全优润滑管理在冶金设备中的应用
2022-06-25刘雨郑文明李鹏来闫凡熙
刘雨,郑文明,李鹏来,闫凡熙
(首钢京唐钢铁联合有限责任公司设备部,河北 唐山 063200)
0 引言
随着技术进步,冶金设备向专业化、大型化、智能化的方向发展。同时,对设备润滑管理提出了更高的要求。冶金企业迫切需要一套科学的、实用的润滑管理体系,来为设备管理体系提供技术支撑。全优润滑管理是利用科学的手段,对润滑油品实行全过程优化管理的一种方法,其内容涉及合理选油、油品状态监测、油品污染控制、油品现场管理等全过程管理,对于维持设备精度、降低设备故障率等都具有重要意义[1]。
1 油品的选用管理
冶金设备具有复杂性和多样性的特点,要使每台设备都得到合理有效的润滑,油品种类的选择至关重要。一方面要满足设备的技术要求,另一方面要尽量减少油品品种和库存量,以降低采购成本和管理成本。油品选用应坚持科学性、统一性、经济性的原则[2]。因此,这是一项技术与管理相结合的工作。
流程完整的冶金企业一般包括原料系统、烧结(球团)系统、高炉系统、转炉系统、铁水预处理系统、连铸系统、热轧系统、冷轧系统等主体设备,以及空分系统、运输系统、供风系统、发电系统等辅助设备。其工况涵盖了连续运转、高温、水淋、冲击、蒸汽、粉尘污染等恶劣条件;与此同时,轧机、连铸机等机组的液压系统对于油品清洁度和其他理化指标有比较严苛的要求,这给油品的选用提出了很高的要求。在充分了解设备的运行工况的基础上,对油品进行全面的技术分析是进行油品选用的首要条件。设备工况条件一般包括,运行温度、运行制度(是否连续)、环境温度、工作载荷、转速、密封兼容性等因素[3]。
冶金设备常用的润滑油包括,工业齿轮油(L-CKD)、矿物型液压油(L-HM)、涡轮机油(L-TSA)、脂肪酸酯型难燃液压油(L-HFDU)、磷酸酯型难燃液压油(L-HFDR)、回转式空压机油、通用锂基润滑脂、极压锂基润滑脂、聚脲基润滑脂、磺酸钙基润滑脂等,见表1。

