基于多芯集成连接器的稳相电缆组件装配要点分析
2022-06-28符江鹏王超群李胜超杨盼盼
符江鹏,王超群,李胜超,杨盼盼
(郑州航天电子技术有限公司,河南省郑州市,450001)
1 引言
随着技术的发展,用于相控阵雷达等集成设备上的高性能多芯集成电缆组件的广泛应用,传输系统对多芯集成电缆组件的相位一致性提出了要求。射频信号通过同轴电缆传输,这样,问题转变为对电缆组件相位一致性要求。影响电缆组件相位一致性的因素有温度、电缆组件的电气长度(与物理长度直接相关)、介质的介电常数、电缆组件物理弯曲情况等[1]。对于一组电缆组件来说,采用的工艺条件相同,应用在同一环境下,周围所处的温度相同,影响相位一致性的因素主要取决于电缆组件的物理长度一致性。
2 射频同轴信号相位
2.1 射频同轴信号相位的计算

(1)
由式(1)分析可知,相同频率的射频信号在电缆组件中传输,电缆组件的长度与其相位成正比。同一批次的多根电缆组件,每根电缆组件在保证其电缆长度尽可能一致的情况下(由于误差的不可消除性),通过调节电缆组件物理长度的方法可以实现多根电缆组件的相位一致,由于环境影响和机械变化所引起的电缆组件电长度变化是不可避免的,因此,"稳相"只是相对的,在一定的频率和一定的电缆组件长度内,满足用户相位要求即可。
2.2 1°相位在不同频率下对应的单位长度
由射频同轴信号相位公式分析可知,同等条件下,保证同轴电缆的介电常数ε不变,相同频率下,射频信号的相位仅与信号在同轴电缆中传播的距离有关。1°相位在不同频率下对应的单位长度:
(2)
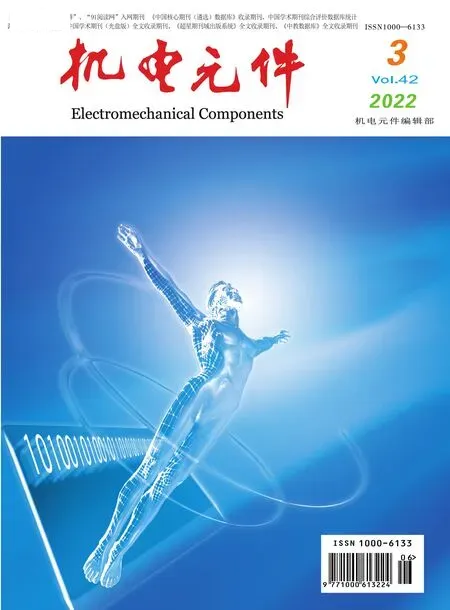
当ε=1,即空气介质时,对应的单位长度与频率的关系如表1所示。
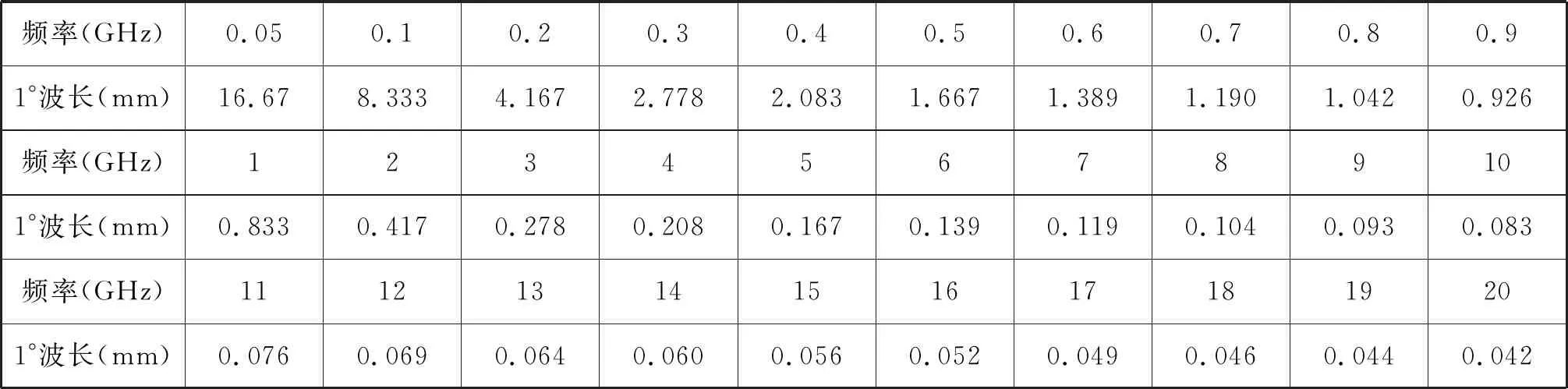
