硬质合金与结构钢钎焊结构低温力学性能试验
2022-06-30郑立彦王国欣莫桂冬孙启臣
高 泽,刘 博,郑立彦,王国欣,莫桂冬,孙启臣
(北京卫星制造厂有限公司,北京 100094)
随着航天技术的快速发展与航天任务的深入推进,航天核心组件结构工作工况需同时面对深低温、扭矩负载及冲击负载工况,这对结构材料、连接方式与试验条件都提出了较高要求。而合金钢40CrNiMoA 与硬质合金YG6X 两种材料凭借优异的力学性能与稳定的化学特性经常应用于航天器结构中。针对这两种材料,焊接难点主要为热膨胀系数差距导致的裂纹[1]与焊缝脆化[2],同时不同焊接工艺及过程控制也会影响焊缝力学性能[3]。
针对硬质合金与合金钢的焊接工艺,宫红亮研究了火焰钎焊时钎料及工艺参数对焊接效果的影响,使用HL811 钎料时弯曲强度最优为251.2 MPa[4];马琳博等使用火焰钎焊焊接硬质合金,焊缝剪切强度可达244.6 MPa,但受操作影响存在焊缝外观较差的问题[5]。真空钎焊也是焊接这两种材料的可行方案之一,Li 等研究了镍基钎料真空钎焊不锈钢不同焊接参数下抗拉强度的影响,焊接温度980 ℃、焊接时间15 min 时焊接件抗拉强度值最优为245 MPa[6];牛超楠等研究了使用TiZrNiCu钎料真空钎焊高温合金时不同焊接参数对焊缝剪切强度的影响,随温度或保温时间增加,剪切强度先升后降,最优剪切强度为105 MPa[7];Dong 等研究了ZrCuNiAl 钎料真空钎焊TiAl 合金与316 不锈钢,研究了不同焊接参数下金属间化合物成分及剪切强度值,焊接温度1 020 ℃、保温时间10 min 时剪切强度最优达到129 MPa[8];Li 等研究了TiZr-CuNiFeCoMo 钎料真空钎焊TiAl 合金与高温合金不同焊接参数下纤维组织与剪切强度的影响,焊接温度1 150 ℃、保温时间10 min 时剪切强度最优达到262 MPa,脆性金属间化合物是产生裂纹和降低接头强度的主控因素[9];闫明等研究了铝合金真空钎焊后的力学性能变化,经605 ℃保温5 h 后抗拉强度与硬度均下降约50%[10]。目前研究较多的关注焊接参数对剪切性能的影响[11],对抗拉强度研究不多,而且暂无针对合金钢40CrNiMoA 与硬质合金YG6X 焊接性能的研究。
