非氧化物陶瓷光固化增材制造研究进展及展望
2022-06-28杨勇郭啸天唐杰常浩天黄政仁胡秀兰
杨勇, 郭啸天, 唐杰, 常浩天, 黄政仁, 胡秀兰
非氧化物陶瓷光固化增材制造研究进展及展望
杨勇1,2, 郭啸天1,3, 唐杰1,2, 常浩天1,3, 黄政仁1,2, 胡秀兰3
(1. 中国科学院 上海硅酸盐研究所, 高性能陶瓷和超微结构国家重点实验室, 上海 200050; 2. 中国科学院大学 材料科学与光电技术学院, 北京 100049; 3. 南京工业大学 材料科学与工程学院, 南京 211816)
目前光固化3D打印技术因打印成型精度高而被广泛应用于陶瓷增材制造, 其中非氧化物陶瓷如碳化硅、氮化硅等因打印材料粉体折射率和吸光度比较高, 光固化陶瓷浆料存在分散稳定性差、入射光难穿透并产生光固化反应的固化层厚度低等问题, 导致其固含量很难提高甚至于无法打印成型。高固含量的非氧化物陶瓷打印成型成为光固化3D打印的主要难点, 吸引了广大学者对其光固化机理、粉体调控等机制进行研究。本文系统地总结了几种非氧化物陶瓷光固化浆料的制备、光固化成型、有机物去除及烧结致密化的研究工作, 并就如何对光敏树脂组成进行调节、对陶瓷粉体进行改性的几种方法进行分析与讨论, 针对性地提出创新方案来改善非氧化物陶瓷的浆料性能、光固化打印优化和致密化缺陷修复及性能提升, 最终推动大尺寸、复杂结构的非氧化物陶瓷部件光固化增材制造高精度制备技术的进步。
光固化; 3D打印; 非氧化物; 致密化; 综述
陶瓷因具有硬度、抗弯强度和弹性模量高、耐高温、耐腐蚀、化学稳定性好等特点而被广泛应用于航空航天、集成电路、石油化工、核工业等行业。各行业的跨越式发展对陶瓷部件的形状、性能、尺寸和使役可靠性提出了越来越高的要求, 如尺寸大、形状复杂、性能要求高等。传统陶瓷成型及制备方法如注浆成型、流延成型、凝胶成型和压制成型(干压、等静压)等成型方法存在成型尺寸精度低、周期长、模具成本高等缺点, 逐渐不能支撑新一代高性能大尺寸复杂结构陶瓷部件的创新发展, 亟需开展复杂形状陶瓷部件的新成型工艺研究。
近年来新兴的增材制造(3D打印)技术, 是基于离散–堆积原理, 借助计算机自动化控制以材料逐层堆积方式实现复杂零件快速制造的技术, 具有结构设计灵活、加工成型一体化、制备精度高、周期短和易实现轻量化等优势, 为大尺寸复杂结构高性能陶瓷部件的制备提供了新途径。国内外学者采用熔融沉积(Fused deposition modeling, FDM)、浆料直写(Direct ink writing, DIW)、三维打印(Three dimensional printing, 3DP)、喷射成型(Binder jetting, BJ)、激光选区烧结(Selective laser sintering, SLS) 、激光选区熔化(Selective laser melting, SLM)、立体光固化(Stereolithography apparatus, SLA)等3D打印技术已成功制备了氧化物及非氧化物陶瓷材料及部件。其中陶瓷光固化技术是在特定波长的光照射下, 光引发剂诱导光敏树脂单体聚合形成聚合物交联网络, 固定陶瓷颗粒或前驱体, 在机器打印台上逐层固化成型最终得到三维陶瓷坯体[1], 如图1所示。后续经过高温脱脂和烧结得到最终陶瓷件[2]。该方法具有成型精度高、加工时间短等优点。另外, 相对于传统的成型方法, 增材制造成型的后处理工艺较少, 可以大大降低生产成本。
目前, 国内外对氧化物陶瓷浆料的制备、光固化制备的工艺参数优化和热处理工艺的研究已相当成熟并得到广泛报道, 如Al2O3[3-8], ZrO2[9-13], ZTA[14-16], SiO2[17-19]及其它浅色陶瓷[20-23]。而非氧化物陶瓷(通常颜色更深)等由于其粉体折射率和吸光度比较高, 光固化成型存在着较大挑战。上述研究表明, 光固化浆料应具备以下可打印特性: 一是具有合适的粘度以保证陶瓷浆料在每一层均匀平整地涂覆; 二是浆料需要充足的固化深度, 以确保两个固化层的界面“过度”固化, 提供良好的内聚力[24]; 三是要有足够高的固含量防止脱脂烧结过程中收缩率过大; 四是浆料要保持较好的稳定性以确保光固化过程中生坯组成、结构的均匀性。因此需要对非氧化物陶瓷的光固化浆料进行研究, 使最终烧结陶瓷件达到基本性能的同时, 提高光固化浆料的可打印性[25]。

图1 光固化成型原理图[1]
本文通过列举和分析非氧化物陶瓷的光固化增材制造研究的进展和难点, 总结其光固化成型和制品致密化工艺, 为后续该类陶瓷光固化打印的研究提供思路。
1 陶瓷材料光固化成型原理及调控机制
1.1 陶瓷光固化成型原理
陶瓷材料的光固化成型是将陶瓷粉体分散于光敏树脂单体、光引发剂、分散剂等添加剂组成的树脂体系内, 经过球磨搅拌形成高固含量、低粘度、稳定分散的陶瓷浆料。再将浆料倒入光固化成型设备中, 使用一定波长的光源按照模型图案选择性地固化容器中的浆料。光激活聚合过程一般按点–线–层的顺序对液体表面进行光扫描。当其中一层聚合完成时, 支撑坯体的容器或平台被提升或降低一层的厚度, 经过刮板平整浆料表面后再进行固化。通过这种多层累加的方式, 光固化增材制造可以以微米级的精细分辨率制造高表面质量的陶瓷生坯[26]。