表1 钢铁厂常用润滑油品种
随着润滑油生产技术的发展,二三类基础油调制的润滑油品越来越多地应用于实践,适应了冶金设备日益严苛的润滑要求。与一类基础油相比,二三类基础油具有黏温性能好、硫含量低、抗氧化能力好等特点[4]。
品种整合是油品选用过程中不可避免的问题。进行品种替代和整合时,除了按照设备工况及技术要求进行论证外,还应考虑替代油品与原用油品的兼容性,这就涉及到了油品混兑。进行油品品种替代前,通常要进行混兑试验,以验证两种油品的兼容性[5]。实际工作中,对于轧机集中润滑系统、AGC液压系统等关键设备,应避免油品的直接混加。值得一提的是,由于冶金设备的复杂性,即使进行油品整体更换,也很难将系统中的油品全部清理干净,仍会涉及到低比例混兑问题。因此,对油品进行混兑试验是必不可少的。企业可以通过制定油品准入标准、油品使用目录等方式来规范油脂的品种管理。在满足设备技术要求的前提下,积极开展油品国产化替代,有利于降低设备用油成本[6]。
2 油品状态监测
油品监测技术是通过分析设备在用润滑剂(或工作介质)的性能变化和携带的磨损微粒情况,获得设备的润滑和磨损状态信息的分析检测技术。它是实现润滑剂劣化跟踪、设备工况评价以及设备故障溯源的重要手段,同时也为故障早期预警、制定维修计划提供技术依据。
冶金设备由于工况复杂,连续运转,对可靠性要求较高,有必要建立定期油液监测机制,对于关键设备,有必要安装油液在线监测装置。据报道,基于黏度、水分、密度和污染状态等油品物理性质的在线监测设备以及基于磨粒状态分析的在线状态监测装置已广泛用于液压油、齿轮油和汽轮机油等油液的检测,取得了良好效果[7]。
2.1 常用油品状态监测项目