刘春立等的研究说明了用于航天器结构的材料,需要验证实际使用工况温度下的力学、物理性能的必要性[12],依据需求要对焊接工艺在工作温度下的力学性能进行测试[13]。在金属低温性能测试方面,闫亚琼等研究了深低温(-130 ℃)轧制镁合金板力学性能变化,轧制变形后,板材的强度有所提高,但是延伸率却急剧下降[14],试验中其使用液氮,实现了-130 ℃的拉伸测试;罗震等研究了9Ni 钢焊接接头-196 ℃时的冲击功测试试验,不同焊条焊接时效果近似[15]。深低温金属性能测试研究暂时较少,也缺乏相关试样与实验方案设计,难以指导该工况下结构力学性能的设计工作。
针对航天器结构在恶劣工况下工作性能的需求,本文设计对比试验,通过研究真空钎焊与火焰钎焊焊接硬质合金YG6x 与合金钢40CrNiMoA 试样在常温-深低温环境下焊缝力学性能;并设计试验验证了焊接过程对基材本身力学性能的影响,测试高温环境下真空钎焊工艺试样焊缝的力学性能,从而研究不同焊接工艺对实际结构焊接力学性能的影响。
1 试验方案设计
为了研究不同焊接工艺对40CrNiMoA 与YG6X 在不同温度下焊接力学性能的影响,验证此两种材料焊接后结构在真实工况下的力学性能,需设计高低温工况下的拉伸试样,以测试不同焊接方案的力学性能方面的焊接效果。
1.1 试验材料
本试验研究对象为合金钢40CrNiMoA 与硬质合金YG6X,这两种材料的机械性能和化学成分及其对应的执行标准见表1、2。

表1 合金钢40CrNiMoA 机械性能及化学成分Table 1 Mechanical properties and chemical composi⁃tion of alloy steel 40CrNiMoA
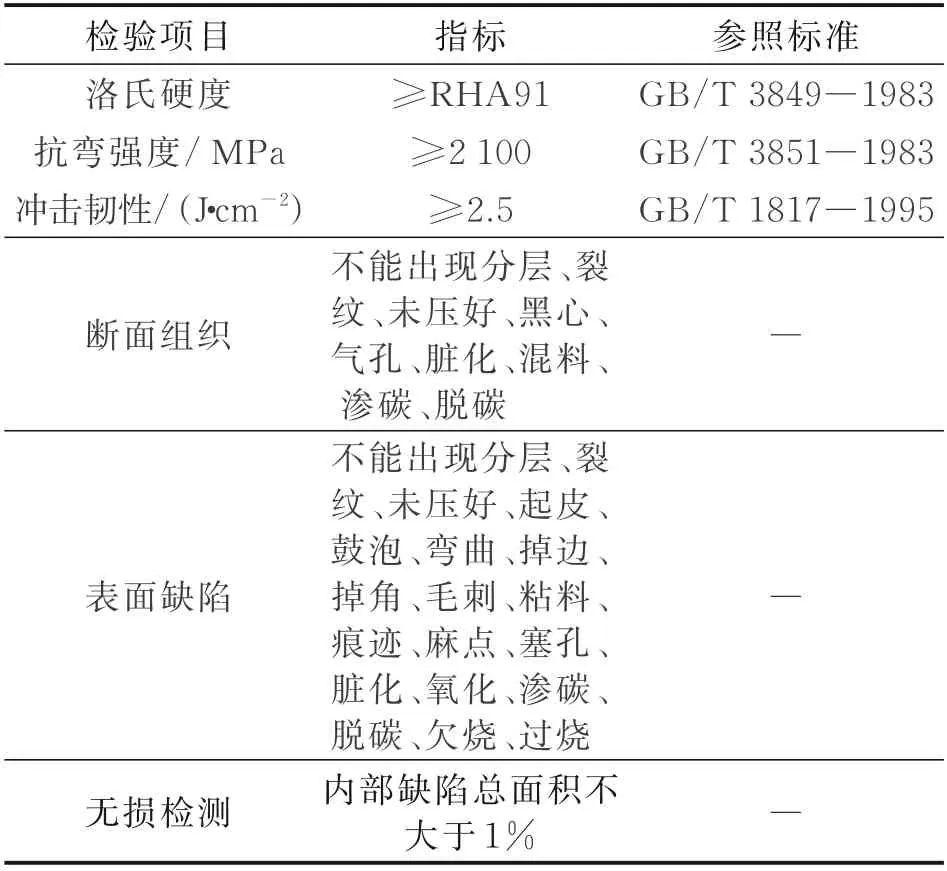
表2 硬质合金YG6X 性能Table 2 Cemented carbide YG6X performance
火焰钎焊焊料为黄铜焊丝,牌号SCu4700,技术标准GB/T9460—2008,规格∅1.6×1 000 mm,熔点为750~800 ℃。真空钎焊焊料为硬质合金焊膏,牌号CuMnNi,为CuMnNi 焊材与助焊剂混合物,熔点为900~950 ℃。
1.2 试验方案
1.2.1 焊接方法