陶瓷浆料原料中的陶瓷粉末一般由固体颗粒组成, 颗粒的物理性质如粒径、形状、表面状态和晶粒结构等对粉末的聚集、分散、沉降和流变性能有很大影响, 在光固化陶瓷增材制造中, 尤其需要对粉末的光学性能如光的散射、吸收、折射和反射等性能(表1)进行研究。陶瓷浆料中发生固化反应时, 需要其中的光引发剂吸收足够的光能变为激发态, 产生活性自由基在浆料中扩散来引发单体或者低聚物发生交联聚合[27]。
1.2 陶瓷材料光固化成型调控机制
在陶瓷浆料光传递示意图中(图2), 引入陶瓷颗粒增加了光引发剂吸收辐射能的难度, 因为特定波长的光可能被浆料中的粉末多次散射或吸收, 使光引发剂不能产生理论需要量的活性自由基, 最终降低浆料整体的固化厚度和固化速率。浆料固化厚度可由Jacobs方程计算[2,28]:

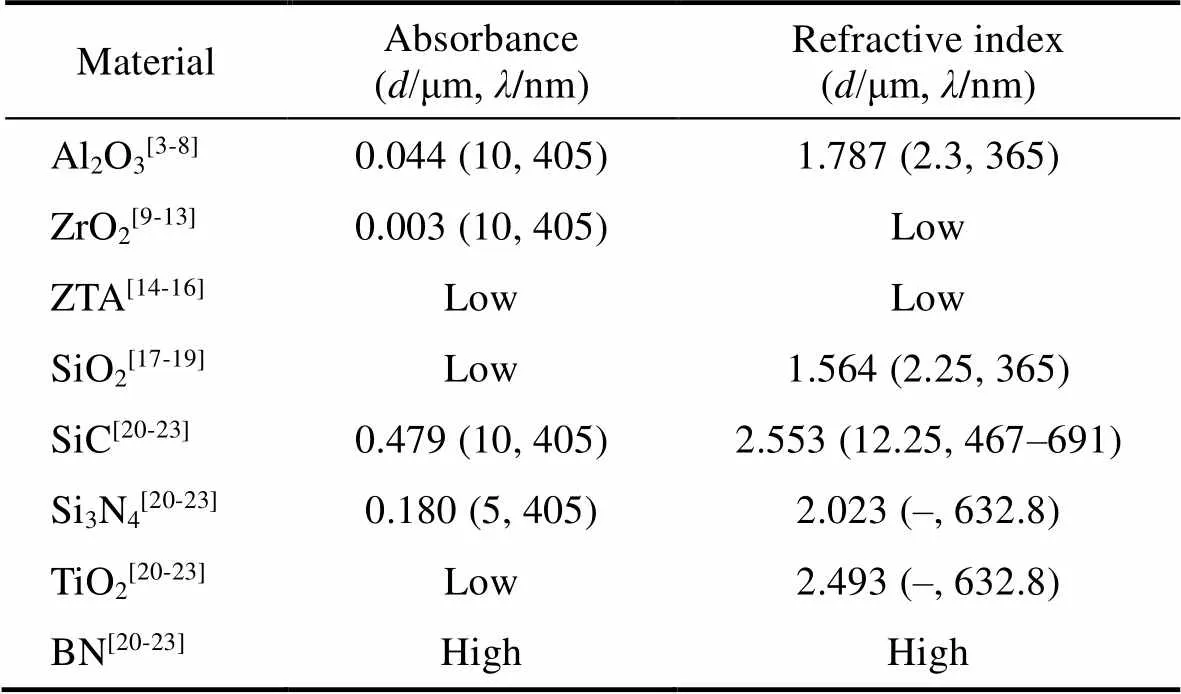
表1 陶瓷材料的折射率和吸光度
is the wavelength or wavelength range used in the test;is the median particle size used in the test
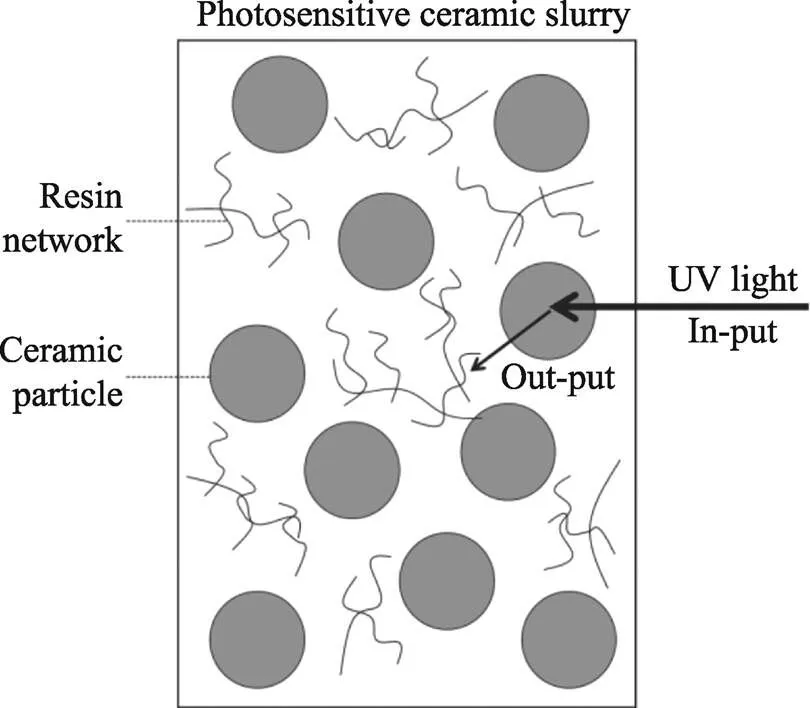
图2 陶瓷浆料中光传递示意图[29]
另外, Griffith等[28]提出, 光线在陶瓷悬浮液中的穿透深度[30]和其中的物质存在如下关系:
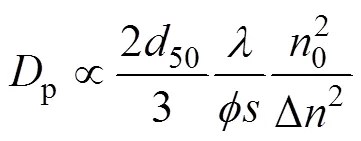
式中,50、、、0Δ分别为平均粒径、波长、颗粒体积分数、颗粒间距、溶剂的折射率、陶瓷颗粒与溶剂的折射率差。在溶剂的折射率值相对稳定的情况下, 陶瓷颗粒折射率与溶剂折射率差异过大会较大幅度降低浆料的固化厚度。Al2O3、SiO2、ZrO2等低吸光度、低折射率陶瓷浆料的光固化3D打印过程中, 光引发剂充分吸收辐射能, 产生大量快速扩散的活性自由基, 使其光敏浆料达到>500 μm的高固化厚度。SiC、Si3N4等非氧化物陶瓷浆料因颗粒和分散介质的高折射率和高吸光度而产生强烈的散射光, 或是紫外光被颗粒强吸收, 普遍存在固化厚度较低(~50 μm)的情况。这导致浆料打印效率低, 不利于大尺寸、复杂结构部件的成型。
陶瓷材料光固化也要考虑其浆料的分散稳定性与流变学性能。光固化过程中, 浆料大部分时间处于静止状态, 需要减少浆料的沉降。陶瓷颗粒在树脂介质中沉降时, 沉降速度取决于介质阻滞陶瓷颗粒运动的作用力即包括压差阻力与摩擦阻力的大小。在光固化成型中, 压差阻力很小, 仅需考虑摩擦阻力[31]。对于单个陶瓷颗粒的自由沉降过程, 摩擦阻力s可用斯托克斯公式进行计算:
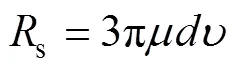
其中,为浆料的动力粘度,为陶瓷颗粒直径,为陶瓷颗粒相对于介质的运动速度。由式(3)可知, 对于受重力和摩擦阻力作用的陶瓷颗粒, 从沉降开始阶段的静止状态, 不断加速至摩擦阻力与重力相等的平衡状态。此时陶瓷颗粒的运动速度称为自由沉降末速0。根据平衡状态时的关系s=0, 可得光固化成型过程中陶瓷颗粒的自由沉降末速计算公式:
其中,和分别为陶瓷颗粒、介质的密度,0为颗粒受到的重力。光固化成型需要低密度细颗粒来获得较小的沉降速度, 从而提高浆料的分散稳定性与流变学性能, 有利于浆料的光固化成型。
最后考虑陶瓷光固化浆料的粘度[18], 随着固含量的增加, 宏观水平上整体粘度也增加, 在陶瓷粉末体积分数为时, 粘度的增加可以通过Krieger- Dougherty 方程(式(5))进行评估:
式中,r为树脂的相对粘度,为极低剪切速率下的悬浮液粘度,0为有机介质的粘度,0为颗粒密堆积时填料的体积分数、[]为颗粒的特性粘度(取决于颗粒形状)。光聚合开始时, 可固化体系的粘度迅速增加, 然后在光聚合的所有反应过程中继续增加。其中, 反应物质(单体、低聚物等)的移动决定光固化的传播反应, 光引发剂带来的自由基位点的移动决定光固化的终止反应。最后, 负载系统粘度增加将对反应物质的扩散产生“阻力”并直接影响反应物质的“扩散能力”。所以需要控制浆料的粘度来控制后续固化反应进一步的增长和终止聚合。总之, 降低高固含量陶瓷浆料的粘度是保证成型过程中固化反应顺利进行的关键。
2 陶瓷光固化成型现状
光固化成型一般可分为立体光刻成型(Stereo lithography apparatus, SLA)、数字光处理成型(Digital light processing, DLP)和双光子聚合(Two photon polymerization, TPP)三类。基于浆料的光聚合方法, 可以使制造的零件实现可控的打印分辨率和达到具有理想机械性能的表面光洁度, 目前多用于制造光子晶体、生物医学植入物和微电子器件等致密、复杂结构陶瓷部件[32]。TPP技术可实现亚微米分辨率的极高精度, 其聚合原理将聚合反应限制在激光束焦点内部很小的范围内, 通常使用相对“透明”的前驱体浆料, 在陶瓷光固化成型中应用相对较少。已报道的氧化物光固化成型陶瓷如Al2O3、ZrO2和SiO2等能达到90%以上的相对密度和体积分数50%~60%的高固含量, 凭借其高精度和良好的烧结性能在航天器部件、机械模具等领域已有一些实际应用。而非氧化物陶瓷因陶瓷粉末一般存在高折射率和高吸光度的原因, 光固化浆料固含量相比氧化物陶瓷有较大差距, 导致最终烧结产品的性能普遍偏低, 难以投入实际应用。因此本文着重分析非氧化物陶瓷光固化浆料配制、成型和烧结流程。
3 非氧化物陶瓷材料光固化成型进展