表1 ε=1时,单位长度与频率关系表
通常情况下,射频同轴电缆绝缘介质不会是空气,介电常数大于1,即ε>1,则1°相位在不同频率下对应的单位长度会相应减小。以聚四氟乙烯绝缘介质为例,ε=2.02时,对应的单位长度与频率的关系如表2所示。
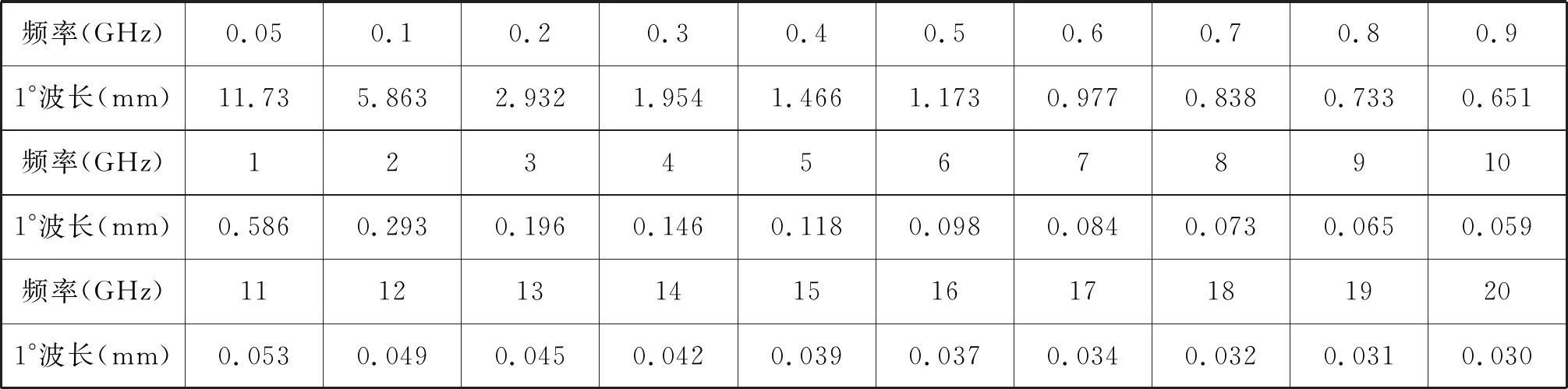
表2 ε=2.02时,单位长度与频率关系表
由表2分析可知,随着频率的增大,1°相位对应的单位长度随之减小,减小趋势也随频率的增大随之减缓。当超过3GHz时,单位长度以0.05mm以内的变化量递减;随着频率的不断增大,单位长度减小趋势缓慢;6GH时,若调节精度要求1°,则长度精度需要控制在0.1mm内。
3 稳相电缆组件装配实例
3.1 技术指标要求
产品主要技术指标如表3所示。
表3 主要技术指标
3.2 稳相电缆组件结构及工艺流程
根据指标要求,该稳相电缆组件为五芯集成,一端为圆形插头,另一端为矩形插头,同一线束内五根电缆相位一致,总长度为10米。
在稳相电缆组件结构设计方面:10米长度内对多芯电缆组件进行配相,除了选取性能合适的同轴电缆之外,两端的插头进行配相设计,尤其在多芯插头内部同轴接触件设计时,充分考虑电缆配相功能。稳相电缆组件结构外形如图1所示。
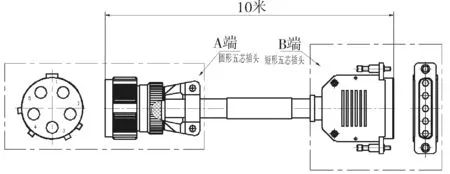
图1 稳相电缆组件结构外形图
在稳相电缆组件工艺流程方面:考虑多芯集成连接器及电缆组件依次装配步骤,在同轴电缆前期预处理工艺之外,尤其是对左端圆形多芯连接器装配工艺、右端矩形多芯集成连接器装配工艺、电缆组件整体装配时的配相工艺进行合理步骤安排,确保整个稳相电缆组件在装配过程中,装配工艺合理、步骤清晰、检验明确、配相方便。图2为该稳相电缆组件工艺流程简化图。

