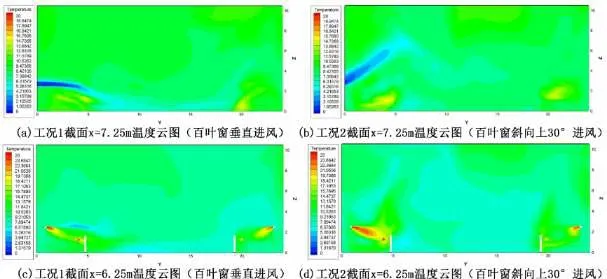
图7 不同百叶窗进风角度下的温度云图
3.1.2 不同送风角度的模拟分析
在工况2、3、4 下(不同送风角度),将参考线处的温度和风速进行对比,见图8,送风角度斜向下30°时,参考线上温度和风速分布不均匀,温差可达8 ℃,会影响人员舒适性。送风角度为45°时,参考线位置上温度在12.5~14.5 ℃之间,波动较小,风速在0.4~0.8 m/s 之间,不会出现明显吹风感。送风角度60°时,参考线上温度均低于设计温度12 ℃。因此,送风角度45°最优。

图8 参考线L1 温度、风速对比图(不同送风角度)
3.1.3 不同送风速度的模拟分析
图9 给出了不同送风速度下,参考线L1 处的温度和风速分布。在工况2、5、6 下,随送风温度降低,参考线上温度降低,送风速度为9 m/s 时,参考线上温度在12.5~14.5 ℃之间变化,即作业人员处温度高于设计温度且温度分布均匀。同时,三个工况参考线上风速均未超过0.8 m/s,不会有明显的吹风感。因此,送风速度为9 m/s 可使工位附近满足设计温度。
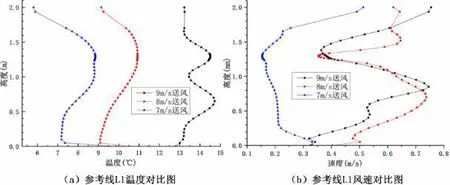
图9 参考线L1 温度、风速对比图(不同送风速度)
3.1.4 不同送风温度的模拟分析
图10 给出了不同送风温度下,参考线L1 处的温度和风速分布,作业人员周边温度随送风温度的降低而降低,且温度随高度波动,当送风温度为45 ℃时,作业人员附近温度超过了设计温度。不同工况下参考线位置上风速均在0.15~0.75 m/s 之间波动,风速均较低。因此,送风温度45 ℃满足舒适度要求。
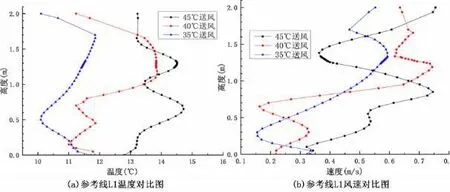
图10 参考线L1 温度、风速对比图(不同送风温度)
3.2 焊接车间焊烟浓度场变化规律
3.2.1 机械通风量对焊烟浓度场的影响规律
在没有应用全新风热风供暖系统时,分析不同机械通风量(工况1~4)对焊烟浓度的影响。由图11 可知,在z=1.7 m 截面(人员呼吸带)上,机械通风量越大,平均焊烟浓度越低。四个工况中,焊点周围焊烟浓度均大于国家限值[16]4 mg/m3,但焊点周围的焊烟随气流迅速消散。四个工况中的焊烟均随着冷风向右漂浮,随着风量的增大,焊烟浓度超过4 mg/m3的范围逐渐减小。
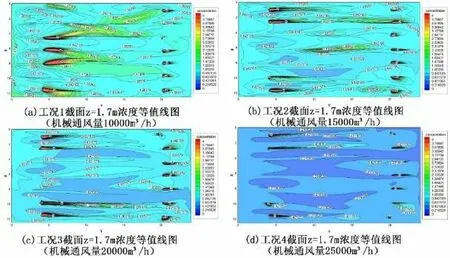
图11 不同风量机械通风量下焊烟浓度等值线图(z=1.7 m)
3.2.2 全新风热风供暖系统在机械通风背景下对焊烟浓度场的影响
图12 给出了不同工况下x=6.25 m 截面和z=1.7 m 截面处的焊烟浓度,工况3 和5 相比,采用新的供暖系统后,z=1.7 m 截面上平均焊烟浓度降至0.40 mg/m3,焊接工位二处受到热风气流影响,焊烟浓度衰减更快。因此,在机械通风量相同的情况下,采用全新风热风供暖系统可以有效降低人员呼吸带高度处的焊烟浓度,且机械排风量为每台风机20000 m3/h就可使工位周围烟尘浓度达标。
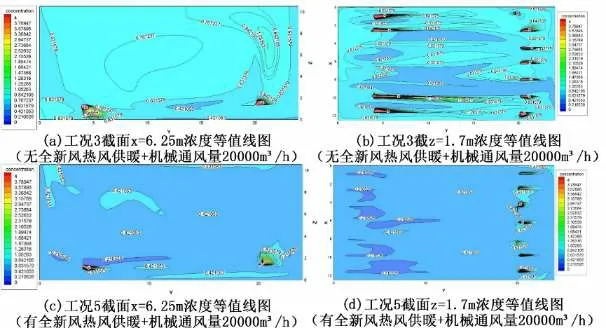
图12 不同工况下x=6.25 截面和z=1.7 截面焊烟浓度等值线图
3.2.3 送风速度和送风角度对焊接工位处焊烟浓度场的影响
图13(a)、(b)给出了机械通风量为单台风机20000 m3/h 时,不同送风速度下,参考线上的焊烟浓度值,参考线L2(工位一)处焊烟浓度值最大为2.5 mg/m3,不超过国家标准,随着送风速度的降低,参考线上焊烟浓度出现起伏。参考线L3(工位二)处焊烟浓度值在送风速度为7m/s 时可达到3.25 mg/m3,但不超过4 mg/m3。图13(c)、(d)给出了机械通风量为单台风机20000 m3/h 时,不同送风角度下参考线上的焊烟浓度值,对于工位一,参考线L2 上焊烟浓度值最大为3.5 mg/m3,不超过国家标准限值4 mg/m3,当送风角度为60°时,参考线位置上焊烟浓度值出现大的起伏,但是也不超过国家标准限值。对于工位二,参考线L3 上焊烟浓度值不超过3.5 mg/m3,同样低于国家标准限值。因此,送风速度为7~9 m/s,送风角度为30°~60°时,焊接工位附近浓度较低,可以满足要求。

图13 不同送风参数下参考线上焊烟浓度对比
4 结论
在焊接车间这类高大厂房内采用全新风热风供暖系统具有可行性,可以有效改善焊接车间工位局部温度、风速、焊烟浓度等参数。具体结论如下:
1)采用全新风热风供暖系统时,将百叶窗进风角度改为斜向上30°,可改善作业环境温度低、风速大的问题。全新风热风供暖系统送风角度为45°时,焊接工位处温度在12.5~14.5 ℃之间,满足了设计温度,情况最佳。
2)送风速度越小,焊接工位处温度越低,风速也随之降低,总体上送风速度9 m/s 效果最佳。焊接工位处平均温度随送风温度的减小而减小,总体上送风温度45 ℃最佳。
3)采用全新风热风供暖系统时,机械排风量为每台风机20000 m3/h 就可使工位周围烟尘浓度达标。