目前非氧化物陶瓷的光固化成型多使用聚碳硅烷、聚硅氮烷和聚硅氧烷等前驱体混合光敏树脂得到光固化浆料并打印得到生坯, 在高温下, 聚合物分子键断裂、其中硫–氢和碳–碳基团反应交联最终得到聚合物衍生陶瓷(PDCs)。该光固化增材制造过程中不存在粉末的色散和入射光与陶瓷颗粒相互作用产生的光散射和吸收问题。如Si3N4陶瓷光固化打印中, Wang等[33]基于DLP技术使高陶瓷产率的前驱体材料聚硅氮烷与市售丙烯酸树脂和光引发剂混合制备光敏前驱体, 通过对热解后陶瓷收缩率、相对密度、结晶相和微观结构进行表征与分析, 在1400 ℃最佳热解温度下得到抗压强度和弹性模量值分别为65.5和768.5 MPa的二维Si3N4陶瓷蜂窝体以及抗压强度和弹性模量值分别为5.12和2.1 MPa的3D结构Si3N4陶瓷晶格结构。Hazan等[34]研究, 通过烯丙基氢化聚碳硅烷(AHPCS)与多官能团丙烯酸树脂混合得到光固化浆料, 通过SLA成型并在1300 ℃热解得到陶瓷产率约为70%、孔体积为0.33 cm3/g的富含SiC相的陶瓷材料。前驱体转化制得的陶瓷样品热解时收缩率过大, 导致其致密度一般不高, 力学性能较差[33], 使其难以应用于高强度、恶劣环境军事、工程领域中。另外, 存在过多SiOC、SiCN等杂质陶瓷相等问题也限制了陶瓷前驱体的应用。如何利用含有高折射率、高吸光度非氧化物陶瓷粉末的光敏树脂浆料进行光固化打印成型成为目前重要的研究课题。
已有报道许多工艺应用于制备具有高固化厚度、高固含量、低沉降和低粘度的光敏陶瓷浆料, 如添加低吸光度、低折光率填料(Al2O3、SiO2)等来提升相应陶瓷浆料的固化厚度和最终烧结制品的热导率[35]等性能。可通过硅烷偶联剂和分散剂改变陶瓷粉体如表面基团种类和数量、表面润湿性、表面电性、表面晶格缺陷和表面吸附与反应特性等表面性质, 提高无机粉体的静电、空间位阻作用, 提高其分散性的同时降低浆料整体的粘度[36-37]。或者通过表面氧化和有机、无机包覆工艺来降低粉体的吸光度和折射率来提高陶瓷浆料的固含量和固化厚度。光固化浆料需要关注和研究多种改性剂和改性方法复配应用, 一系列结果表明使用多种改性剂改性陶瓷粉体相比单独使用一种改性剂的效果更佳[38]。通过上述方式可制备高固含量、高固化厚度和低粘度的光固化浆料, 并结合其分散稳定性选择相应的光固化成型方式, 优化打印机工艺参数提高整体浆料的可打印性。最后, 打印生坯经过高温脱脂后, 可通过反应烧结(Reactive melt infiltration, RMI)、前驱体浸渍裂解(Precursor infiltration pyrolysis, PIP)、化学气相沉积(Chemical vapor deposition, CVD)、无压或热压等烧结工艺提升陶瓷制品性能。
3.1 SiC陶瓷光固化3D打印技术进展
碳化硅陶瓷具有低热膨胀系数、高热导率和高机械强度的特征, 是一种性能优异的结构陶瓷材料[39-41], 已广泛应用于石油化工、航空航天光学部件、半导体、耐火材料和汽轮机叶片等领域。SLS和光固化是SiC主要的增材制造方法, 其中光固化增材制造精度最高, 研究也最为广泛。目前光固化增材制造的碳化硅陶瓷部件陶瓷体积含量过低, 力学性能相对于传统的成型方法仍有大幅度提升空间(表2)。
SiC光固化浆料受到树脂种类及用量、分散剂种类及用量、碳化硅粉粒径、固含量、球磨时间等影响。相较于广泛报道的白色Al2O3、ZrO2陶瓷的增材制造, 灰色SiC陶瓷的光固化存在陶瓷粉末吸光度过大, 固化厚度和固含量过低等问题, 最终导致烧结体致密度不高、孔隙率和残硅量过高等问题。如He等[29]的研究中, 相同树脂条件和9000 μW/cm2的光强度下, 同一粒径陶瓷粉末吸光度不同, SiC陶瓷光固化浆料固化厚度仅有75 μm, 而Al2O3和ZrO2光固化浆料固化厚度均高于300 μm。针对这一问题, 主要的解决思路为调节树脂成分和对SiC粉末粒径进行配比, 通过提高粉末在树脂中的分散性来提高其固含量。树脂粘度随单体分子量增加而增大, 所以在树脂体系中, 一方面要引入官能度高的单体来提高固化时聚合物网络的交联度, 另一方面要多种单体配合使用来控制树脂中单体整体的分子量。如He等[47]通过双单体树脂体系保证浆料固化能力时, 浆料的粘度均表现出典型的非牛顿流体特征。通过对不同比例组成分散剂的沉降测试, 得到最佳分散浓度为5%的kos110+17000双分散剂体系, 并结合颗粒级配制备固体载荷率为40%, 稳定性优良的微米/纳米SiC光固化浆料。结果表明, 通过调整树脂中单体和分散剂的组成与比例可以一定程度上提高SiC浆料的固含量。后续工作中He等[48]制备了添加烧结助剂Y2O3-Al2O3, 体积固含量高达45%的DLP可打印浆料并打印陶瓷生坯。800 ℃ N2气氛下烧蚀聚合物后, 通过预烧结和8个周期前驱体浸渍裂解(PIP)工艺增加生坯的相对密度, 最终成功制备了抗弯强度为165.2 MPa的轻质碳化硅陶瓷光学镜。而Hu等[49]对SiC粉体在光固化浆料中的影响进行了系统研究, SiC颗粒粒径增大有利于降低浆料粘度和改善流动性, 但SiC粉末粒径过大会导致浆料打印过程中机器不能得到需要的打印层厚和相应的精度要求。后续烧结工艺中, SiC粉末的粒径过大会导致液体硅渗透(Liquid silicon infiltration, LSI)等工艺难以进行。另外, 需要较小粒径的颗粒配合大颗粒来控制浆料整体的稳定性, 如图3所示, 光固化浆料粒径分布较宽时, 其中大粒径SiC粉体的流动受到小粒径SiC粉体的“阻碍”作用, 浆料粘度增加的同时其稳定性也相应提升。碳化硅粉体的吸光度随着粒径的减小而增加, 引入过多粒径较小、折射率高、吸光度高的碳化硅颗粒会降低其光固化浆料的固化厚度, 需要根据机器打印需要的固化厚度来选择不同粒径的SiC粉体并调控混合粉体间的比例。