本文试验过程主要涉及火焰钎焊、真空钎焊两种方法,下面依次介绍两种焊接方案的主要工艺流程。
(1)火焰钎焊
火焰钎焊工艺流程主要包括以下几个步骤:焊前清洁、预热、火焰调节、火焰钎焊、保温、焊后清洁、焊缝外观检测、焊缝无损检测。其中预热工序需要将两种基体材料试样放入箱式电阻炉预热,预热温度580 ℃,并在焊接槽内涂上助焊剂。火焰焊接时调节乙炔压力为0.05~0.06 MPa,氧气压力为0.5~0.6 MPa,调节火焰为中性焰,即氧气与乙炔气体的体积比为3.5。将焊丝置于试样焊接位置,用中性焰加热,焊丝熔融后渗入装配间隙,每个试样焊接时点焊3 下,直至渗满,确保助焊剂全部排出。温度控制在850~950 ℃。焊接完成后,于工装上自然冷却到50~100 ℃。放入箱式电阻炉内保温,温度400 ℃,时间1 h。利用10 倍放大镜观察焊缝处,局部缺陷使用40 倍显微镜,要求焊缝接头表面光亮,填角均匀,光滑圆弧过度;接头无过烧、表面严重氧化、焊缝粗糙、焊蚀等缺陷;焊缝无气孔、夹渣、裂纹、焊瘤等现象。CT 扫描钻头放于设备中心进行360°CT 扫描,每1°采集1 张图像,分析缺陷情况,并结合剖切金相分析判断,内部焊缝缺陷应不大于焊接面积的15%。
(2)真空钎焊
真空钎焊工艺流程主要包括以下几个步骤:焊前清洁、点焊膏、入炉钎焊、冷却、焊后清洁、焊缝外观检测、焊缝无损检测。其中点焊膏工序是将焊膏装入点膏机,均匀地加到两种基体材料试样之间的空隙内,并确保两侧试样压紧焊缝位置。采用气动的方式,将试样与工装一起慢慢推入真空钎焊炉。真空钎焊炉升温到650 ℃,保温30 min;继续升温到850 ℃,保温30 min;再升温到1 040 ℃,保温30 min,钎焊完成。水循环随炉冷却到50 ℃左右,时间8 h。利用10 倍放大镜观察焊缝处,局部缺陷使用40 倍显微镜,要求焊缝接头表面光亮,填角均匀,光滑圆弧过度;接头无过烧、表面严重氧化、焊缝粗糙、焊蚀等缺陷;焊缝无气孔、夹渣、裂纹、焊瘤等现象。CT 扫描钻头放于设备中心进行360° CT扫描,每1°采集1 张图像,分析缺陷情况,并结合剖切金相分析判断,内部焊缝缺陷应不大于焊接面积的15%。
1.2.2 试样设计
