应用在桥梁施工中碳纤维复合材料的制备工艺研究
2022-06-27谢建武
谢建武
(天津交通职业学院,天津300112)
国内桥梁建设在近年来得到了迅猛发展,这主要与国内经济高速发展、桥梁施工技术取得长足进步以及桥梁用材不断升级等[1]有关,尤其是近些年国内桥梁建设一直呈现稳步增长的态势,按照预先设定的设计内容建造桥梁,需要从桥梁所需的原材料等各个环节进行控制,而随着国内重载型汽车等逐步增多,现代化桥梁的承重难题逐渐显现,而实现桥梁轻量化和提高桥梁用材抵抗弯曲的强度都是可行的方案[2]。碳纤维复合材料由于密度小、比强度高等优点有望在桥梁施工管理中应用,然而目前的碳纤维复合材料的研究多集中在短切碳纤维上[3-4],而在长碳纤维增强树脂基复合材料方面的研究报道较少,加工成型工艺及其对弯曲强度的影响规律也不清楚[5-7]。在此基础上,本文选取长碳纤维和树脂为原料,考察了模压成型工艺对碳纤维复合材料弯曲强度的影响,结果将有助于高性能碳纤维复合材料的开发和推动其在桥梁施工中的应用。
1 试验材料与方法
1.1 原料与设备
树脂基体为长春吉大特塑工程研究有限公司提供的含二氮杂萘酮联苯结构聚芳醚腈砜(粘度0.51、5%热失重519.2、残炭率50.44%);增强材料为日本东丽公司提供的T700型长碳纤维(长度25mm、拉伸强度5200MPa、拉伸模量265GPa、断后伸长率1.98%、密度1.82g/cm3)。
主要设备:苏州捷和实业有限公司的XLB-D0.25型真空模压机;上海恒黔科技有限公司的HOCHECK真空烘箱;美国MTS公司的INSTRON 3382型万能试验机;日本JEOL公司的IT500型钨灯丝扫描电镜。
1.2 试件制备
将含二氮杂萘酮联苯结构聚芳醚腈砜进行水煮24h后,置于氯仿溶液中进行溶解,过滤后沉降出树脂并真空烘干,然后在真空烘箱中进行120℃保温5h的干燥处理,然后真空保存。将经过预处理的含二氮杂萘酮联苯结构聚芳醚腈砜与氯仿按照体积比1:30的比例进行混合,搅拌均匀后得到树脂溶液,将树脂溶液与碳纤维按照每300mL加入5g的比例进行混合,利用高温模压成型机制备碳纤维复合材料板[8]。溶液导入导槽中后进行超声振动处理15min,待溶剂挥发后将预浸料置于真空烘箱中进行155℃/24h热处理,再进行模压成型。
1.3 测试方法
根据GB/T 1447-2005《纤维增强塑料拉伸性能试验方法》,将碳纤维复合材料加工成哑铃形状(宽10mm、长100mm、跨厚比16),采用万能试验机进行速率为2mm/min的弯曲试验,最终结果取5组试样的平均值;弯曲试验后的试样断面形貌采用IT-500型扫描电镜进行观察。
2 试验结果与分析
图1为模压温度对碳纤维复合材料弯曲强度的影响,分别列出了模压温度为355℃、360℃、365℃和370℃时碳纤维复合材料的弯曲强度,此时长碳纤维体积含量为40%、压力设定为8MPa、模压成型时间为60min。当模压温度为355℃时,碳纤维复合材料的弯曲强度为328MPa;随着模压温度升高,碳纤维复合材料的弯曲强度先增大后减小,在模压温度为360℃时取得最大值(384MPa)。这是由于模压温度较低时,碳纤维复合材料中的树脂浸润不够充分,外加载荷作用下不能均匀受力[9];当模压温度较高时,碳纤维虽然能够在熔融树脂中充分浸润,但是过高的温度会使得树脂发生一定程度分解[10],造成碳纤维复合材料弯曲强度降低。通过考察模压温度对碳纤维复合材料弯曲强度的影响可知,碳纤维复合材料适宜的模压温度为360℃。