表2 不同制造方式SiC陶瓷的结构与性能
* indicates a silicon carbide ceramic prepared by stereolithography; RB-SiC: reaction-bonded silicon carbide; S-SiC: solid sintered silicon carbide; (Cf)/SiC: chopped carbon fiber-silicon carbide composite ceramics
通过对SiC粉体进行表面改性、降低粉体的吸光度来制备SiC基陶瓷已取得相应进展, 如Chen等[50]在1200 ℃预氧化SiC粉, 在其表面生成Si–O–C非晶相, 构成SiC@SiO2核壳结构颗粒。当预氧化时间为4 h, 曝光时间为90 s时, 相比未氧化SiC陶瓷浆料固化厚度提升2~3倍。再将体积分数40%负载量的SiC@SiO2陶瓷浆料混合含质量分数0~70%聚硅氧烷的光固化树脂, 生坯在1000~1200 ℃热解后得到线收缩小于8%, 比强度为4.6×104N·m/kg,轻质高强度的SiC@SiO2/SiOC晶格陶瓷。此外, Tian等[51]开发了一种SiC基陶瓷打印新工艺, 即不使用聚合物前驱体, 通过对不含粉体或含少量粉体的纯树脂进行打印并热解得到碳预制体, 结合渗碳和熔融硅液浸渗工艺, 使碳坯转变为反应烧结碳化硅陶瓷。Tian等[51]研制出一种在热裂解过程中具有较高碳产率的光固化树脂, 由酚醛环氧丙烯酸树脂、酚醛树脂、三甘醇为造孔剂和光引发剂组成。900 ℃热解得到的碳预制体的多孔微结构有利于渗硅工艺, 最终得到抗弯强度为(127.8±0.5) MPa的SiC陶瓷基复合材料。此外, Chen等[52]通过将金刚石粉末与光固化树脂混合, 得到具有良好固化性能的浆料。DLP打印得到碳坯, 经高温热解后将碳坯和硅粉按3 : 1的质量比进行反应熔体渗透(RMI)工艺, SEM观察到各相分布均匀, 最终得到抗弯强度为(462±11) MPa的SiC陶瓷基复合材料(如图 4)。该类方法在不需使用包含高吸光度SiC粉体的浆料, 打印难度小, 但其光固化浆料的固含量较低且对后续烧结工艺有较高的要求。
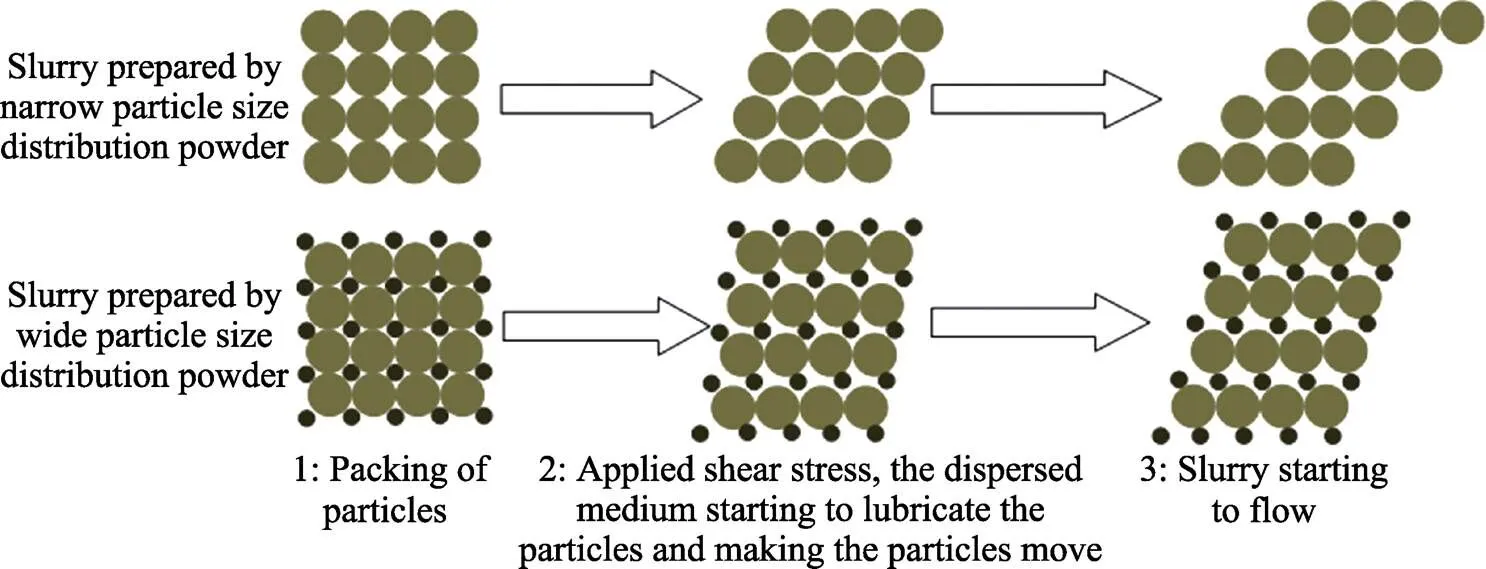
图3 剪切应力下不同粒径分布SiC浆料流动示意图[49]

图4 光固化成型制备SiC陶瓷基复合材料[52]
(a) Prepared schematic of SiC ceramic-based composite by stereolithography; (b) SEM image of SiC ceramic-based composite with a diamond volume fraction of 15%; (c) SiC ceramic-based composite
最后, 在复合陶瓷的光固化制备中, SiC颗粒、晶须及纤维也有功能化应用, 如Xing等[53]通过使用FEG-400表面改性剂阻止SiC晶须的团聚并将其引入Al2O3浆料中, 最终制备了体积分数高达50%的SiCw/Al2O3光敏浆料。经过高温脱脂、烧结, 在引入体积分数10%的SiC晶须时, 得到弯曲强度和断裂韧性高达405 MPa、7.1 MPa·m1/2的SiCw/Al2O3陶瓷件。相关工作拓宽了高吸光度、高折射率陶瓷粉末光固化打印应用范围, 可制备出性能优异的复合陶瓷材料。另外, 本课题组的研究(图5)[46], 通过将短切碳纤维Cf结合渗硅工艺制得最大抗弯强度为262.6 MPa, 具有优异机械性能的SiC陶瓷复合材料。DLP工艺打印的Cf预制件因为光敏树脂的固化附着力和短切碳纤维交错“钉扎”的协同作用而结合紧密。后续烧结工艺中, 1650 ℃的熔体硅渗透工艺可以较大程度提高预制件的致密度, 最终获得轻质高强度的陶瓷部件。
总之, 目前光固化增材制造所得到的碳化硅陶瓷部件, 力学性能如抗弯强度和弹性模量还有很大改善空间, 主要挑战在于: 1)在保持光固化浆料流动性等成型性能的同时尽可能提高浆料中的碳化硅固含量; 2)如何通过脱黏和烧结工艺进一步提高制品中的碳化硅体积含量和降低其他残留相的含量。碳化硅成型浆料的优化主要通过调整单体、光引发剂和分散剂的组成比例、粉末的粒径和级配等复合工艺提高其固化厚度和粘度等成型性能。提升陶瓷生坯固含量后再利用脱脂和烧结工艺进行致密化、并修复缺陷, 最终提升制品性能。去除打印生坯的有机物通常根据TG-DTA曲线来确定加热速率和保温时间, 且保温温度通常控制在800~900℃来保证热解反应完全。光固化SiC陶瓷件应用的致密化工艺以反应熔体渗透(RMI)和前驱体浸渍裂解(PIP)方法为主。前者具有烧结温度低和致密化程度高等优点, 但其液态硅浸渗(LSI)工艺后可能会出现游离硅过多等问题。后者PIP方法可提高最终烧结制品的相对密度, 但该方法成本较高, 裂解过程中有气体产生, 难以完全致密化。最后, 可通过在浆料中添加碳化硅晶须和碳纤维等填料提高生坯结合强度, 增强碳化硅制品的抗弯强度、弹性模量等性能。

