淬硬轴承钢磨削温度及其热损伤研究
2022-06-29孙鹏程
孙鹏程
摘 要:为了研究磨削温度对淬硬GCr15轴承钢磨削质量的影响,利用可磨式K型热电偶来测量磨削温度,观察磨削工件的表面状态与截面组织,探究磨削温度的变化规律和其对工件加工质量的影响。研究表明,磨削切深对磨削温度有着显著的影响,过高的磨削温度会使工件表面产生严重的烧伤现象,工件表面粗糙度急剧增大。当磨削温度超过材料相变温度时,磨削工件表面和亚表面还会产生大量的白层,从而严重影响工件表面的磨削加工质量。
关键词:淬硬轴承钢;磨削;磨削温度;热损伤;表面粗糙度
中图分类号:TG580 文献标志码:A 文章编号:1003-5168(2022)11-0034-05
DOI:10.19968/j.cnki.hnkj.1003-5168.2022.11.007
Research on the Grinding Temperature and Thermal Damage of
Hardened Bearing Steel
SUN Pengcheng
(School of Automotive and Mechanical Engineering,Changsha University of Science & Technology,Changsha 410114,China)
Abstract:In order to study the effect of grinding temperature on grinding quality of hardened GCr15 bearing steel,the grinding temperature was measured by grindable K-type thermocouple,the surface state and section structure of the workpiece were observed,and the changing rule of grinding temperature and its influence on workpiece machining quality were revealed.The results show that the cutting depth has a significant effect on grinding temperature.High grinding temperature causes serious burning on the workpiece surface,the