油品状态监测包括在用油监测和新油监测。在用油指的是,设备运行过程中所使用的油品。在用油监测的主要目的是通过油液监测跟踪油品的劣化趋势,发现设备的早期磨损,为故障诊断,按质换油等提供技术支撑。新油监测主要指的是对库存新油的质量监测,其主要目的是对设备用油提供质量保障。油品属于有机化学类产品,新油的品质也会随时间推移而发生衰变,容易产生添加剂沉淀、吸水、分油等缺陷,需要定期进行质量监测,以保证其品质符合设备技术要求。
设备在用油监测是油品状态监测的核心内容,按功能主要分为理化指标监测、污染监测、磨损监测三个模块[8]。
理化指标监测是油品状态监测的基本手段,它是通过对油品理化指标的检测分析,来综合判断油品老化程度、分水能力、抗磨性能、抗泡沫性、防锈性能等指标的监测方法,常用监测指标见表2。
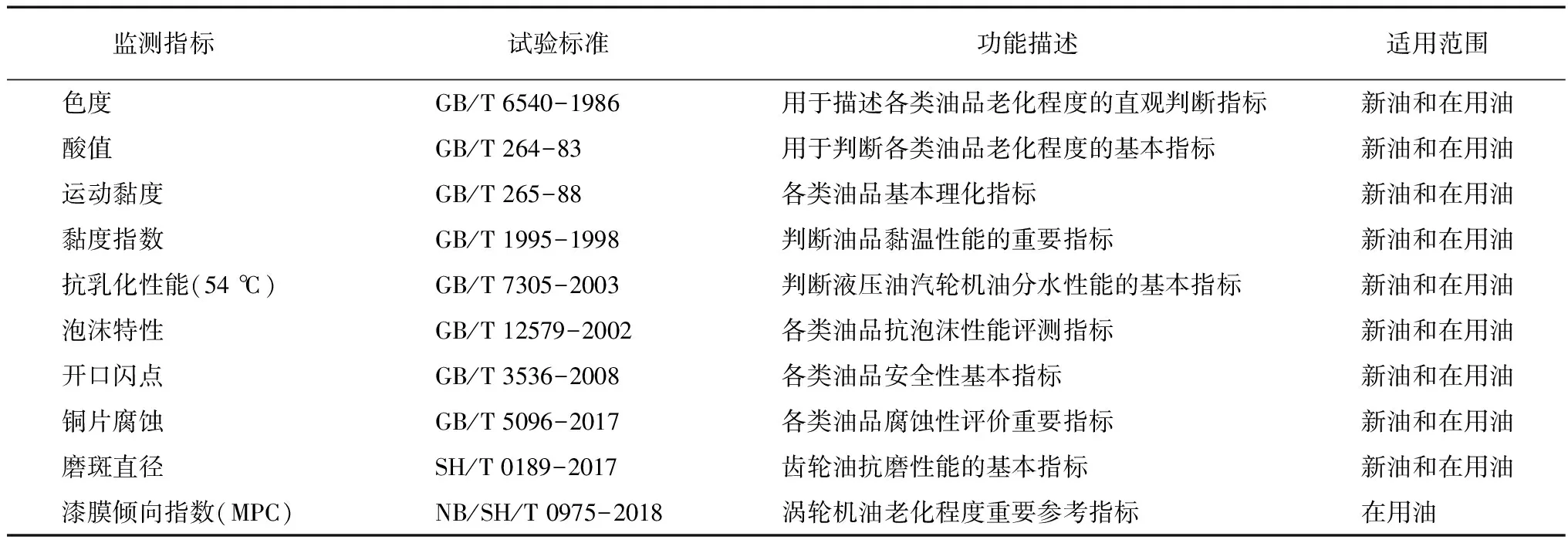
表2 常用理化监测指标
污染监测主要用于液压系统、涡轮机油润滑系统。通过对油品水分、固体颗粒物的含量、粒径分布等指标的分析,来综合判断油品污染程度的监测方法。现场可根据油液污染情况,及时采取相应措施,降低故障发生率。常用的监测指标有清洁度、机械杂质、微量水含量等。
磨损监测,是通过监测油品中磨损颗粒物的元素种类、形貌、分布等指标,来判断设备磨损情况的监测方法,一般用于关键性设备的运行状态监测。常用的监测指标有,RDE元素含量分析、PQ指数、分析铁谱等。
监测指标的选取应充分考虑实验室检测能力、油品品种属性、用油设备的实际工况等内容。一般来讲,对于理化指标来讲,酸值、运动黏度、微量水含量等指标是必检指标。
2.2 设备在用油监测周期
监测周期可根据设备的重要程度确定为3~12个月。设备重要程度可使用P-FMEA等方法进行评价[9]。例如,表3为某炼钢厂连铸车间油站监测周期及监测项目。
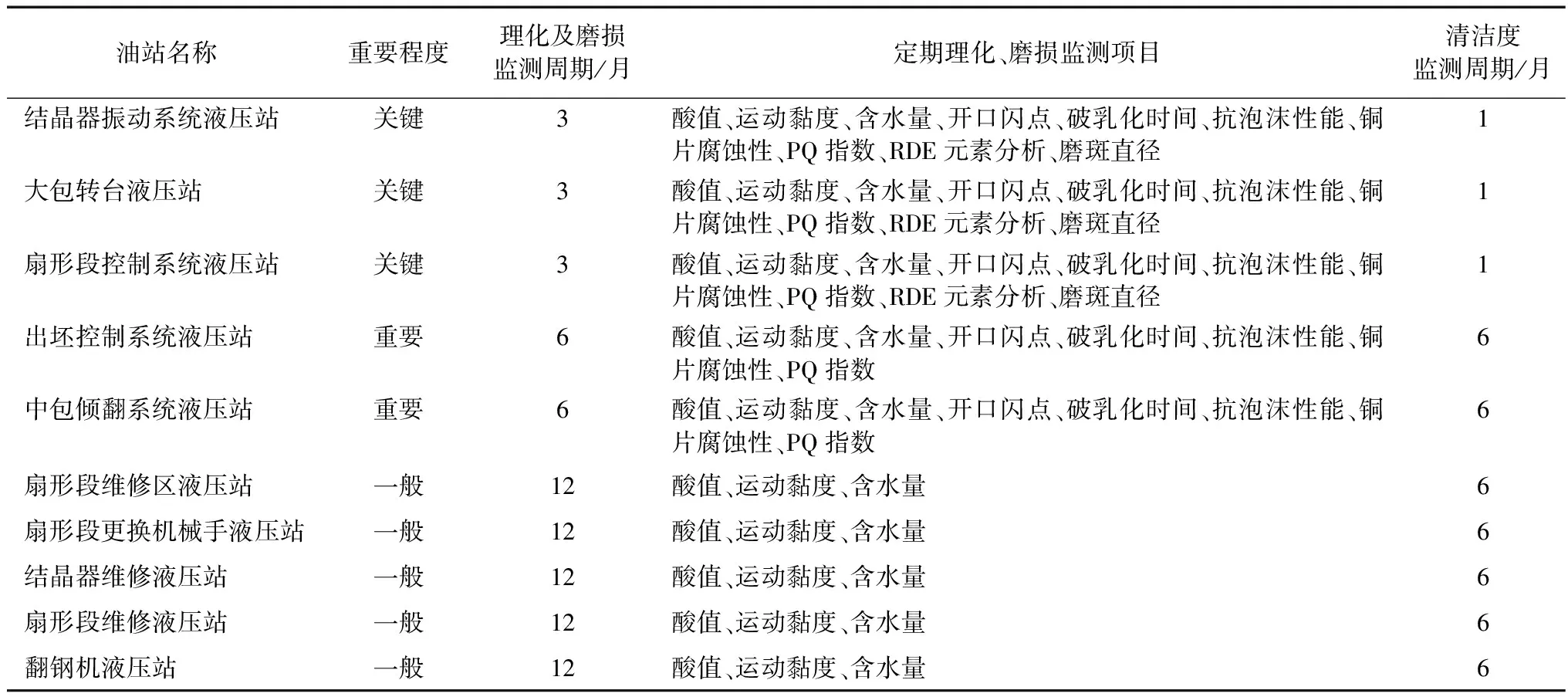
表3 某炼钢厂连铸车间油站监测周期及监测项目
3 油品污染控制
3.1 油品污染控制的必要性