图5 数字光处理技术和液态硅渗透工艺制备Cf/SiC陶瓷复合材料[46]
(a) Prepared schematic of SiC composites; (b, c) SEM images of cross section and horizontal plane of Cf/SiC composite; (d) Sintered Cf/SiC composites
3.2 Si3N4陶瓷光固化成型技术进展
氮化硅陶瓷具有优良的高温力学性能、热稳定性和抗热震性[54-55]。同时高硬度、抗高温蠕变和自润滑等特征使材料制品可在高温和恶劣环境有广泛的应用, 是最有发展前途的工程陶瓷之一[56]。光固化增材制造技术为复杂形状的Si3N4零件的制造提供了解决新方案, 但也带来了一系列如浆料打印性能差等新挑战。氮化硅陶瓷光固化成型存在Si3N4粉末和树脂之间的折射率差异过大的问题, 会导致浆料的固化深度太低, 同时Si3N4陶瓷粉末吸光度过高会导致紫外光能量到达树脂体系的“输出量”过低, 需要对Si3N4粉末进行改性和粒径选择配比, 或者优化树脂体系的分散性和固含量。如Xing等[57]通过SLA打印Al2O3-Si3N4复合材料生坯, 通过分散剂优化和粒度设计使浆料中的Al2O3-Si3N4混合物达到最小空隙率, 提高光固化浆料层厚达到40 μm。浆料在30 s–1剪切速度下粘度约为13000 mPa·s, 可明显改善打印得到生坯的固化表面质量。经过脱脂过程中聚合物的热解和 1600 ℃温度下保温烧结得到微观结构连续、无宏观缺陷的致密件。添加不同的填料包括低吸光度、低折射率陶瓷粉末或烧结助剂等氧化物可降低Si3N4陶瓷浆料整体的吸光度或折光率, 提升光固化浆料固含量或固化深度的同时也可以降低粘度。如Duan等[58]在制备的体积分数50%的Si3N4陶瓷浆料中添加了烧结助剂Y2O3-Al2O3, 使浆料固化厚度提高至50~60 μm, 通过DLP方式打印出三维零件后, 进行脱脂并在不同温度下进行烧结致密化。在1350℃烧结温度下, 高温氧化反应产生SiO2量最多, 孔隙率和裂纹数减少, 制备出密度为1.76 g/cm3, 抗弯强度为(77±5) MPa的Si3N4-SiO2复合陶瓷(图6)。该材料在8.2~18.0 GHz的电磁波波段具有良好的电磁波吸收能力。这些工作拓宽了Si3N4陶瓷光固化打印件的功能化如吸波、导热等的应用前景。
引入的填料需综合考虑吸光度和分散剂性, 防止对光固化浆料的固含量和固化厚度造成不良影响。如Li等[59]的工作中, 在Si3N4光固化浆料中引入粗硅粉, 使浆料中颗粒的粒径分布从单峰型(0.5 μm Si3N4)改变为双峰分布型(0.5 μm Si3N4+ 5 μm Si混合粉), 在相同体积分数的固含量下, 可以降低浆料的粘度。在405 nm波长处, 硅粉的吸光度为0.86, 远高于Si3N4粉的吸光度0.18, 这导致光固化浆料的固化厚度降低, 不利于打印陶瓷生坯。在对Si3N4陶瓷光固化浆料中粉末的改性研究中, 采用陶瓷颗粒表面氧化方法可以起到显著的效果。如Jiang等[60]通过在1150~1200℃空气气氛中氧化粒径200 nm的Si3N4粉末1~3 h, 在其表面生成一层低吸光度和低折光率的非晶SiO2膜, 降低Si3N4粉末的吸光度, 浆料的固化深度提高至42~51 μm。通过DLP技术成功制备形状复杂、相对密度均高于90%的生坯和烧结件, 如图7所示。该项工作简单有效地解决了Si3N4粉末吸光度过高的问题, 显著提升了光固化浆料的固化厚度有, 后续可通过其它无机氧化物或有机物来包覆氮化硅粉末降低表面折光率或吸光度。
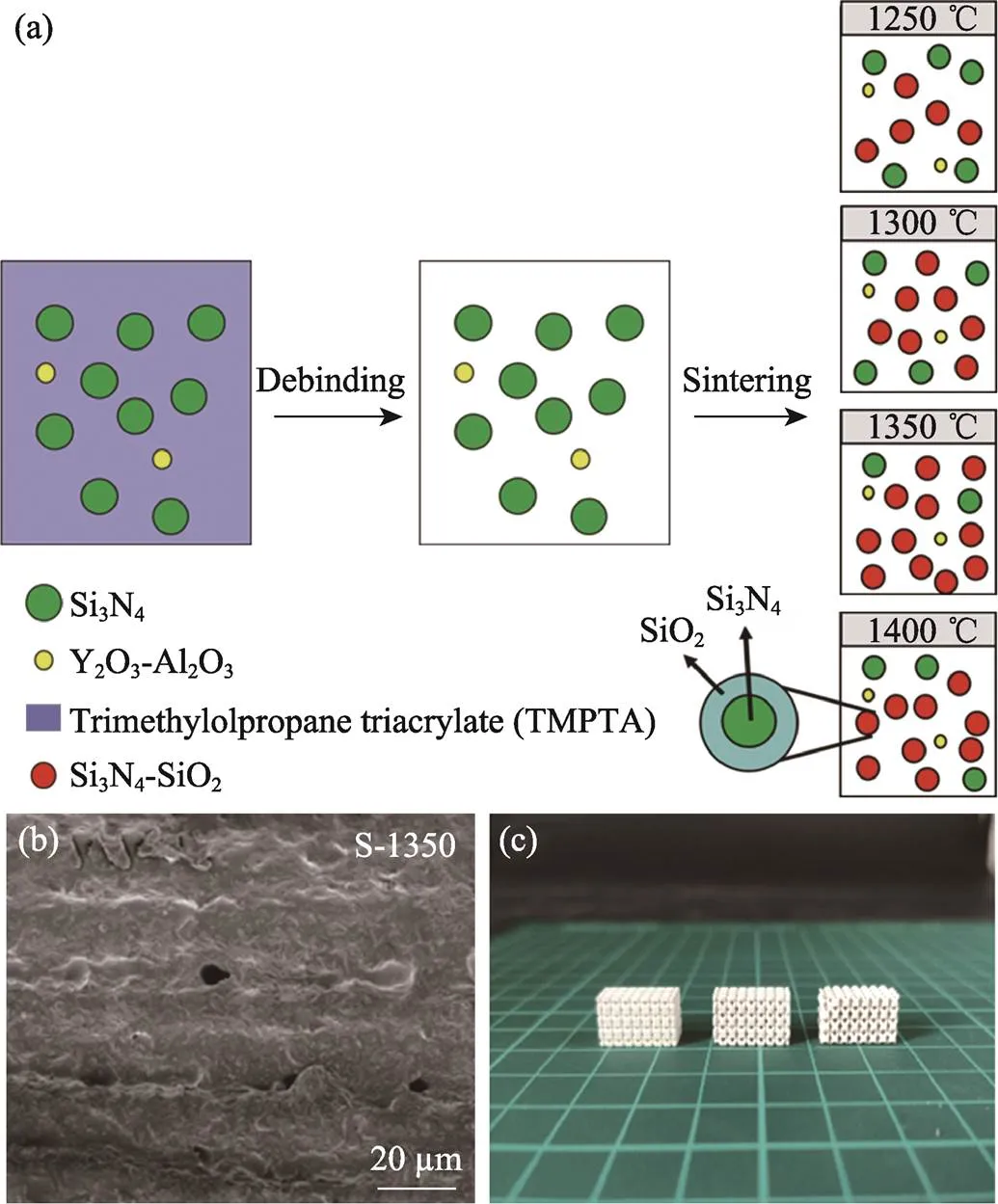
图6 数字光处理成型技术制备Si3N4-SiO2陶瓷[58]
(a) Schematic synthetic reaction process of oxidation of silicon nitride at high temperature; (b) SEM image of fracture surface of Si3N4-SiO2ceramics sintered at 1350 ℃; (c) Si3N4-SiO2ceramics with lattice structure
硅烷偶联剂[61]作为有效的有机包覆剂, 可显著提高悬浮液的分散稳定性, 在Si3N4陶瓷光固化打印中具有一定的应用前景。如Liu等[62]通过使用表面改性剂 KH560抑制了粗Si3N4团聚并且有助于减小Si3N4粉末与分散介质之间的折射率差异, 配合Darvan等分散剂制备了具有较低粘度、体积分数45%高固含量和50 μm固化深度的Si3N4陶瓷浆料。通过DLP技术制备Si3N4生坯后, 在500℃下脱脂并研究其烧结工艺。相比于无压烧结, 5 MPa氮气气氛下热压烧结可减少孔隙量, 得到烧结密度为3.28 g/cm3, 更加致密的Si3N4陶瓷, 显微硬度和断裂韧性分别可达到~14.63 GPa和~5.82 MPa·m1/2。后续的研究工作可通过其它硅烷偶联剂如聚合物改性剂、表面活性剂等对Si3N4粉末进行表面改性, 提高其在树脂中的分散性。同时研究相关有机改性剂包覆对Si3N4粉末的吸光度和折光率的影响。