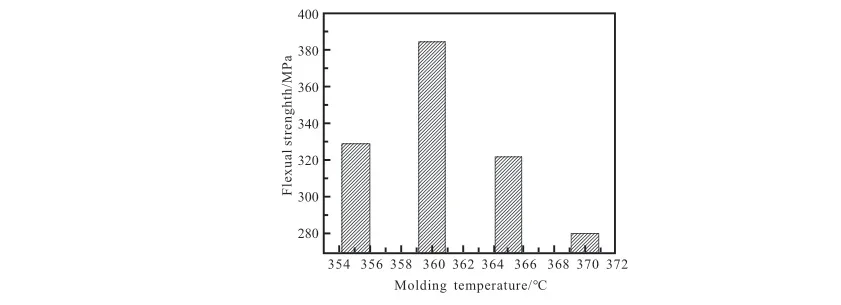
图1 模压温度对碳纤维复合材料弯曲强度的影响Fig. 1 Effect of molding temperature on bending strength of carbon fiber composites
图2为模压压力对碳纤维复合材料弯曲强度的影响,分别列出了模压压力为6MPa、8MPa、10MPa、12MPa和14MPa时碳纤维复合材料的弯曲强度,此时长碳纤维体积含量为40%、模压温度为360℃、模压成型时间为60min。当模压压力为6MPa时,碳纤维复合材料的弯曲强度为300MPa;随着模压压力升高,碳纤维复合材料的弯曲强度先增大后减小,在模压压力为10MPa时取得最大值(372MPa)。这是由于模压压力较低时,碳纤维复合材料中存在一定的空隙等缺陷[11],弯曲强度较低;当模压压力过大时,虽然足够大的模压压力有助于碳纤维在熔融树脂中的浸润效果,但是树脂和碳纤维在模压过程中容易出现贫胶现象,局部区域还可能出现碳纤维的断裂,碳纤维的弯曲强度反而有所减小,且成型过程中还可能造成脱模困难的问题[12]。通过考察模压压力对碳纤维复合材料弯曲强度的影响可知,碳纤维复合材料适宜的模压压力为10MPa。
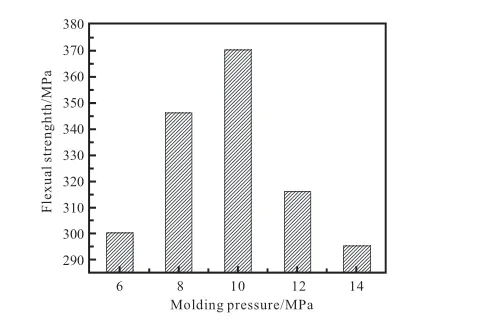
图2 模压压力对碳纤维复合材料弯曲强度的影响Fig. 2 Effect of molding pressure on bending strength of carbon fi ber composites
图3为成型时间对碳纤维复合材料弯曲强度的影响,分别列出了模压成型时间为40min、50min、60min和70min时碳纤维复合材料的弯曲强度,此时长碳纤维体积含量为40%、温度设定为360℃、模压压力为10MPa。当模压时间为40min时,碳纤维复合材料的弯曲强度为315MPa;随着模压成型时间升高,碳纤维复合材料的弯曲强度先增大后减小,在模压成型时间为60min时取得最大值。这是由于模压成型时间较短时,碳纤维和熔融树脂之间还没浸润充分,碳纤维弯曲强度较低;模压成型时间过长,虽然熔融树脂可以与碳纤维充分浸润,但是熔融树脂可能出现局部老化降解[13],导致碳纤维复合材料的弯曲强度降低。通过考察模压成型时间对碳纤维复合材料弯曲强度的影响可知,碳纤维复合材料适宜的模压成型时间为60min。