本试验涉及深低温环境下的拉伸,故无法使用常规的液压式夹具,需设计力学性能满足要求的机械式接口进行装夹。由于硬质合金材料在拉伸过程中易在基材处断裂,故试样焊缝区域在焊接工艺可行的范围内依据尽量小的方针进行设计。试验中使用的试样结构分别如图1、2 所示。
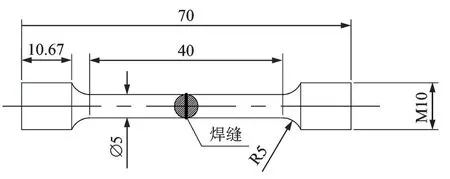
图1 拉伸试样实例示意图Fig.1 Schematic diagram of tensile specimen
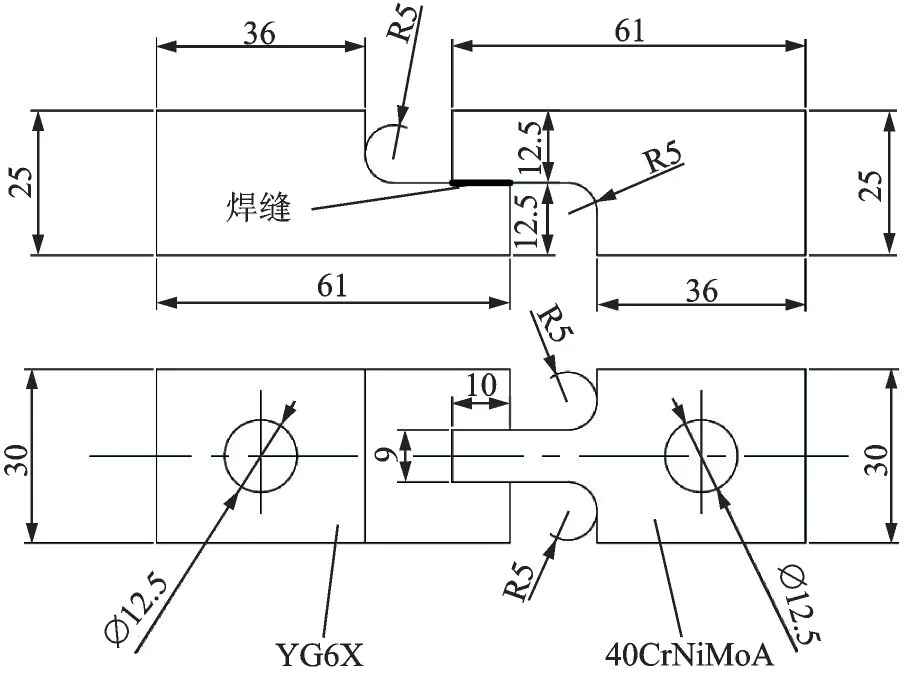
图2 剪切试样实例示意图Fig.2 Schematic diagram of shear specimen
基材硬度试块为边长10 mm 的立方体,基材性能试棒规格同拉伸试样,但两侧均为基体材料,无焊缝。
1.3 实验设备
试验中低温力学性能测试使用的设备为深低温力学测试系统,组成示意图如图3 所示。测试系统参数见表3。
低温试验过程中,-150 ℃与-233 ℃拉伸试验依次进行以下步骤:
对试验机测力系统进行校准,安装试样并确保试样中心线与设备拉伸中心线重合,试样安装完成后进行预加载,加载载荷为预计破坏载荷的5%。随后充入液氮冷却至-150 ℃(-233 ℃试验在达到-150 ℃后排空液氮,冲入液氦继续冷却至-233 ℃),保温15 min。随后以1 mm/min 的加载速度连续加载直至试样破坏并记录试样的破坏载荷。

图3 深低温力学测试系统组成示意图Fig.3 Schematic diagram of composition of cryogenic mechanical testing system
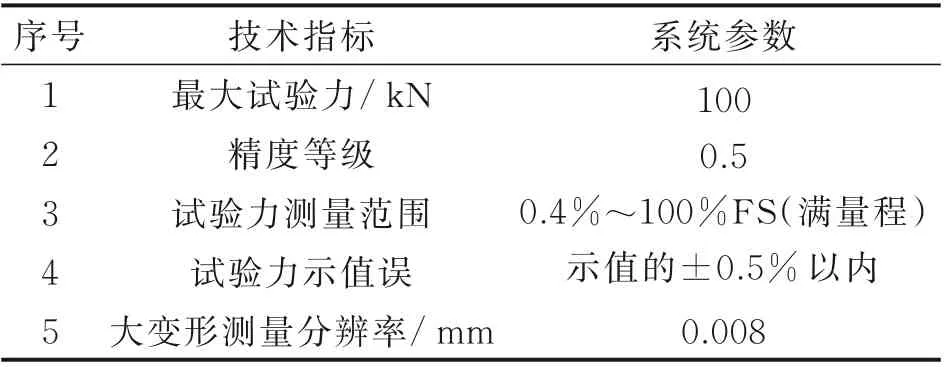
表3 深低温力学性能测试系统参数Table 3 Cryogenic mechanical properties testing system parameters
试验中高温力学性能测试使用的设备为高温力学测试系统。
试验系统为MTS 电子万能试验机,型号:E405-105,最高荷载100 kN。 环境箱型号MTS-GDX300,环境箱型号:MTSGDX300,温度范围-70~350 ℃。
2 试验结果分析
2.1 火焰钎焊与真空钎焊力学性能对比试验