图7 基于数字光处理的立体光刻法制备表面氧化氮化硅粉末复杂形状陶瓷零件[60]
(a) Green Si3N4body of a blade; (b) Green Si3N4body of a vertebrae; (c) Sintered body of a Si3N4gear; (d) SEM image of sintered body of a Si3N4gear
氮化硅光固化成型技术研究需要重点考虑通过调控树脂组成和改性陶瓷粉体来优化打印浆料性能, 以及采用多种烧结工艺优化致密度并减少缺陷。如表面氧化和有机物包覆等方法可显著降低Si3N4粉体折射率和吸光度, 对浆料固含量和固化厚度有较大提升。烧结工艺研究中, 相比于无压烧结, 热压烧结减少了陶瓷制品中的孔隙量和裂纹, 提高了相对密度和致密化程度。
3.3 其他非氧化物陶瓷光固化成型进展
在其它高折射率、高吸光度陶瓷的光固化增材制造中, 下述方法也可用来提高浆料打印特性。如将低吸光度、低折射率的无机物如SiO2等包覆在非氧化物光固化陶瓷粉末表面, 可提高浆料打印特性, 同时有利于陶瓷体的功能复合。如Tian团队[63]通过在无水乙醇中混合搅拌h-BN和SiO2粉末、并通过旋转蒸发得到h-BN-SiO2复合陶瓷粉末, 配合多种混合单体和光引发剂制备出固含量高达体积分数50%的陶瓷浆料。经过DLP技术打印生坯后, 在600 ℃真空气氛中去除有机物, 并在700 ℃空气中去除生坯中的碳, 最后无压烧结制备了孔隙率高达77.2%, 具有优异介电性能的BN-SiO2多孔陶瓷。其中低吸光度和低折射率的SiO2包覆物提高了该多孔陶瓷浆料的固含量和固化厚度, 并在烧结过程中抑制了h-BN颗粒与氧发生反应。

表3 高折射率、高吸光度陶瓷的光固化成型和烧结性能比较
PEG200: polyethylene glycol 200; TMPTA: trimethylolpropane triacrylate; HDDA: 1,6-hexanediol diacrylate; DVE-3: triethyleneglycol divinyl ether; TPO: (2,4,6-trimethylbenzoyl)phosphine oxide; ACMO: acrylic morpholine; BAPO: bis (2, 4, 6-trimethylbenzoyl) phenyl phosphine oxide; 819: phenylbis (2, 4, 6-trimethylbenzoyl)-phosphine oxide; EA: epoxy acrylate; 184: hydroxycyclohexyl phenyl ketone
4 结束语
综上所述, 光固化增材制造非氧化物陶瓷具有的巨大优点且存在诸多技术挑战[64], 日益成为陶瓷及增材制造领域的研究热点。在增材制造金属及氧化物陶瓷部件在各行各业得到实际应用的同时, 通过非氧化物陶瓷材料–结构–性能跨尺度协同耦合增材制造, 多维度提高增材制造非氧化物陶瓷的力学性能并早日应用于航空航天、集成电路等领域是必须尽快解决的瓶颈之一。本综述从光固化高精度打印成型和致密化等几个方面提出相应的解决思路和展望以供增材制造陶瓷界学者共同提高。
1)非氧化物陶瓷–有机高分子复合体系的光热固化机理研究。非氧化物陶瓷光固化打印控形控性技术很大程度上决定于打印原料性能特征与工艺要求, 包括光学、热学和流变学性能等内在性质与颗粒的形状、级配和粒径分布等宏/微观的特征。研究光辐照非氧化物陶瓷与有机高分子复合体系氧化–还原交联和固化反应机理、流变性能对控形控性技术的影响规律, 实现非氧化物陶瓷的光诱导固化和精确控形控性技术原理是亟需解决的科学问题。
2)非氧化物陶瓷打印浆料的设计与近净尺寸成型增材制造参数优化。设计与制备非氧化物陶瓷–有机高分子复合体系, 提高非氧化物陶瓷体积分数、并优化浆料的流动性等打印特性是难点。可通过对陶瓷颗粒进行硅烷偶联剂预处理、接枝制备包覆层等界面修饰, 调控陶瓷粉体润湿性和吸光性能; 通过陶瓷颗粒级配, 突破高固含量、高稳定性、可打印性好的复合浆料制备技术。研究入射光在浆料体系中的光场传播与能量分布, 优化打印参数, 保证光固化增材制造陶瓷坯件精度控制, 实现近净尺寸打印成型。
3)增材制造非氧化物陶瓷烧结致密化与低应力微小变形控制。增材制造非氧化物陶瓷的性能取决于其制品的微观结构与成分, 在烧结致密化过程中可采用无压烧结、热压烧结、反应熔体渗透(RMI)和前驱体浸渍裂解(PIP)等方法进行致密化来减少缺陷, 提升性能。如碳化硅的烧结工艺中可使用酚醛树脂等高碳残量有机物浸渍打印生坯引入碳源, 再通过液体硅渗透 (LSI) 工艺进行反应烧结, 提升性能的同时降低游离硅的含量。难点在于如何大幅降低打印碳化硅反应烧结后得到的陶瓷部件的残余Si含量。残余Si含量过多会大大影响烧结碳化硅的抗弯强度和弹性模量等力学性能。解决的关键在于构筑多级联通孔道, 通过多次补碳和反应烧结精确控制孔道大小和分布, 降低残余Si含量、并促使Si颗粒细小、均匀弥散分布在陶瓷中。
[1] HALLORAN J W. Ceramic stereolithography: additive manufacturing for ceramics by photopolymerization., 2016, 46(1): 19–40.