图4为碳纤维复合材料中长碳纤维体积含量对弯曲强度的影响,分别列出了长碳纤维体积含量为0%~50%时碳纤维复合材料的弯曲强度,此时模压温度为360℃、模压压力为10MPa、模压成型时间为60min。当长碳纤维体积含量为0%时,碳纤维复合材料的弯曲强度为122MPa;长碳纤维含量为20%~50%的碳纤维复合材料的抗弯强度都高于0%的试样,且随着长碳纤维体积含量增加,碳纤维复合材料的抗弯强度呈现先增加后减小的趋势,在长碳纤维体积含量为45%时取得最大值。这是由于碳纤维自身具有较高的强度,在复合材料中可以起到增筋作用而承受更高的载荷,且这种增强作用通常会随着长碳纤维体积含量的增加而增大,但是如果长碳纤维体积含量过高,碳纤维会在复合材料中的浸润效果会减弱,局部还可能出现缠结而产生应力集中[14],多方面共同作用下会使得复合材料的抗弯强度减小。通过考察碳纤维复合材料中长碳纤维体积含量对弯曲强度的影响可知,碳纤维复合材料适宜的长碳纤维体积含量为45%。
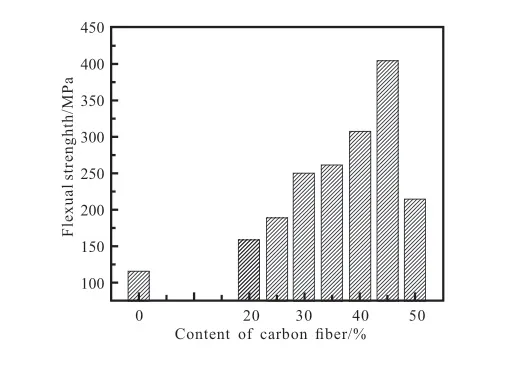
图4 碳纤维复合材料中长碳纤维体积含量对弯曲强度的影响Fig. 4 Effect of volume content of long carbon fiber in carbon fiber composites on flexural strength
图5为碳纤维复合材料的断面形貌。可见,在碳纤维复合材料断裂后,长碳纤维体积含量为25%~50%时碳纤维复合材料的断面中都可见被拔出的碳纤维残留的孔洞,且碳纤维表面较为光滑,这主要是由于熔融浸润法制备的碳纤维复合材料中的碳纤维与树脂只是发生了物理结合[15],且模压过程中由于模压工艺的缘故,碳纤维与树脂还有可能出现未浸润等现象,因此,其弯曲强度会受到模压压力、模压成型时间等的影响,但是相对而言,长碳纤维含量为45%时碳纤维在复合材料中的浸润效果较好,对复合材料的增强作用达到最佳,为适宜的长碳纤维添加量。继续增加长碳纤维体积含量,会在局部产生缠结和聚集,外加应力作用下将产生应力集中而降低弯曲强度。
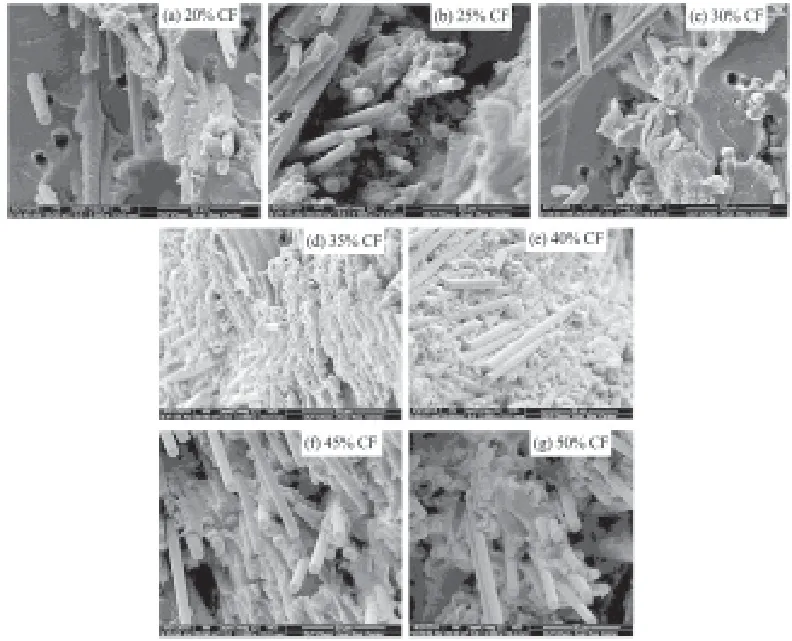
图5 碳纤维复合材料的断面形貌 Fig.5 Cross section morphology of carbon fiber composites
3 结论
(1)当模压温度为355℃时,碳纤维复合材料的弯曲强度为328MPa;随着模压温度升高,碳纤维复合材料的弯曲强度先增大后减小,在模压温度为360℃时取得最大值(384MPa)。
(2)当模压压力为6MPa时,碳纤维复合材料的弯曲强度为300MPa;随着模压压力升高,碳纤维复合材料的弯曲强度先增大后减小,在模压压力为10MPa时取得最大值(372MPa)。
(3)当模压时间为40min时,碳纤维复合材料的弯曲强度为315MPa;随着模压成型时间延长,碳纤维复合材料的弯曲强度先增大后减小,在模压成型时间为60min时取得最大值。
(4)当长碳纤维体积含量为0%时,碳纤维复合材料的弯曲强度为122MPa;长碳纤维含量为20%~50%的碳纤维复合材料的抗弯强度都高于0%的试样,且随着长碳纤维体积含量增加,碳纤维复合材料的抗弯强度呈现先增加后减小的趋势,在长碳纤维体积含量为45%时取得最大值。
