基于TRIZ理论的破壁机玻璃杯轻量化设计
2022-06-25魏云杰刘海亮刘朝登
魏云杰 刘海亮 刘朝登
杭州九阳小家电有限公司 浙江杭州 310018
0 引言
破壁机具备加工食材种类广泛、冷热两用和高速破壁等优点,可以快速打破食物细胞壁,释放营养成分,深受消费者喜爱,截止到2021年10月,“奥维市场罗盘”显示国内破壁机销量超过700万台,海外市场规模也很大。破壁机杯体一般为不锈钢材料、Triton塑料、玻璃材质。加热功能杯体采用不锈钢或高硼硅玻璃材质,冷破壁杯体一般采用Triton或钠钙玻璃。玻璃杯体食品卫生性好并且制作食材过程可视,深受欢迎。由于食材加工过程中会对杯体产生很大撞击,这就要求杯体较厚,消费者(尤其是女性用户或老年人)使用不方便。市面上破壁机主流产品的整体容积为2300 mL~2350 mL,其标称热饮上限为1400 mL,冷饮容积上限为1750 mL,重量范围在1500 g~1600 g。本论文运用TRIZ理论,优化了破壁机玻璃杯体的结构设计,使其在保证容积和强度的前提下变得轻便好用。
破壁机玻璃杯体原材料为高硼硅玻璃,主要组分为SiO2、B2O3和Na2O[1],其中B2O3的含量为12.5%~13.5%,SiO2的含量为78%~80%。其线膨胀系数为3.3×10-6/K左右,耐温性能良好并且具备优异的力学性能和化学稳定性[2-3]。成型方面,硼硅玻璃中氧化硼含量越高,线膨胀系数越小,但玻璃的高温黏度越大,不利于压制成型。硼硅玻璃软化温度为820℃。压制成型时粘稠玻璃液温度越高,越容易成型,但是初始形状不易控制。
现有工艺成型薄杯体存在困难,主要有以下影响因素:
(1)材料方面。破壁杯加热时需要耐受100℃以上的冷热冲击温度,因此传统的钠钙玻璃材料不满足要求;硼硅玻璃满足使用条件,但压制成型过程中,其高温流动性较钠钙玻璃差,口部成型存在难度,当前杯体厚度一般大于6 mm。
(2)结构方面。破壁机杯体不是简单的筒体结构,它是由扰流筋、定位槽、导流槽、把手、螺纹安装等功能结构组成,这些特定结构会影响杯体的成型难度。
基于以上分析,对现有玻璃杯体在不改变使用功能前提下,运用TRIZ理论工具进行杯体结构设计及压制工艺优化,达到轻量化、批量化生产目的,提升用户体验。
1 TRIZ因果链分析
1.1 TRIZ理论概述
TRIZ是重要的创新方法理论。该理论包含因果链分析、功能分析、进化趋势分析等强大的问题分析工具[4]。TRIZ能有效的解决很多技术问题,推广应用较好的公司有三星、通用电气、西门子、浦项制铁等。
1.2 因果链分析
因果链分析可以全面的识别工程系统缺点,可以挖掘隐藏于初始缺点背后的其他缺点。通过因果链分析我们可以找到关键缺点,解决关键缺点对应的关键问题。如图1所示,“玻璃杯减重困难”为本研究的初始问题,针对这个初始问题展开逐层分析,下一层是上一层的原因,直到分析到末端问题并从中识别解决初始问题的关键问题(如图1中红色标识),加以研究、改进。在本案例中,笔者分析得到杯体壁厚不合理、把手设计不合理、扰流筋设计不合理3个关键缺点。轻量化杯体设计优化就是围绕这3个关键缺点展开。
2 轻量化杯体设计
2.1 壁厚设计方案与效果验证
玻璃杯体为不等壁厚的杯体,如图2所示,该玻璃杯体自下而上依次为安装段(A-B2)、粉碎段(B1-B2)以及杯体段(B1-C)[5]。
安装段(A-B2),外部有多层塑料安装结构,此处存在紧固力,为保证强度,设计厚度为5.0 mm,较原来减少2 mm,最大限度减轻杯体重量。该位置处于最底端,压制工艺对厚度的限制小。
粉碎段(B1-B2),B1位置为刀片所在平面保持同一水平位置。破壁机工作时,刀片转动将底部物料向上带动,物料存在向上动能,物料向上穿过刀片仍具备动能和运动空间直至与杯壁接触,与杯体接触时,大概率落在B1至B2段,并与杯壁产生碰撞,杯体需要较高的强度[6],B1至B2段,杯壁最厚,为6.5 mm。B1至B2段均匀等厚。B1至B2距离应大于5 mm,且小于25 mm。该位置设计为大部分物料的碰撞区域,因此破壁机杯体需要很高的强度。
