球墨铸铁表面改性技术及其耐磨涂层研究现状
2022-06-27闫雪芳向军淮肖伯涛
闫雪芳,向军淮,胡 敏,肖伯涛,2
(1.江西科技师范大学 江西省材料表面工程重点实验室,江西 南昌 330013; 2.华中科技大学 材料成形与模具技术国家重点实验室,湖北 武汉 430074)
相对于钢而言,铸铁因成本低、铸造性、加工性和润滑性优良等优点而受到工业的青睐。其中,球墨铸铁拥有与钢相近的强韧性,被作为以铁代钢的材料来使用,是常用的热轧辊基体材料[1-2]。热轧辊使用的工况恶劣,表面容易发生摩擦磨损、腐蚀、高温氧化、热疲劳而致使轧辊失效,从而降低轧辊的使用寿命[3]。因此,作为热轧辊材料不仅要具备较高的硬度和耐磨性、良好的耐热耐蚀性,而且还要有足够的抗疲劳性。
为了改善球墨铸铁轧辊的性能,提高其使用寿命,对其进行表面改性是一种行之有效的处理方法。其中,表面熔覆和合金化是一种能够显著改善轧辊表面性能和使用寿命而又不会明显增加生产成本的方法[4]。表面熔覆及合金化方法众多,制得的合金涂层也性能各异。因此,本文系统地分析了国内外球墨铸铁表面合金化处理改性技术的应用现状,着重分析了球墨铸铁耐磨涂层材料体系,阐述了表面改性处理球墨铸铁的耐磨作用机理,为球墨铸铁热耐磨材料的表面处理提供参考依据。
1 球墨铸铁表面改性技术
利用表面改性技术对球墨铸铁表面进行熔覆和合金化处理,可提高球墨铸铁表面硬度和耐磨性。常用的表面改性技术有热喷涂、堆焊、激光表面合金化以及等离子束表面合金化等技术[5]。
1.1 热喷涂
热喷涂技术是利用燃烧的火焰、等离子弧以及电弧等提供的热量将粉末状、丝状、带状或者棒状的涂层材料(金属或者非金属材料)加热到半熔融态或者熔融态,然后借助压缩空气以一定的速度喷射到预处理的基体表面,以较高的沉积速率形成具有耐蚀、耐磨和耐热的合金涂层[6]。热喷涂技术包含大气等离子喷涂、超音速等离子喷涂、超音速空气燃料喷涂、高速电弧喷涂、超低压等离子喷涂和爆炸喷涂等[7]。
热喷涂技术制备合金涂层不受涂层材料的限制,应用范围广,适于金属、陶瓷、高分子等材料,能够在基体材料表面沉积成厚度为微米级到毫米的合金涂层,而且适用于多种形状和尺寸的基底材料并使其保持相对较低的温度优势[7-8]。同时也存在一定的缺点,一是热喷涂属于热处理工艺,在加工过程中需要考虑基体材料发生塑性变形的大小;二是基体材料和喷涂涂层之间呈机械结合,如果结合强度较低,由于喷涂材料的热胀冷缩必然导致孔隙的生成,耐磨性将会较差[9]。
1.2 焊接
焊接是制备表面合金涂层的传统技术。根据焊接工艺不同,焊接包括焊条电弧焊、埋弧焊、气体保护焊、等离子弧焊、电子束焊接、激光焊接和堆焊等[10-13]。其中,堆焊在表面合金化方面应用最广,在表面工程领域中占有重要地位,可应用于采矿业、制糖厂、石油化工以及核能工业等[14]。焊接技术是借助高能量密度的热源将具有独特使用性能的合金涂料熔融成液态金属沉积在基体材料表面,液态金属与基体材料以原子结合的方式改变了基体材料的化学成分和微观组织,从而获得良好的耐磨、耐蚀及耐热合金涂层[15-17]。堆焊可修复因磨损或腐蚀而失效的工件,延长工件的使用寿命。
1.3 激光合金化