roughness of the workpiece surface increases sharply.When the grinding temperature exceeds the material transformation temperature,a large number of white layers are generated on the grinding surface and sub-surface of the workpiece,which seriously affect the grinding quality of the workpiece surface.
Keywords:hardened bearing steel;grinding;grinding temperature;ghermal damage;surface roughness
0 引言
淬硬GCr15轴承钢是一种性能良好、应用广泛的高碳铬轴承钢,其具有硬度大、耐磨性能好以及接触疲劳强度高等优点,在航空航天、轨道交通及工程机械等行业有着广泛的应用[1-2]。磨削加工是淬硬GCr15轴承钢的重要精加工手段[3],但该材料自身具有高硬度、高耐磨性等特点,给精密磨削加工带来了很多困难[4]。相比于其他类型的材料,金属材料在磨削加工过程中的热量积累效应更加明显,磨削温度上升速度更快[5],过高的磨削温度会使得金属材料表面发生烧伤[6-7],并且其亚表面组织也会发生相变[8],从而导致工件表面的质量大幅度降低,减少轴承类工件的使用寿命[9-11]。所以,研究淬硬GCr15轴承钢的磨削温度,分析磨削温度随磨削参数的变化规律,揭示磨削温度造成热损伤的微观机理,对优化淬硬GCr15轴承钢的磨削加工工艺、提高淬硬GCr15轴承钢工件的表面质量与加工效率具有重要的意义。
本研究对淬硬GCr15轴承钢平面进行磨削试验。通过测量不同磨削条件下的磨削温度,结合相应磨削温度下的表面状态、亚表面组织结构与粗糙度来分析磨削工件的热损伤情况,为提高淬硬GCr15轴承钢磨削加工质量提供理论支持。
1 试验方案
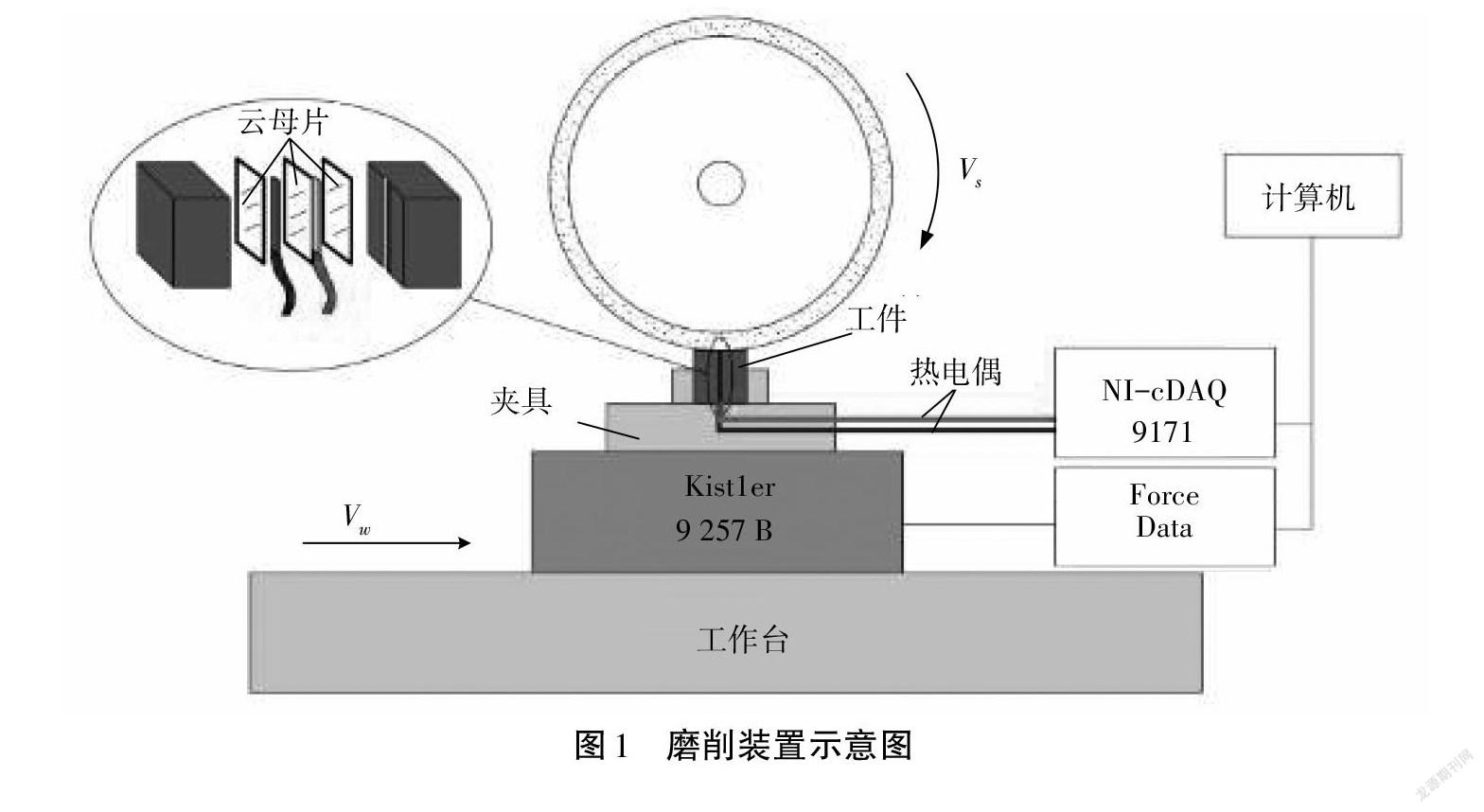
磨削试验是在MGK7120×6型高精密数控磨床上进行的,试验材料为淬硬GCr15轴承钢。由于本研究加工的材料为铁基金属材料,所以在加工刀具的选择上,应选用非金刚石磨料的砂轮,考虑到加工性能与成本,本次试验的砂轮应选用树脂结合剂立方氮化硼(CBN)砂轮,砂轮目数为160#。试验前对砂轮进行修整,使得砂轮的径向跳动小于1 μm。采用K型可磨式热电偶对试验过程中的磨削温度进行测量,用NI-cDAQ9171型系统对数据进行采集。试验装置如图1所示。磨削方式为逆磨,无冷却剂,切深ap為10~40 μm,砂轮转速Vs分别设置为18.8 m/s、31.4 m/s,工作台的进给速度Vw为0.1 m/s。