首先针对常温-低温-深低温的储存及工作环境温度进行火焰钎焊与真空钎焊焊缝力学性能的对比试验。
常温下,火焰钎焊剪切试样破断力17.112 kN,焊缝剪切强度为190 MPa;真空钎焊剪切试样,破断力19.099 kN,焊缝剪切强度为212 MPa;破断形式皆为焊缝剥离,破断后的剪切试样如图4 所示。
-150 ℃条件下,火焰钎焊剪切试样破断力16 kN,焊缝剪切强度为177 MPa;真空钎焊剪切试样破断力27 kN,焊缝剪切强度为300 MPa。
-233 ℃条件下,火焰钎焊与真空钎焊剪切试样破断力与焊缝剪切强度见表4,火焰钎焊与真空钎焊拉伸试样破断力与焊缝剪切强度见表5。
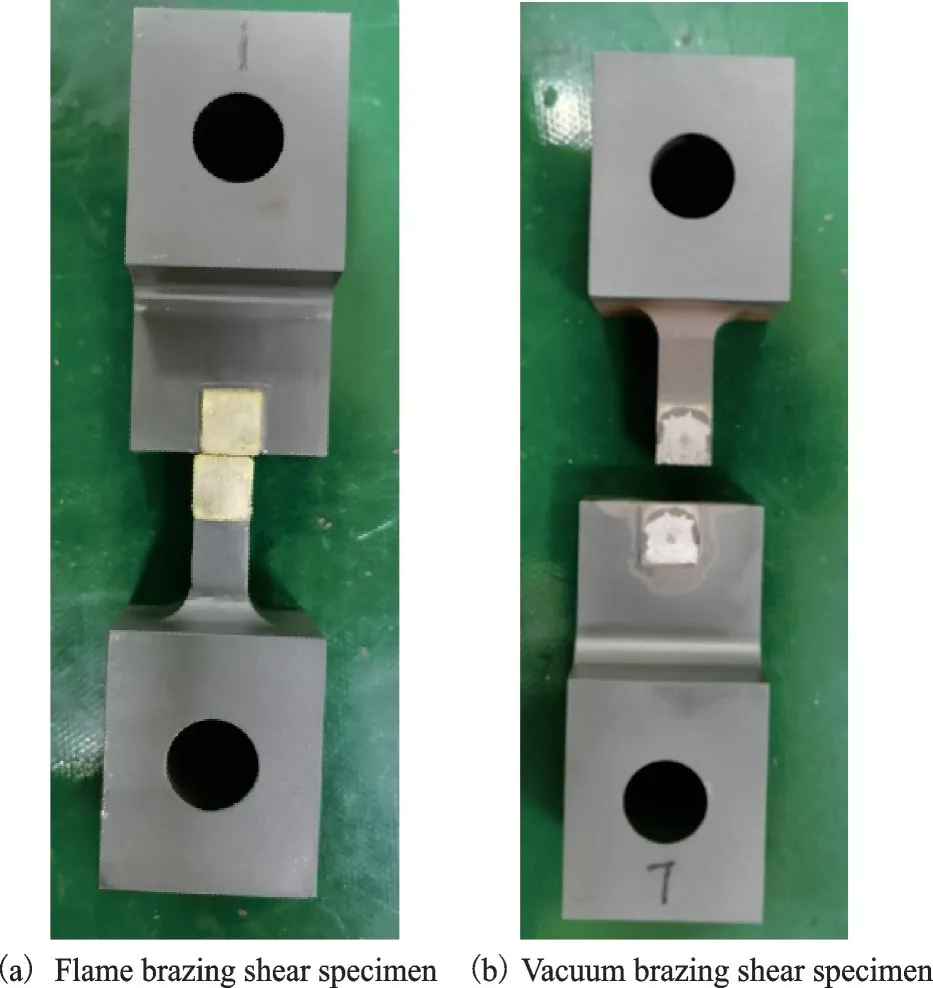
图4 火焰钎焊和真空钎焊剪切试样破断状态Fig.4 Fracture state of flame brazing and vacuum brazing shear specimens

表4 深低温剪切试样力学性能测试结果Table 4 Test results of mechanical properties of deep and low temperature shear specimens

表5 深低温拉伸试样力学性能测试结果Table 5 Test results of mechanical properties of deep and low temperature tensile specimens
破断形式皆为焊缝剥离,破断后的拉伸试样如图5 所示。试样力学性能随温度变化趋势如图6所示。
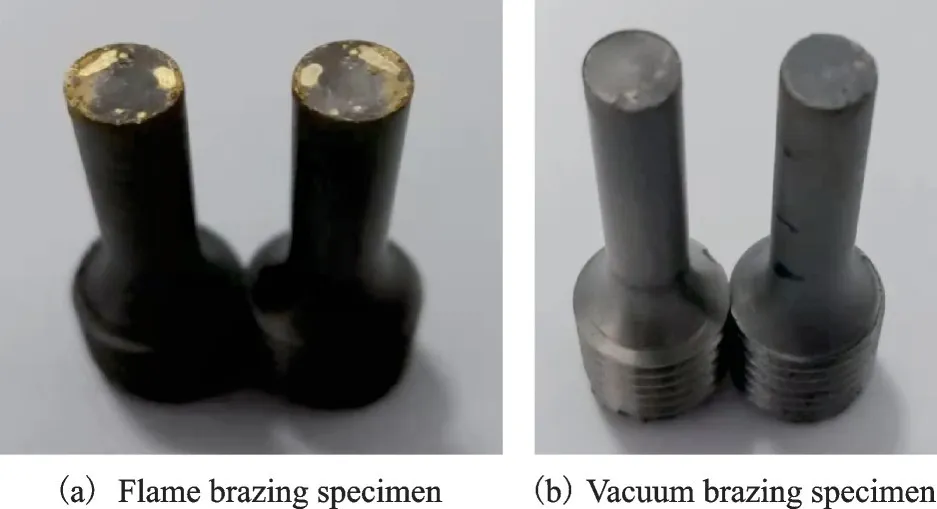
图5 火焰钎焊和真空钎焊试样破断状态Fig.5 Fracture state of flame brazing and vacuum brazing specimens
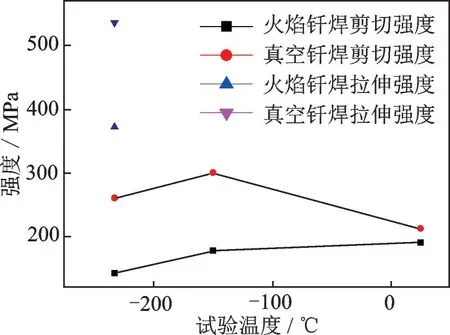
图6 火焰钎焊与真空钎焊试样破断状态Fig.6 Fracture state of flame brazing and vacuum brazing specimens