图2 稳相电缆组件工艺流程图
3.3 稳相电缆组件装配结果
根据稳相电缆组件结构及装配工艺流程,最终满足技术指标的多芯集成稳相电缆组件如下图所示。其中,图3为多芯集成连接器实物图,图4为10米稳相电缆组件相位调试完成后实物图,图5(a)、图5(b)、图5(c)、图5(d)、图5(e)、图5(f)分别为电缆组件指标测试图。
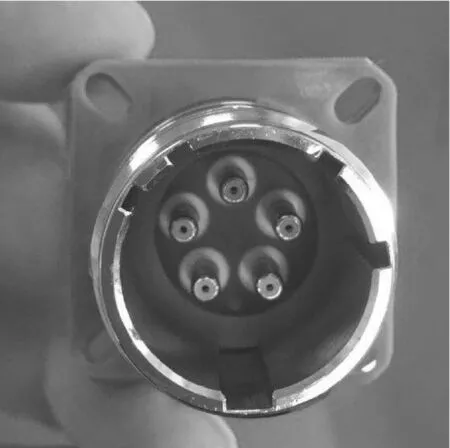
图3 稳相电缆组件装配过程图

图4 相位调试完成后实物图

图5 (a) 驻波和插损测试图

图5 (b) 基准电缆组件(1#)相位测试图

图5 (c) 电缆组件(2#)相位测试图
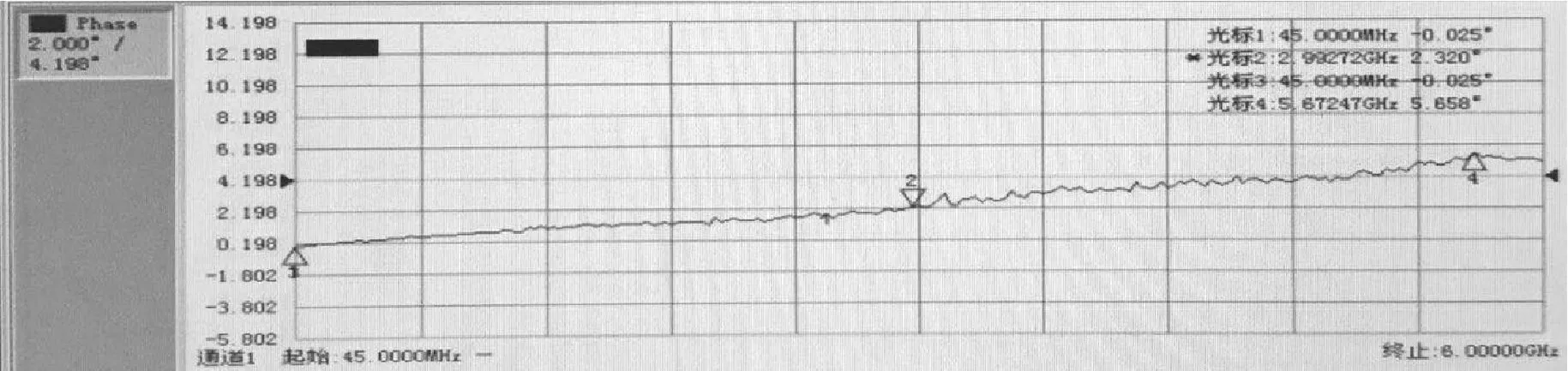
图5 (d) 电缆组件(3#)相位测试图
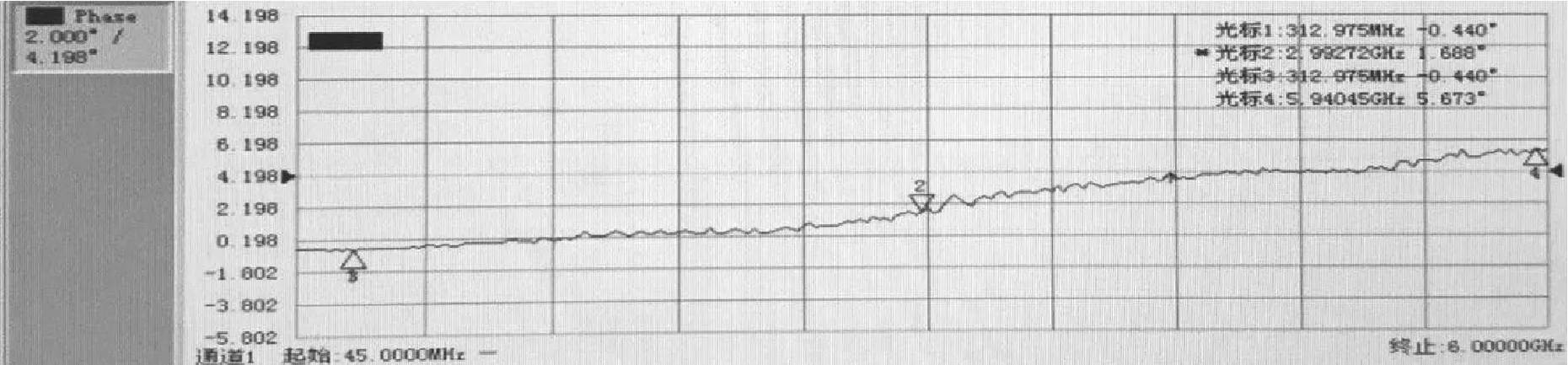
图5 (e) 电缆组件(4#)相位测试图