激光合金化是将激光束照射在已涂覆具有一定特殊性能合金涂料的材料表面,利用激光束的热量将材料表面和涂料加热并熔融,随后在冷却凝固的过程中,材料表面形成新的微观组织,进而形成具有耐蚀、耐热等表面性能的合金涂层[18-19]。与传统的表面改性技术(焊接和热喷涂)相比,激光合金化对基体材料的热影响较小、热变形小,同时,又能使材料获得良好的力学性能[20-21]。这是因为激光具有高能量密度,处理速度快,熔融熔池的合金以高达103~108K/s的冷却速率形成非平衡凝固,生成亚稳相;其次,由于是非平衡凝固,过饱和度增大,生成了过饱和组织,这是传统加工技术无法企及的[22]。但是激光合金化也存在缺点,即与其他表面改性技术相比,激光合金化使用的设备成本偏高,尚不能广泛推广[23]。
1.4 激光熔覆
激光熔覆与激光合金化同属于激光改性技术。同激光合金化相比,激光熔覆会使填充的合金材料完全熔化,而基体材料部分熔化,凝固后形成冶金结合界面[24]。另外,激光熔覆对基体的稀释率较低和热影响区较小,可减小工件变形,实现表面改性,在机械工业、石油化工等领域有着广泛的应用前景[25]。但是,熔覆层质量不稳定,存在裂纹、气孔等缺陷,并且成分、组织不均匀、自动化控制技术不够成熟等是激光熔覆的主要缺点[26]。
J.B. Lyu等[3, 27]以球墨铸铁为基材,采用Nd:YAG固体脉冲激光器和连续CO2激光器在其表面制备高速钢涂层。结果表明,两种熔覆层的硬度分别是球墨铸铁硬度的2倍和3倍左右,采用CO2激光熔覆可以获得更好的冶金结合性能、密度高、无裂纹的合金涂层。
1.5 等离子束合金化
等离子束合金化是以等离子束作为热源,将涂抹在基体材料表面的合金涂料快速熔融,凝固后在工件表面形成一定厚度的合金层[28]。与激光束和电子束相比,等离子束合金化技术运行成本低,能源效率高,不需要真空环境和预处理,工艺简单、易于操作等[29-30]。该技术中所使用的等离子体是一种特殊的气态物质,等离子束的电磁搅拌作用能够使合金元素在合金熔池中分布更加均匀,而且化学活性高使其在表面强化领域中具有优越的地位[31-32]。
2 球墨铸铁耐磨合金涂层
合金粉末是表面合金化处理必不可少的要素,在表面合金化处理中具有重要的作用,应依据工件的实际工作环境和经济实用性合理地选择合金粉末[33]。此处以热轧辊用球墨铸铁的表面合金化为例,详细分析其合金涂层的分类及其性能差异,为球墨铸铁表面合金化奠定理论基础。
众所周知,热轧辊区的工作环境恶劣,要长时间与高温金属板材接触,同时又会受到冷却介质的激冷激热作用,经常会发生磨损失效和疲劳失效。为了延长热轧辊使用寿命,提高其耐磨性是轧辊修复时首先要考虑的问题,在热轧辊修复时,合金粉末的选择尤为重要。
表面合金化用合金粉末种类繁多,随着生产的发展,合金粉末体系不断地完善,目前,应用最广泛的合金粉末是自溶性金属基合金粉末和陶瓷合金化粉末等[34]。
2.1 自溶性金属基合金粉末
自溶性金属基合金粉末是表面合金化中应用的最多的,常见的有铁基合金粉末、镍基合金粉末和钴基合金粉末。
2.1.1铁基合金粉末
铁基合金粉末在表面工程中比较常见,这种合金粉末成本较低且具有良好的耐磨性,可用于延长经受磨料磨损或者其他磨损条件下的组件的寿命[35]。在工厂中,铁碳合金是大多数零部件的主要成分,零部件的元素组成、成分及热膨胀系数与铁基合金粉末接近,则铁基合金涂层能够与基体材料形成良好的结合界面,且润湿性良好[36]。
李养良等[37]使用DL-T5000 型CO2激光器在 QT-500 球墨铸铁表面制备铁基合金涂层,合金涂层的硬度相对于基体材料提高了2.5倍,摩擦磨损试验后磨损量约是基体磨损量的1/3,球墨铸铁的耐磨性能提高。陈莉等[38]利用激光熔覆技术在球墨铸铁基体上制备铁基自熔合金涂层,当扫描速度Vs为2.47 mm/s、送粉速度Vf为500 mg/s时,其耐磨性能达到最好。
2.1.2镍基合金粉末