[2] DUFAUD O, CORBEL S. Oxygen diffusion in ceramic suspensions for stereolithography., 2003, 92(1): 55–62.
[3] WU H D, CHENG Y L, LIU W,Effect of the particle size and the debinding process on the density of alumina ceramics fabricated by 3D printing based on stereolithography., 2016, 42(15): 17290–17294.
[4] LI W L, LIU W W, QI F,Determination of micro-mechanical properties of additive manufactured alumina ceramics by nanoindentation and scratching., 2019, 45(8): 10612–10618.
[5] SCHWENTENWEIN M, HOMA J. Additive manufacturing of dense alumina ceramics., 2015, 12(1): 1–7.
[6] ZHANG K Q, XIE C, WANG G,High solid loading, low viscosity photosensitive Al2O3slurry for stereolithography based additive manufacturing., 2019, 45(1): 203–208.
[7] WU X Q, LIAN Q, LI D C,Effects of soft-start exposure on the curing characteristics and flexural strength in ceramic projection stereolithography process., 2019, 39(13): 3788–3796.
[8] XU X H, ZHOU S X, WU J F,Preparation of highly dispersive solid microspherical-Al2O3powder with a hydrophobic surface for stereolithography-based 3d printing technology., 2020, 46(2): 1895–1906.
[9] LI X B, ZHONG H, ZHANG J X,Fabrication of zirconia all-ceramic crownDLP-based stereolithography., 2020, 17(3): 844–853.
[10] FU X S, ZOU B, XING H Y,Effect of printing strategies on forming accuracy and mechanical properties of ZrO2parts fabricated by SLA technology., 2019, 45(14): 17630–17637.
[11] HE R X, LIU W, WU Z W,Fabrication of complex-shaped zirconia ceramic partsa DLP-stereolithography-based 3D printing method., 2018, 44(3): 3412–3416.
[12] LI X B, ZHONG H, ZHANG J X,Dispersion and properties of zirconia suspensions for stereolithography., 2020, 17(1): 239–247.
[13] SUN J X, BINNER J, BAI J M. Effect of surface treatment on the dispersion of nano zirconia particles in non-aqueous suspensions for stereolithography., 2019, 39(4): 1660–1667.
[14] WU H D, LIU W, HE R X,Fabrication of dense zirconia- toughened alumina ceramics through a stereolithography-based additive manufacturing., 2017, 43(1): 968–972.
[15] LIU X Y, ZOU B, XING H Y,The preparation of ZrO2-Al2O3composite ceramic by SLA-3D printing and sintering processing., 2020, 46(1): 937–944.
[16] XING H Y, ZOU B, LIU X Y,Effect of particle size distribution on the preparation of ZTA ceramic paste applying for stereolithography 3D printing., 2020, 359: 314–322.
[17] WANG Y Y, WANG Z Y, LIU S H,Additive manufacturing of silica ceramics from aqueous acrylamide based suspension.,2019, 45(17): 21328–21332.
[18] CHARTIER T, BADEV A, ABOULIATIM Y,Stereolithography process: influence of the rheology of silica suspensions and of the medium on polymerization kinetics-cured depth and width., 2012, 32(8): 1625–1634.
[19] BAE C J, KIM D, HALLORAN J W. Mechanical and kinetic studies on the refractory fused silica of integrally cored ceramic mold fabricated by additive manufacturing., 2019, 39(2): 618–623.
[20] LASGORCEIX M, CHAMPION E, CHARTIER T. Shaping by microstereolithography and sintering of macro-micro-porous silicon substituted hydroxyapatite., 2016, 36(4): 1091–1101.
[21] WANG Z, HUANG C Z, WANG J,Development of a novel aqueous hydroxyapatite suspension for stereolithography applied to bone tissue engineering., 2019, 45(3): 3902–3909.
[22] PFAFFINGER M, HARTMANN M, SCHWENTENWEIN M,Stabilization of tricalcium phosphate slurries against sedimentation for stereolithographic additive manufacturing and influence on the final mechanical properties., 2017, 14(4): 499–506.
[23] CHEN Z W, LIU C B, LI J J,Mechanical properties and microstructures of 3D printed bulk cordierite parts., 2019, 45(15): 19257–19267.
[24] HE R J, ZHOU N P, ZHANG K Q,Progress and challenges towards additive manufacturing of SiC ceramic., 2021, 10(4): 637–674.
[25] SEFIU A R, DING Y X, SHU F X,Photopolymerization- based additive manufacturing of ceramics: a systematic review., 2021, 10(3): 442–471.
[26] LIU Y, CHEN Z W. Research progress in photopolymerization- based 3D printing technology of ceramics., 2020(9): 1–12.
[27] TANG J, YANG Y, HUANG Z R. Research progress of silicon carbide ceramic slurry based 3D printing., 35(S01): 8.
[28] GRIFFITH M L, HALLORAN J W. Scattering of ultraviolet radiation in turbid suspensions., 1997, 81(6): 2538–2546.
[29] DING G J, HE R J, ZHANG K Q,Stereolithography-based additive manufacturing of gray-colored SiC ceramic green body., 2019, 102(12): 7198–7209.
[30] WU K C, SEEFELDT K F, SOLOMON M J,Prediction of ceramic stereolithography resin sensitivity from theory and measurement of diffusive photon transport., 2005, 98(2): 10.
[31] BURGER R, WENDLAND W L. Sedimentation and suspension flows: historical perspective and some recent developments., 2001, 41(2/3): 101–116.
[32] CHEN Z W, LI Z Y, LI J J,3D printing of ceramics: a review., 2019, 39(4): 661–687.
[33] WANG M, XIE C, HE R J,Polymer-derived silicon nitride ceramics by digital light processing based additive manufacturing., 2019, 102(9): 5117–5126.
[34] DE HAZAN Y, PENNER D. SiC and SiOC ceramic articles produced by stereolithography of acrylate modified polycarbosilane systems., 2017, 37(16): 5205–5212.
[35] TANG J, GUO X T, CHANG H T,The preparation of SiC ceramic photosensitive slurry for rapid stereolithography., 2021, 41(15): 7516–7524.
[36] VRANCKENAND K C, POSSEMIERS K, VAN DER VOORT P,Surface modification of silica gels with aminoorganosilanes., 1995, 98(3): 235–241.