杯体段(B1-C),厚度由6.5 mm逐渐减薄为5.0 mm,该区域也会有小部分物料与杯壁碰撞,且越向上杯体越薄碰撞物料越少。这样的结构设计最大限度的减轻了杯体重量,同时满足杯体使用时的强度要求。成型时,杯体内外侧接触模具,首先冷却固化,中间形成通道,在压力作用下玻璃熔体向上流动,下部厚,有较宽的通道,提供充足的料用于口部成型,避免缺料。另外,B1-C段均匀过渡,减重的同时提升外观。
杯体由熔融玻璃在模具内一次性压制成型,新杯体厚度尺寸安装段为5.0 mm,粉碎段为6.5 mm,杯体段为5.0 mm,重量大大减少,新杯体厚度较原来减少2~3 mm,重量减少420 g。具体结构参数对比如表1所示。
按GB 4706.1要求经测试[6],在杯体最薄弱点(口部位置),以0.5 J冲击能量击打三次,未出现任何形式的损坏。冷热冲击方面,进行110 K温差,测试合格。
轻量化杯体容积V为2320 mL,该玻璃杯体的重量M为1140 g,V/M=2.035。
原杯体容积V0为2320 mL,杯体的重量M0为1560 g,V0/M0=1.4872。
2.2 把手设计
TRIZ理论中工程系统进化趋势包含协调性进化趋势,其子趋势形状的协调涉及在产品形状的人体工学设计,即产品结构设计应与超系统中的人相协调。因此,在杯体把手设计中需考虑消费者的使用,如图3所示,端起杯体时要克服其重力,改进前后分别感受到的力矩为m1gL和m2gL’,而L’<L,在消费者感知层面上可实现轻量化。
2.3 扰流筋设计
破壁机玻璃杯设有扰流筋,可有效提升对食材的粉碎效果[7]。扰流筋设计一般为三角形内凸筋,实心结构,破壁机外侧无变化。本案扰流筋设计为内凸外凹,如图4,筋的厚度与等高玻璃杯厚度相同,可以在不改变使用性能的前提下有效减轻杯体重量。
根据测试,筋条内凸外凹对于强度的影响甚微,经试验测试满足粉碎时物料撞击强度要求。扰流筋上小下大,外观为类锥形,扰流筋内凸外凹一方面减少了杯体的质量,另一方面杯体外观看起来更加通透美观。
3 加工工艺优化
3.1 生产工艺流程
破壁机玻璃杯工艺流程包括熔化、压制成型、抛光、退火和切底几个阶段:熔化温度在1500℃及以上,玻璃的温度越高,流动性越好。压制成型温度在1100℃至1400℃之间,压制时模具加温至500℃~900℃。退火温度选择在600℃~700℃,时间约30分钟。
3.2 压制温度、压力的控制
压制成型时,模具和玻璃料接触时,玻璃温度由原来的不低于1100℃提升到1250℃,在获得椭圆形初始形状的同时,也易于成型薄壁深桶状杯体[8]。
合理的模具温度控制,可以使玻璃杯成型时材料流动性与成型效率取得平衡。如表2所示,模具温度由原来500℃提升到650℃或更高,改善玻璃熔体在模具中的流动性,得到设计的不等壁厚结构。

表2 轻量化杯体与原杯体成型工艺参数对比
设计杯体上部厚度最薄,最薄处为5 mm。玻璃料在冲头压力下在模具间隙上行,随时间延长,料温快速下降,因此要想得到所述不等壁杯体,需要缩短成型时间[8]。图6显示冲压压力由4.5吨提升到5.8吨及以上,压制成型时间由原来2.5 s加快至1.9 s。成型时间缩短,成型过程热损失减小,保证了玻璃液的流动性。
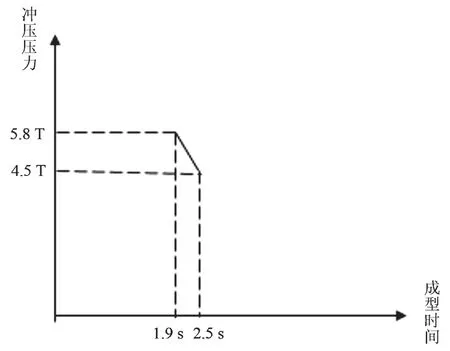
图6 轻量化杯体与原杯体成型参数差异
4 结论
本论文运用TRIZ理论因果链分析方法,找出影响破壁机杯体重量的3个关键缺点,设计出满足粉碎强度需求的不等壁厚玻璃杯体方案,符合人体工学的把手方案以及内凸外凹扰流筋方案。在满足使用功能的前提下,整体减重420 g,减轻重量约占原杯体重量的1/3,大幅提升了消费者体验感受。优化了压制工艺参数,包括提升原料温度、模具温度、冲压压力,缩短了杯体成型时间,从而保障了轻量化杯体批量生产的工艺可行性。