镍基合金具有良好的耐热、耐蚀以及较高的强韧性,而且镍基合金涂层在高温条件下会形成致密的氧化层,从而获得优异的耐磨性[39],因此可对滚筒、凸轮、轧辊等[40]耐磨损零件进行预防性保护和修复。
F.Arias-González等[41]使用激光熔覆技术在球墨铸铁表面上制备了镍基合金涂层,该涂层具有较高的硬度和良好的韧性。王硕煜等[42]使用激光合金化技术在QT-6300球墨铸铁表面制备了镍基合金涂层,该合金涂层硬度高达720 HV0.1,并进行高温摩擦磨损实验,摩擦系数低至0.305、磨损率低至7.55×10-6g/(N·m)-1。李养良等[43]使用DL-T5000型CO2激光器在 QT-500 球墨铸铁表面制备镍基合金涂层,合金涂层的硬度相对于基体球墨铸铁提高了5倍,在相同的条件下,球墨铸铁基体的磨损率将近是合金涂层磨损率的6倍,如表1所示。

表1 基体与熔覆层磨损量[43]
2.1.3钴基合金粉末
钴基合金粉末是以Co为主要元素,添加一定含量的合金元素Ni、Cr、W和少量非金属元素C等制成自熔性合金涂层,具有良好的耐磨、耐蚀和耐高温性能,常应用于电力设备、燃气轮机、航空航天以及冶金化工等[44-45]设备中。童文辉等[46]在QT600-3球墨铸铁基材表面成功制备出CoCrW钴基合金涂层,合金涂层的最高硬度达到1077 HV0.2,是球墨铸铁的硬度4倍以上,见图1。R.Arabi Jeshvaghani等[47]采用TIG表面处理技术在球墨铸铁表面制备出厚度为3 mm的亚共晶钨铬钴合金涂层,耐磨性和硬度均有所提高。
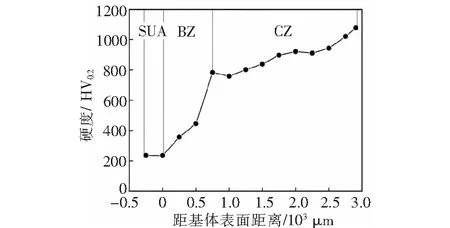
图1 钴基合金熔覆层横截面显微硬度分布[46]Fig.1 Microhardness distribution of cross-section of the cobalt-based alloy cladding layer
铁基、镍基和钴基合金粉末是球墨铸铁表面处理比较常用的合金粉末,但随着生产技术的进步和发展,这三种合金涂层的硬度及耐磨性仍需提高。
2.2 金属陶瓷复合粉末
除了铁基合金粉末、镍基合金粉末和钴基合金粉末等常用的球墨铸铁表面处理合金粉末外,金属陶瓷复合粉末是另一种球墨铸铁表面处理所用到的合金粉末。
金属陶瓷复合粉末是在自溶性钴基合金、镍基合金和铁基合金的基础上添加高硬度、高熔点的碳化物、氧化物和氮化物等陶瓷相[48]制成的混合型粉末。同单一的合金粉末相比,金属陶瓷复合粉末结合了金属粉末和陶瓷相的优点,制成合金涂层后,硬度更高、热稳定性更好、抗磨损性更优异[49],常用于制造各种耐磨零件,如刹车盘、轧辊、发动机缸套以及活塞等。在航天航空、汽车工业制造、轨道交通等领域具有很大的应用前景[50]。
童文辉等[51]利用激光熔覆技术在球墨铸铁表面制备含有30%TiC的钴基合金涂层,添加TiC后可使合金涂层的最高硬度达到1278.8 HV0.2。X.Zhou等[52]探索一种新型铁基合金粉末,并加入陶瓷颗粒SiC,在球墨铸铁表面制备出厚度为60 μm的铁基非晶合金涂层,合金涂层致密均匀,显微硬度达到880 HV100,使得球墨铸铁表面的耐磨性得以大大提高。
3 合金元素耐磨作用机理
合金化处理改善球墨铸铁组织及耐磨性的原因可归结为:1)合金元素和碳原位生成碳化物起到第二相强化作用;2)合金元素引起细晶强化和固溶强化等作用。表面合金化涂层中的第二相强化、细晶强化和固溶强化相辅相成,不可分割。
3.1 硬质相-碳化物强化