用LEICA S9i型体视镜与SE2600型粗糙度轮廓测试仪来观察磨削后的工件表面状态,并测量工作表面的粗糙度。随后用电火花线切割将其横向剖开,依次使用400#、800#、1 500#、2 000#目数的金相砂纸对工件截面进行抛光,最后使用0.5 μm的氧化铝抛光膏进行精抛,直到整个工件截面光洁无痕。随后将工件置于超声波清洗仪中进行洗净,用4%的稀硝酸金相腐蚀剂对工件截面蚀刻35 s左右,利用光学金相显微镜对工件截面组织结构进行观察。67AFF4B9-3131-4509-9B83-4B82DAE0F3EC
2 试验结果与分析
2.1 不同磨削状态下的磨削温度
在磨削加工过程中,磨削温度受磨削加工参数、磨削加工方式、砂轮磨粒属性、几何形态、砂轮磨损状态以及工件材料特性等因素的影响。本次磨削试验主要是为了测量不同磨削状态下的磨削温度,即研究单因素的磨削参数对磨削温度的影响。
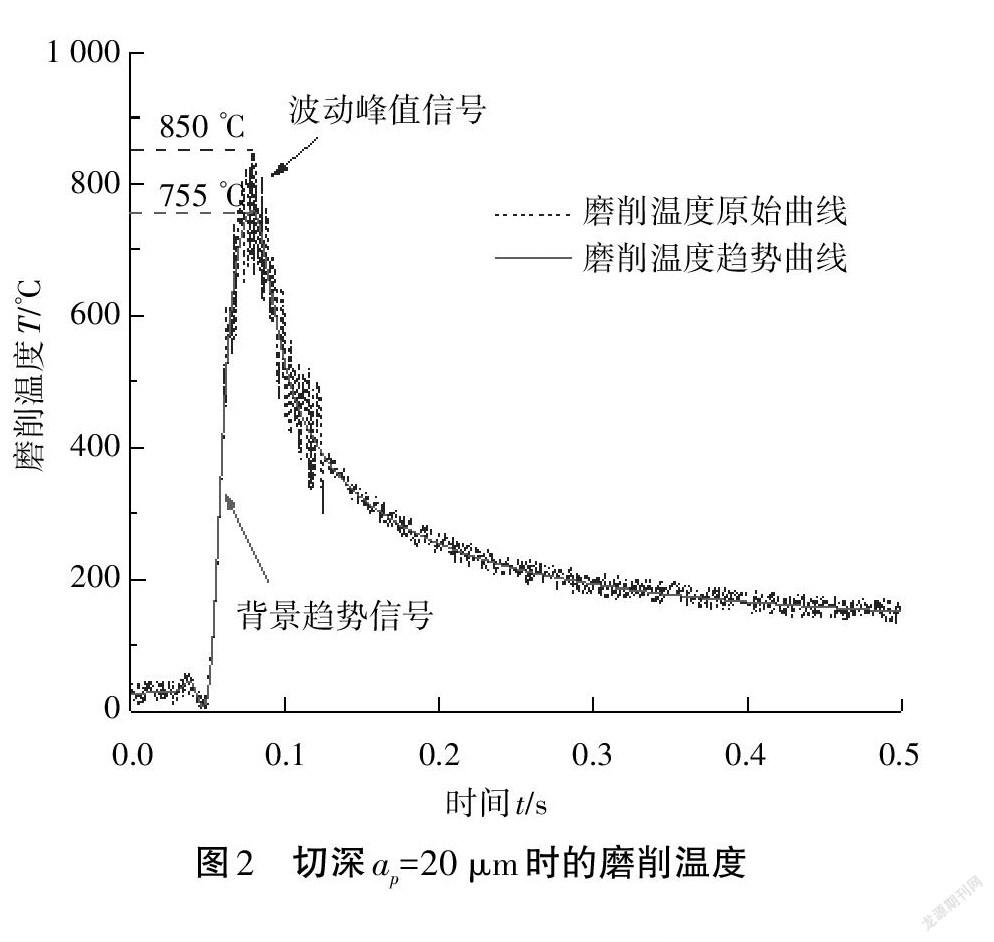
图2为典型磨削温度原始信号(Vs=31.4 m/s,ap=20 μm)。从图2可以看出,在时间t为0.05 s时,砂轮开始接触工件,磨削温度开始急剧升高;在时间t约为0.09 s时,磨削温度接近最大值,在该时刻附近,磨削温度存在巨大的波动,磨削温度的最大值约为850 ℃;随后磨削温度开始急剧下降,在时间t约为0.13 s时,温度下降速率开始变小,磨削温度进入平缓下降阶段。由于砂轮上的磨粒是随机分布的,当单颗磨粒接触到热电偶节点时,温度信号会出现剧烈的波动,但是单颗磨粒所导致的瞬时温度变化并不能代表整个工件的磨削温度,所以对原始信号需要进行滤波处理,得到磨削温度趋势曲线,用此时的最高温度代表磨削温度。
用上述分析方法,研究不同砂轮转速下磨削温度随切深的变化规律,如图3所示。由图3可知,切深ap对磨削温度的影响非常大,随着切深的增大,磨削工件的表面温度会出现100~200 ℃的增幅,这是因为随着切深的增大,磨削过程中的切削力与摩擦力也同时增大,单位时间内磨削所做的功也越多,比磨削能也随之增大,增大的能量一部分用于塑性去除,其他的则全部转化温磨削热,所以磨削温度才会快速增大。