[37] LIU D, MALGHAN S G. Role of polyacrylate in modifying interfacial properties and stability of silicon nitride particles in aqueous suspensions., 1996, 110(1): 37–45.
[38] XIAO C X, NI Q, CHEN HAN,Effect of polyvinylpyrrolidone on rheology of aqueous SiC suspensions dispersed with poly(aspartic acid)., 2012, 399: 108–111.
[39] LIU G W, ZHANG X Z, YANG J,Recent advances in joining of SiC-based materials (monolithic SiC and SiCf/SiC composites): joining processes, joint strength, and interfacial behavior., 2019, 8(1): 19–38.
[40] CHEN X W, CHENG G F, ZHANG J M,Residual stress variation in SiCf/SiC composite during heat treatment and its effects on mechanical behavior., 2020, 9(5): 567–575.
[41] EOM J H, KIM Y W, RAJU S. Processing and properties of macroporous silicon carbide ceramics: a review., 2013, 1(3): 220–242.
[42] ZHAO R C, BAO J X. Lightweight structure and mirror blank formation of the SiC ceramic mirror with large caliber., 2014, 12(6): 65–69.
[43] WU H B, YAN Y J, LIU G L,Effects of grain grading on microstructures and mechanical behaviors of pressureless solid-state-sintered SiC., 2015, 12(5): 976–984.
[44] LI Y, GAO J Q, YANG J F. Preparation of complicated SiC green bodiesaqueous slip casting., 2010, 434–435: 88–91.
[45] BAI X J, DING G J, ZHANG K Q,Stereolithography additive manufacturing and sintering approaches of SiC ceramics., 2021, 5: 100046.
[46] ZHANG H, YANG Y, HU K H,Stereolithography-based additive manufacturing of lightweight and high-strength Cf/SiC ceramics., 2020, 34: 101199.
[47] DING G J, HE R J, ZHANG K Q,Dispersion and stability of SiC ceramic slurry for stereolithography., 2020, 46(4): 4720–4729.
[48] DING G J, HE R J, ZHANG K Q,Stereolithography 3D printing of SiC ceramic with potential for lightweight optical mirror., 2020, 46(11, Part B): 18785–18790.
[49] HU C Q, CHEN Y F, YANG T S,Effect of SiC powder on the properties of SiC slurry for stereolithography., 2021, 47(9): 12442–12449.
[50] CAO J W, IDREES M, TIAN G Q,Complex SiC-based structures with high specific strength fabricated by vat photopolymerization and one-step pyrolysis., 2021, 48: 102430.
[51] TIAN X Y, ZHANG W G, LI D C,Reaction-bonded SiC derived from resin precursors by stereolithography., 2012, 38(1): 589–597.
[52] CHEN R G, LIAN Q, HE X N,A stereolithographic diamond-mixed resin slurry for complex SiC ceramic structures., 2021, 41(7): 3991–3999.
[53] XING H Y, ZOU B, WANG X F,Fabrication and characterization of SiC whiskers toughened Al2O3paste for stereolithography 3D printing applications., 2020, 828(5): 154347.
[54] ZORAN K, VLADIMIR D K. Silicon nitride: the engineering material of the future., 2012, 47(2): 535–552.
[55] HAMPSHIRE S. Silicon nitride ceramics-review of structure, processing and properties., 2007, 24(1): 2685–2689.
[56] RILEY F L. Silicon nitride and related materials., 2000, 83(2): 245–265.
[57] XING H Y, ZOU B, LIU X Y,Fabrication strategy of complicated Al2O3-Si3N4functionally graded materials by stereolithography 3D printing., 2020, 40(15): 5797–5809.
[58] CHEN R F, DUAN W Y, WANG G,Preparation of broadband transparent Si3N4-SiO2ceramics by digital light processing (DLP) 3D printing technology., 2021, 41(11): 5495–5504.
[59] LI X B, ZHANG J X, DUAN Y S,Rheology and curability characterization of photosensitive slurries for 3D printing of Si3N4ceramics., 2020, 10: 6438.
[60] HUANG R J, JIANG Q G, WU H D,Fabrication of complex shaped ceramic parts with surface-oxidized Si3N4powderdigital light processing based stereolithography method., 2019, 45(4): 5158–5162.
[61] SHEN X, GAO Y A, XU Z. Research and application of silane coupling agents., 2006, 27(1): 14–17.
[62] LIU Y, ZHAN L N, HE Y,Stereolithographical fabrication of dense Si3N4ceramics by slurry optimization and pressure sintering., 2020, 46(2): 2063–2071.
[63] TIAN Z, YANG Y P, WANG Y,Fabrication and properties of a high porosity H-BN-SiO2ceramics fabricated by stereolithography- based 3D printing., 2019, 236: 144–147.
[64] SHI B H, SHANG Y Y, ZHANG P,Dynamic capillary-driven additive manufacturing of continuous carbon fiber composite., 2020, 2(6): 1594–1604.
Research Progress and Prospects of Non-oxide Ceramic in Stereolithography Additive Manufacturing
YANG Yong1,2, GUO Xiaotian1,3, TANG Jie1,2, CHANG Haotian1,3, HUANG Zhengren1,2, HU Xiulan3
(1. State Key Laboratory of High Performance Ceramics and Superfine Microstructures, Shanghai Institute of Ceramics, Chinese Academy of Sciences, Shanghai 200050, China; 2. College of Materials Science and Opto-Electronic Technology, University of Chinese Academy of Sciences, Beijing 100049, China; 3. College of Materials Science and Engineering, Nanjing Tech University, Nanjing 211816, China)
At present, stereolithography 3D printing technology is widely used in ceramic additive manufacturing because of its high printing accuracy. Among them, the stereolithography ceramic slurry of non-oxide ceramics such as silicon carbide, silicon nitride,., has problems such as poor dispersion stability and low curing layer thickness because the incident light is difficult to penetrate and produce light curing reaction for printing high-solid-loading slurry.This is all because the refractive index and optical absorbance of the non-oxide ceramic printing material powder are relatively high.Therefore, printing and molding of high-solid-content non-oxide ceramics have become main challenges in stereolithography 3D printing, and the technology has attracted a large number of researchers to study its light-curing mechanism, powder control and other mechanisms.This paper systematically summarizes the research works of several non-oxide ceramics such as light-curing slurry preparation, light-curing molding, organic matter removal, and sintering densification.It also analyzes and discusses several methods of adjusting composition of photosensitive resin and modifying ceramic powder, and proposes innovative solutions to improve the slurry performance of non-oxide ceramics, optimize its light-curing printing, repair its densification defects and improve its performance. And the ultimate goal is to promote the advancement of high-precision preparation technology for light-curing additive manufacturing of large-size, complex-structure non-oxide ceramic parts.
stereolithography; 3D printing; non-oxide; densification; review
TQ174
A
1000-324X(2022)03-0267-11
10.15541/jim20210705
2021-11-15;
2021-12-23;
2022-01-06
国家重点研发计划(2021YFB3701500); 中国科学院科研装备研制项目(YZQT014)
National Key Research and Development Project (2021YFB3701500); Research Instrument Development Project of Chinese Academy of Sciences (YZQT014)
杨勇(1974–), 男, 研究员. E-mail: yangyong@mail.sic.ac.cn
YANG Yong (1974–), male, professor. E-mail: yangyong@mail.sic.ac.cn
胡秀兰, 教授. E-mail: whoxiulan@163.com
HU Xiulan, professor. E-mail: whoxiulan@163.com