采用合金化在球墨铸铁表面制备碳化物增强金属基复合涂层是改善球墨铸铁耐磨性的常用方法。在合金化处理时,合金元素与球墨铸铁中的碳发生原位反应生成碳化物。原位反应生成的碳化物在作为增强相的同时还起到了异质形核核心的作用,奥氏体以及共晶碳化物依附在碳化物上生长,形核率增加,晶粒细化[4],如图2所示;另外,合金元素与碳结合,加强了Fe-C原子之间的结合力,使碳原子游离析出,阻碍碳原子石墨化,其硬度和耐磨性进一步增加[1, 53]。
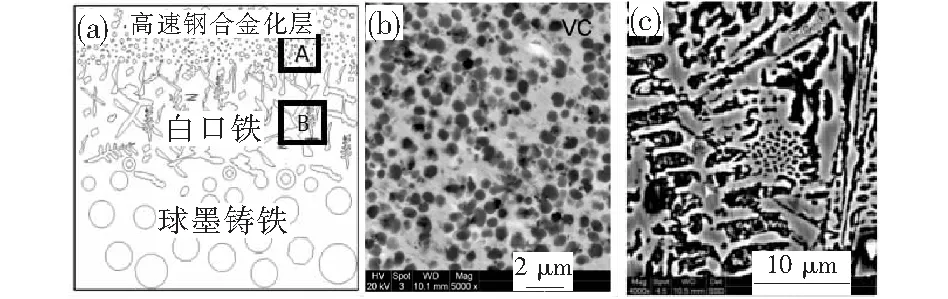
(a)高钒高速钢梯度模型示意图;(b)图2(a)中A区域组织图;(c)图2(a)中B区域组织图图2 晶粒细化组织图[4](a)schematic diagram of gradient model of high vanadium high speed steel;(b)microstructure of area A in Fig.2(a);(c)microstructure of area B in Fig.2(a)Fig.2 Grain refinement structure
3.2 细晶强化和固溶强化
根据霍尔-佩奇公式σs=σ0+kd-1/2可知,晶粒平均直径越小,则材料的屈服强度越高;同时增大材料的塑性和韧性,是对材料进行强韧化处理的常用方法。在铸铁合金化处理时,合金元素作为异质形核核心可提高结晶组织的形核率,故而可达到晶粒细化的效果[54]。而固溶强化则是借助附加手段,使铸铁中石墨溶解,然后再以较快的速度冷却使其发生非平衡凝固,从而获得过饱和固溶体,使铁原子发生晶格畸变,位错运动受阻,进而使材料强度增大。固溶强化过程中,合金元素与位错交互作用,溶质熔入溶剂会受到位错的阻碍,同时,合金元素又会阻碍位错移动,对位错起到钉扎作用,可抑制合金发生塑性变形,实现材料强化。另外,某些合金元素具有与溶剂相同的晶体结构,易形成固溶体。合金元素固溶于奥氏体,具有稳定奥氏体的作用,使 C曲线向右移动,Ms和Mf降低,淬透性提高,而合金层中生成大量的马氏体,可使基体硬度及耐磨性提高[1, 55]。
合金化处理后球墨铸铁硬度和耐磨性提高是多因素综合作用的结果,也是细晶强化、固溶强化及硬质相碳化物强化共同作用的结果[4、5, 56]。
此外,H.Zhao等[57]利用等离子束合金化技术在球墨铸铁表面原位生成Cup/Fe涂层,其硬度和耐磨性均优于基体,富Cu颗粒在进行摩擦实验的过程中生成Cu膜对合金涂层发挥着减摩功能,从而提高了合金的耐磨性,如图3所示。
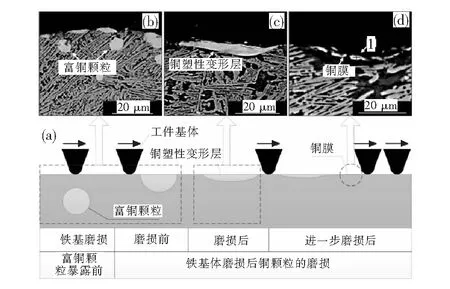
(a)示意图;(b) 富铜颗粒相;(c)铜变形层;(d)铜膜图3 富铜颗粒减摩示意图及组织演变图[57](a)schematic diagram; (b)copper-rich particle phase; (c)copper plasticized layer;(d) Cu filmFig.3 Schematic diagram of friction reduction and tissue evolution of copper-rich particles
4 结论
传统表面处理技术在球墨铸铁表面熔覆及合金化中得到应用和推广;自溶性金属基合金粉末和陶瓷合金化粉末成为球墨铸铁表面熔覆与表面合金化广泛使用的合金粉末。在球墨铸铁表面制备出了润湿性好、硬度高、耐磨性能优异的耐磨涂层,是第二相强化、细晶强化和固溶强化等综合作用的结果。研究和生产者可根据合金用途合理地选择球墨铸铁表面处理方法和耐磨合金涂层体系。