通过本节试验结果可以看出,本次试验过程中的火焰钎焊与真空钎焊工艺都可以较好地完成硬质合金YG6X 材料与合金钢40CrNiMoA 材料间的焊接,但在常温与-150 ℃条件下的剪切性能、-233 ℃条件下的拉伸与剪切性能,真空钎焊的效果都明显优于火焰钎焊。对比不同温度下,同种焊接工艺剪切性能可以看出:火焰钎焊试样剪切强度随温度降低而变差,但真空钎焊低温工况下剪切强度明显优于常温剪切强度。
2.2 真空钎焊力学性能补充试验
依据2.1 节试验的结果,选取焊接力学性能更优的真空钎焊进行工作工况下(200 ℃)的焊接力学性能测试。
本试验真空钎焊实施过程控制的温度范围相当于对合金钢进行了一次退火[9],故将本次试验试样拉伸前测试硬度值与焊接前的值进行对比,检验材料本身力学性能的变化。试验结果如表6、图7所示。

表6 真空钎焊硬度测试结果Table 6 Test results of vacuum brazing hardness

图7 火焰钎焊和真空钎焊试样焊后硬度变化Fig.7 Hardness change of flame brazing and vacuum brazing specimens after welding
根据硬度检测结果可以看出,40CrNiMoA 钢材真空钎焊前后基体表面硬度降低25%,约10 HRC,YG6X 硬质合金真空钎焊前后表面基体硬度基本无变化。
同时笔者还检测了常温条件下40CrNiMoA 钢材基体拉伸试棒经历焊接同炉环境与未经焊接同炉环境拉伸力学性能,试验结果如表7 所示。

表7 真空钎焊拉伸试棒测试结果Table 7 Test results of vacuum brazing tensile specimens
根据试棒检测结果可以看出,常温40CrNi-MoA 钢材基材未经焊接同炉环境抗拉强度为1 301.3 MPa,屈服强度1 222.7 MPa,断后伸长率14.7%,同时断口形式皆为平行段杯锥状断口,3件试样试验结果一致性良好。常温40CrNiMoA 钢材基材经焊接同炉环境抗拉强度为806 MPa,屈服强度619 MPa,断后伸长率19.2%,同时断口形式皆为平行段杯锥状断口,3 件试样试验结果一致性良好。经焊接同炉环境后基材抗拉强度下降38%,屈服强度下降49%,但断后伸长率增加30%。
对真空钎焊的拉伸试样与剪切试样进行高温环境下的力学性能测试,得到以下结果:
200 ℃条件下,真空钎焊剪切试样破断力与焊缝剪切强度见表8。
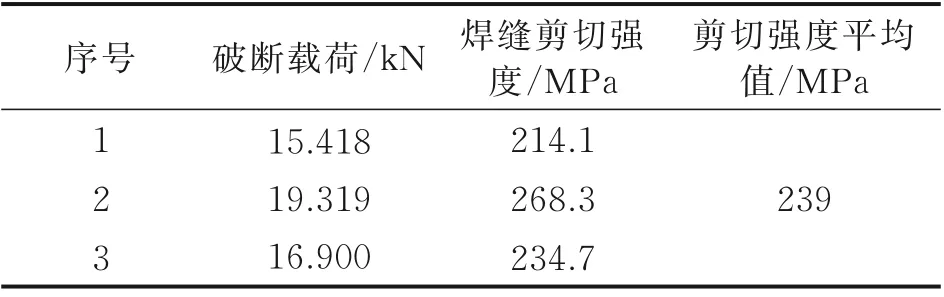
表8 高温剪切试样力学性能测试结果Table 8 Test results of mechanical properties of high temperature shear specimens
200 ℃条件下,真空钎焊拉伸试样破断力与焊缝剪切强度见表9。

表9 高温拉伸试样力学性能测试结果Table 9 Test results of mechanical properties of high temperature tensile specimens
破断形式皆为焊缝剥离,真空钎焊高温环境下剪切强度为239 MPa,抗拉强度804 MPa。
通过本节试验结果可以看出,真空钎焊过程会使40CrNiMoA 钢材表面硬度及抗拉强度降低,但对YG6X 硬质合金几乎无影响,并测得了真空钎焊试样200 ℃高温环境下的剪切、抗拉强度值,抗拉强度值优于-233 ℃低温环境,但剪切强度值弱于-150 ℃与-233 ℃的低温环境但优于常温环境。
3 结论
本文针对硬质合金YG6X 材料与合金钢40CrNiMoA 材料的焊接后力学性能,研究了真空钎焊与火焰钎焊焊接的可行性并对比常温至深低温等工况下焊缝力学性能,依据试验结果及分析可得到以下结论:
(1)真空钎焊与火焰钎焊都可较好地实现硬质合金YG6X 材料与合金钢40CrNiMoA 材料的焊接且焊缝质量与力学性能较好。
(2)在常温-低温(-150 ℃)-深低温(-233 ℃)环境温度下,真空钎焊的剪切性能皆优于火焰钎焊的值,在-233 ℃环境温度下,真空钎焊的抗拉性能也优于火焰钎焊的值。为了在工作温度范围内得到更好的焊缝力学性能,应选择真空钎焊工艺。
(3)真空钎焊工艺流程中真空炉保温过程相当于对基材进行一次退火处理,使合金钢40CrNi-MoA 材料力学性能下降约38%,表面硬度值下降约25%,但对硬质合金YG6X 材料几乎不产生影响。
(4)真空钎焊试样高温环境下(200 ℃)抗拉强度为804 MPa,剪切强度239 MPa,也优于常温的值,故考虑真空钎焊结构力学性能时以常温焊缝力学性能为最恶劣情况进行计算即可。