当工件的切深ap值在10~20 μm时,此时温度变化曲线的斜率较大;继续增大切深,温度变化曲线的斜率会相对变小,这是因为当磨削表面温度升高到一定程度时,金属材料会发生软化,金属材料与砂轮磨粒之间的挤压效应会减弱,磨削力做功的增幅相对减小,所以在磨削温度达到一定值后,切深增大所带来的温度增幅会减弱。另外,对于淬硬GCr15轴承钢而言,当磨削温度超过相变温度TAc1(TAc1=745 ℃)时,工件表面还会发生相变,此过程也会吸收掉一部分的磨削热,从而导致磨削温度增幅的降低。对比Vs=31.4 m/s与Vs=18.8 m/s时的磨削温度,可以发现砂轮转速越大,磨削温度也越高,这是因为转速的增大,单位磨削时间内工作的磨粒数量也越多,耕犁与滑擦效应也越明显,所以摩擦产生的热量也越多,从而导致磨削温度升高。
2.2 磨削温度对工件表面状态的影响
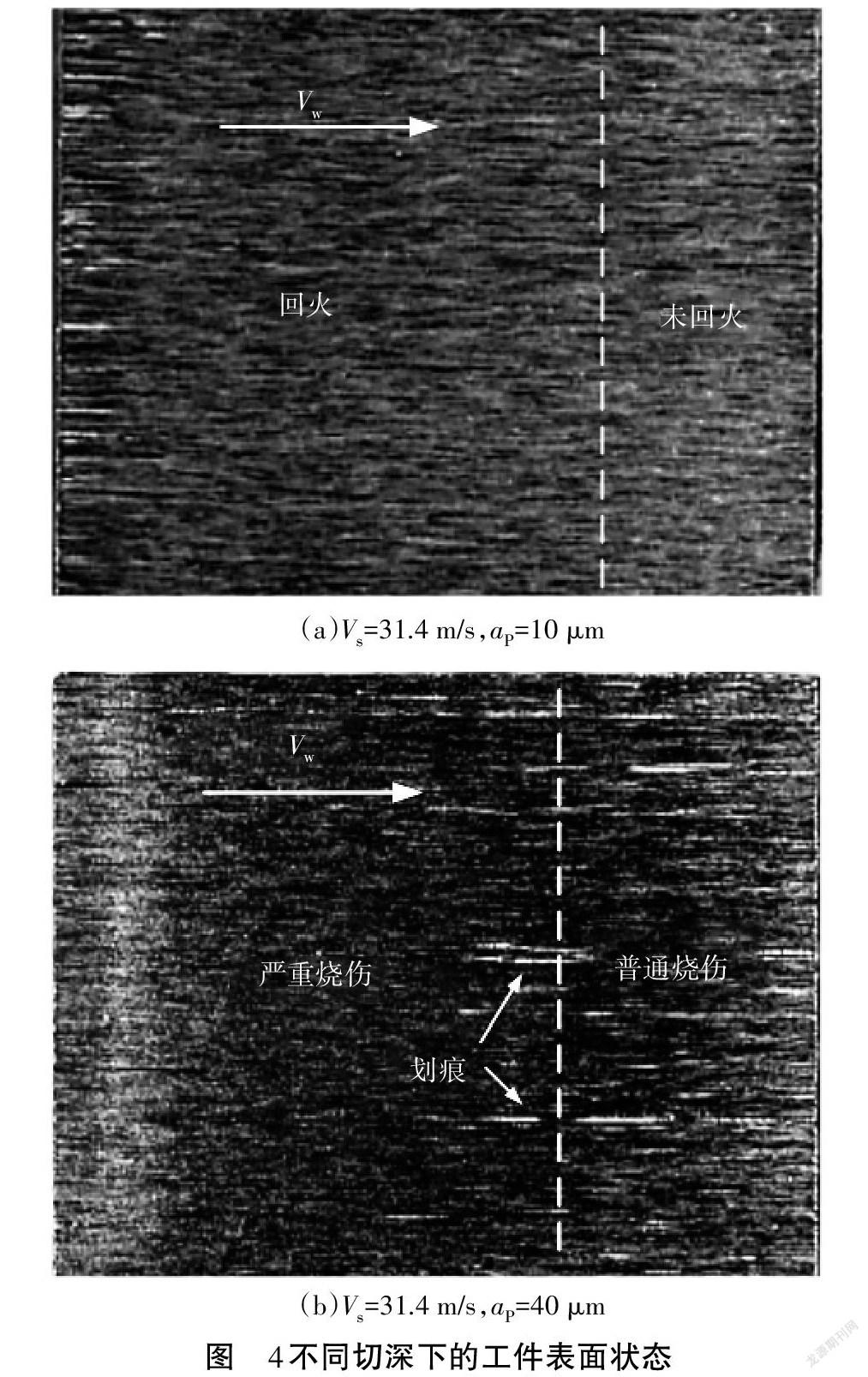
由磨削原理可知,加工工件的磨削表面是由很多颗磨粒在工件表面重复切削形成的划痕组成的。当砂轮状态良好且切深较浅时,去除效果明显,材料表面光整。随着切深的增大,磨削加工过程中的切削去除效果逐渐减弱,耕犁与滑擦效应则不断增强,磨削工况逐渐恶化,使得磨削工件表面的温度迅速升高,严重时甚至会导致工件表面发生烧伤现象,造成磨削颤振。由于磨削颤振与磨削方向是交错的,所以会严重影响磨削表面的精度。图4显示了切深ap为10 μm、40 μm时的磨削工件表面的状态。
从图4可以看出,每一个工件表面从颜色上都能够划分出两个区域,这是因为本次试验的磨削方式是无冷却液的逆向平面磨削,工作台的进给方向已在图中标出。当砂轮刚开始接触工件时,工件表面的温度还比较低,随着磨削试验的进行,磨削温度逐渐升高,工件左侧部分开始累积热量。当磨削进行到工件左半部分时,磨削温度会进一步升高,导致工件表面出现温度梯度,进而形成不同的表面状态。对图4中不同切深下的工件表面情况进行分析可以发现,在切深ap为10 μm时,磨削最高温度约为445 ℃,工件左侧大部分表面已经带有少量的灰黑色斑纹,可见工件表面已经发生了一定程度的回火,但除了靠近边缘的位置,整个表面还是较为平整,这表明材料还是通过切削作用去除,表面的状态并未出现明显恶化。但当切深ap为40 μm时,工件表面开始出现明显泛蓝。特别是,工件左侧边缘处出现了十分严重的烧伤痕迹。同时,沿着磨削方向上出现了极其明显的划痕。这是因为在大切深的前提下,磨粒切入材料的深度也在逐渐变大,使得磨粒与工件材料之间表现出粘连性。在磨粒切削材料时,磨粒与工件的摩擦效应会变得十分明显,工件表面产生了很大拉应力,又因为磨削工件表面温度的升温速率与降温速率极大,在快速的温度变化中,原有划痕持续扩大,使得工件表面质量变差。