图5 (f) 电缆组件(5#)相位测试图
对图5(a)、图5(b)、图5(c)、图5(d)、图5(e)、图5(f)进行对比分析可知:
按照稳相电缆组件装配及调相工艺,多芯稳相电缆组件满足驻波和插损的要求。相位变化均控制在指标范围内,相位变化趋势和理论计算的变化趋势一致。随着频率的增大,相位变化幅度变大,相位变化有正值(极大值)和负值(极小值)。10米电缆组件相位控制范围:3GHz内,±2°;6GHz内,±5°,满足指标要求。
4 稳相电缆组件装配要点分析
1)相位指标计算及确认:电缆组件相位的影响因素很多,关键的因素有电缆物理结构、工作频率、插损要求、电缆长度。在用户单位提出相位稳相要求时,需要根据用户的工作频率及插损指标要求,综合考虑电缆组件的经济成本,根据目前稳相电缆稳相性能,预估电缆组件在某工作频率、插损指标要求下,电缆相位误差是否可以实现。比如,在9GHz频率下,某稳相电缆机械相位温度性为9°,那么,电缆组件无论如何装配,也达不到小于6°的指标要求。
2)工作频率和组件长度确认:对于一定性能的稳相电缆来说,组件装配的稳相难度与工作频率和电缆长度直接相关,即,工作频率越高、电缆长度越长,组件的稳相指标越难保证。根据装配实践经验,3GHz以下、组件长度小于5米,稳相电缆配相难度不大,一般配相工艺即可实现工艺要求;3GHz以上、组件长度大于5米,配相工艺需要严格细化,尤其是配相和调相工序。
3)稳相电缆选线确认:根据用户传输信号频率、电缆工作环境及稳相要求,选择适用电缆。主要包括电缆线径、弯曲半径、插损值、温度范围、机械相位温度性、温度相位稳定性。其中,尤其注意温度相位稳定性指标PPM(即电缆在温度范围内相位最大漂移的百万分率)。
4)电缆组件调相端结构设计:对于一批电缆组件而言,由于下线误差的不可消除,必然导致电缆组件相位的不一致,需要对不一致的电缆组件进行修正,即调相过程。如何设计电缆组件调相端的结构,便于电缆组件的相位修正和调配是稳相电缆组件装配至关重要的一个环节。
5)电缆下线前处理:选用同一批次稳相电缆,一套电缆尽可能采用一次加工成型的电缆部分。对于5米长度以上的稳相电缆组件,下线时保持线缆的弯曲或拉伸状态一致,下线过程使电缆保持自然状态,不可使电缆过紧或过松。
6)电缆焊接状态保持稳定:一是电缆与内接触件焊接的间隙余量保持稳定,二是电缆屏蔽与焊套焊接、内导体与内接触件焊接时间保持稳定。操作实践证明,稳相电缆焊接状态的不稳定将导致最终的电缆组件相位相差很大。