由于多数冶金设备工况恶劣,设备用油受到水污染、固体颗粒污染的几率比较大。污染后的油品,其抗磨性能、分水性能、运动黏度等指标会发生大幅度衰变,严重影响设备运行。齿轮油、液压油、涡轮机油等均应做好油品的污染控制。据统计,液压润滑系统故障约有70%~85%是由于油液污染造成的[2]。
对国内某大型钢铁企业5年的液压油失效故障进行分析后发现,系统进水、固体颗粒污染为造成油品失效或者设备故障的主要原因,见图1。
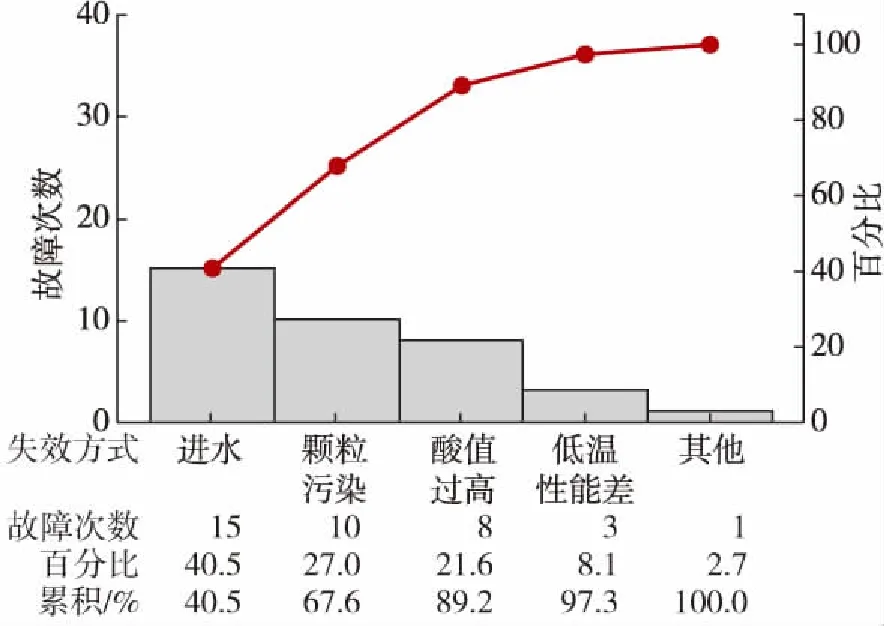
图1 某钢铁企业近五年液压油失效方式统计
水污染对于油品性能的影响是比较严重的。例如,液压油中含水量超过500 μg/g后,一般都会发生混浊。液压系统受到水污染后,会引起下列后果:第一,导致油品乳化,从而造成抗磨性能下降,加剧油泵滑靴、柱塞等部件磨损以及滑阀的阀芯、阀套磨损;第二,促使油品中添加剂发生水解反应,造成添加剂失效[10],同时,生成沉淀、堵塞液压系统的过滤器、油泵和调节系统;第三,油品使用过程中随着水分的蒸发,造成摩擦副表面的油膜破裂,加速磨损;第四,水和油品反应会生成水解产物,破坏油品质量;第五,含有水的油品更容易在工作室形成稳定的泡沫,导致油品润滑性能下降,腐蚀磨损增大;第六,含有水的油品如果在工况温度低于0 ℃的环境下运行,更容易结冰。
清洁度是液压油、涡轮机油最重要的指标之一。冶金液压系统对液压油的清洁度要求一般在NAS 16387(ISO 4406 1999:18/16/13)级以上。过多的颗粒物会对系统造成污染,导致比例阀(伺服阀)卡紧、柱塞泵容积效率下降,液压阀内泄增大等故障。另外,有研究表明,铜、铁等金属颗粒物对于油液老化起到较强的加速作用[11]。
液压油中的固体污染物一般有以下几个来源:(1)内部污染物,如设备磨损颗粒,油液老化产生的凝胶、油泥,密封件破损产生的颗粒物等;(2)外界污染物,如粉尘、泥沙、焊渣、氧化铁皮、漆皮等。(3)检修时人为带入的污染物。相比于其他元件,液压缸、液压马达等执行元件更容易受到污染物的侵袭。