为了进一步研究工件表面的状态,本次试验测量了砂轮转速Vs为31.4 m/s时不同切深下的工件表面粗糙度,工件表面磨削溫度与粗糙度的关系如图5所示。
从图5可以看出,工件表面的磨削温度越高,其对应的表面粗糙度也越大。磨削温度较低时,磨削工件表面只出现一定程度的回火现象。在低温区域内,随着磨削温度的增加,表面粗糙度变化不大,此时磨削温度对磨削表面精度的影响较小,表面粗糙度的大小主要取决于砂轮工作面的微观几何形貌与工件表面的初始状态。当磨削温度高于800 ℃时,随着磨削温度的增加,表面粗糙度会迅速增大,这说明当磨削表面的温度值过高时,工件表面会出现明显的烧伤现象,磨粒与工件材料之间的粘连性进一步增大,磨削的稳定性下降,同时金属材料的组织结构也发生剧烈变化,极大地影响工件磨削表面的精度。所以,磨削温度和工件表面的粗糙度有着十分紧密的联系,控制磨削过程中工件表面的磨削温度对保证工件加工质量、提高工件生产效率有着重要意义。
2.3 磨削温度对工件截面组织的影响
图6为砂轮转速Vs为31.4 m/s、切深ap分别为10 μm、40 μm时的磨削工件截面组织。从图中可以看出,当切深ap为10 μm时,工件截面组织没有出现太大的变化,而当切深ap为40 μm时,工件截面出现了大量的白层。由图3可知,在切深为10 μm与40 μm时,对应的磨削温度分别为445 ℃、1 102 ℃,后者磨削温度很高,远大于淬硬GCr15轴承钢的相变温度,所以磨削工件表面的材料发生了相变,转化为奥氏体。磨削后,工件表面的温度又急剧下降,使得奥氏体转化为隐晶马氏体。白层的高脆性使得工件在运转时形成微观裂纹[12],所以控制加工过程中的磨削温度对工件的高质量生产极为重要。67AFF4B9-3131-4509-9B83-4B82DAE0F3EC
3 结论
①在其他参数不变时,磨削温度随着切深的增大而增大,随着砂轮转速的增大而增大。相比于砂轮转速,也磨削切深对磨削温度的影响更为显著。
②磨削温度对工件的表面状态有着显著影响。在高温状态下,也随着磨削温度的增加,工件表面的粗糙度也随之增加,且增幅更大,合理控制磨削温度能够提高磨削加工的质量。
③当磨削温度超过工件相变温度时,工件表面以及亚表面会形成大量白层,控制磨削温度,避免白层的产生,也是提高工件加工质量的关键。
参考文献:
[1] 俞峰,陈兴品,徐海峰,等.滚动轴承钢冶金质量与疲劳性能现状及高端轴承钢发展方向[J].金属学报,2020(4):513-522.