3.2 油品的净化
油品的净化是设备运行过程中不可缺少的环节。实际应用中,最常用的净化措施是脱水和过滤。
运行中的液压站、齿轮油润滑站、涡轮机油润滑站、轧机油膜轴承油润滑站等系统由于各自工况不同,均有可能受到水污染。由于各类油品及系统的差异,对于含水量的要求也不同。一般来讲,液压系统、涡轮机油润滑系统含水量应控制在500 μg/g以内[12]。油膜轴承油润滑系统、齿轮油集中润滑系统含水量应控制在1000 μg/g以内。实际应用中发现,离心式净油机对于油膜轴承油的脱水效果较好,真空式净油设备对于涡轮机油、液压油等低黏度的油品脱水效果较好,见表4。
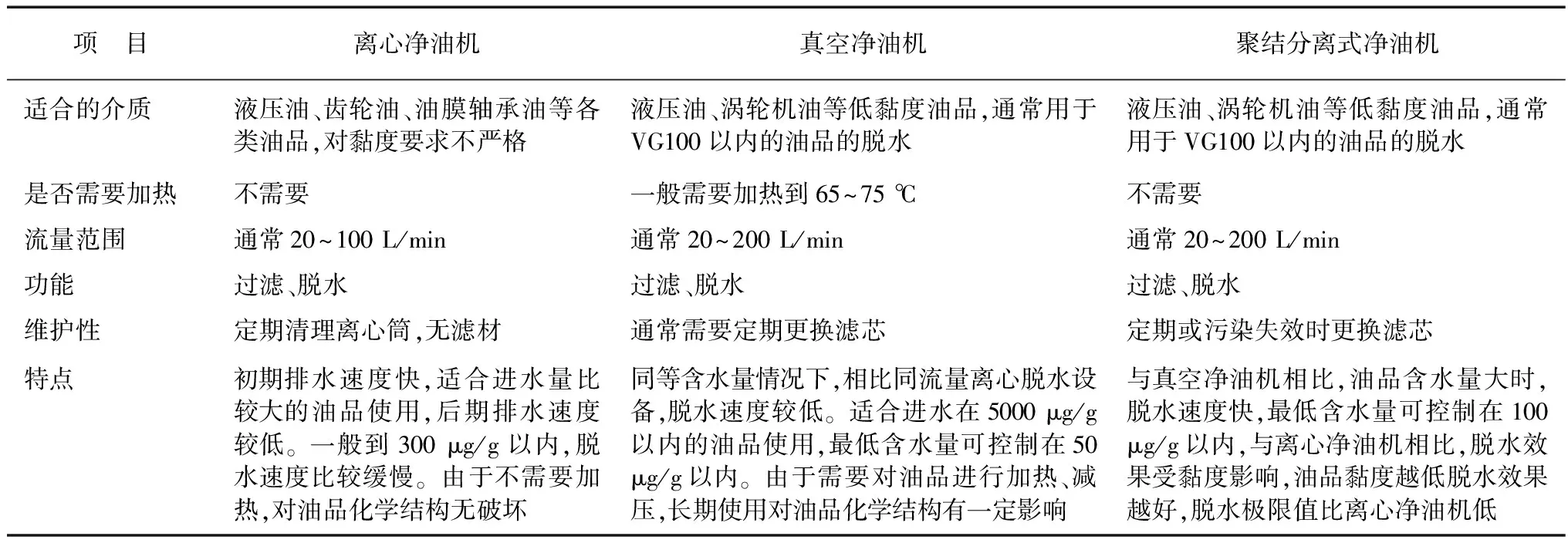
表4 油品脱水方式对比
油液过滤是保证油品清洁度的基本方式,过滤方式可分为在线过滤和离线过滤。在线过滤系统一般安装于设备本体,例如,液压系统的过滤装置通常包括高压过滤器,回油过滤器、循环过滤器。按照技术要求选取滤芯精度,及时进行滤芯更换(按时更换或者压差更换)是保证过滤系统正常工作的关键。
离线过滤通常在设备停机时进行,并需要配备大流量过滤系统。针对冶金设备用油量大、油品清洁度要求高的实际情况,钢铁厂可根据实际情况配备大流量过滤站,过滤站应具备沉淀、脱水、高精度大流量过滤、灌装等功能。
系统污染物可能来源于设备安装、运行、检修的各个环节。结合冶金设备的特点,应做好以下几点:
(1)提出全面清洁度的目标。
(2)按照系统的要求,制定系统的清洁度等级规范,选择合适精度的液压滤芯。
(3)规范液压、润滑设备工程安装、检修、冲洗、验收流程。液压管路焊接施工应严格按照相应的施工规范进行[13-14]。
(4)通过改善密封性能、改善空气过滤器性能、增加执行元件的防护措施,减少外界对系统的污染。