[2] 王坤,胡锋,周雯,等.轴承钢研究现状及发展趋势[J].中国冶金,2020(9):119-128.
[3] 姚蔚峰,袁巨龙,钟美鹏,等.圆柱滚子外圆精密加工技术综述[J].中国机械工程,2019(10):1195-1206.
[4] 康仁科,马付建,董志刚,等.难加工材料超声辅助切削加工技术[J].航空制造技术,2012(16):44-49.
[5] LI P,CHEN S Y,XIAO H,et al.Effects of local strain rate and temperature on the workpiece subsurface damage in grinding of optical glass[J].International Journal of Mechanical Sciences,2020(2):105737.
[6] HE B f,WEI C E,DING S Y,et al.A survey of methods for detecting metallic grinding burn[J].Measurement,2019,134:426–439.
[7] ZHOU K,DING H H,STEENBERGEN M,et al.Temperature field and material response as a function of rail grinding parameters[J].International Journal of Heat and Mass Transfer,2021,175:121366.
[8] RASMUSSEN C J,F?STER S,DHAR S,et al.Surface crack formation on rails at grinding induced martensite white etching layers[J].Wear,2017,384:8-14.
[9] 韓清凯,云向河,李宁,等.大型滚动轴承故障诊断及寿命评估技术进展[J].轴承,2021(9):1-13.
[10] 牛蔺楷,杨洁明,高俊云.风力机偏航轴承滚道硬化层接触疲劳损伤分析[J].太阳能学报,2013(8):1415-1420.
[11] 金前冲,张庆,罗军,等.圆柱滚子轴承打滑蹭伤的表面烧伤行为研究[J].轴承,2019(12):39-43.
[12] 章桢彦,TONI B,唐瑜,等.滚动轴承的白色腐蚀裂纹失效[J].中国冶金,2020(9):2-10.67AFF4B9-3131-4509-9B83-4B82DAE0F3EC