(5)加强维护、检修人员的技能培训,提高人员对于油品清洁度的认识,减少由于人为原因造成的污染。
(6)定期对油品清洁度进行取样监测。关键性液压设备,有必要安装在线清洁度及水分监测装置。
4 油品现场管理
油品现场管理是落实全优润滑管理的重要环节,主要涉及存储管理、加注管理、人员培训等内容。
4.1 存储管理
油品存储不当,极易造成变质和污染。根据经验,油品在存储过程中应做好以下几点:
(1)应划定专门室内区域进行新油存储,不要与废油混放。油品存储区应远离高压线路和火源,避免阳光直射。
(2)各类油品应分类存放,避免错加和混用。
(3)避免水污染和固体颗粒物污染,必要时应采取防污染措施。
(4)做好出入库记录,保证油品在保质期内使用。
(5)定期对油品进行理化指标化验,保证油品品质。
4.2 加注管理
正确的加油方式是保证设备正常工作的基本条件,冶金设备加油过程中应注意以下几点:
(1)加油前,确认好油品牌号。
(2)不同牌号的加油工具(尤其是过滤小车)不能混用,加油工具要做好防污染处理。
(3)油品加注前要进行过滤,过滤精度要符合技术要求,一般齿轮油、油膜轴承油等高黏度油品的名义过滤精度可控制在100 μm,液压油、涡轮机油的名义过滤精度可控制在10 μm以内[15]。
(4)存放时间长的油品,加注前要进行混匀,以便添加剂更好的分散。
(5)液压站、集中润滑站加油过程中要注意控制液位,过高的液位容易导致系统发热量增加,液位过低可造成油泵气蚀、吸空等现象。
现场油品管理由于涉及面广、要求细致,因此,需要对设备维护人员进行常态化培训,必要时,可编制标准化作业指导书,指导现场操作。
5 结语
全优润滑管理是一套系统、科学的设备润滑管理体系。首钢京唐公司推广全优润滑管理十年来,在降低油品消耗、提升润滑管理水平、降低设备故障率方面取得了明显效果。该管理模式适合在冶金企业推广应用。
