浅谈超临界机组高温过热器集箱手孔堵的焊接
2022-06-24杨海东李世霞
杨海东,李世霞
(1.嘉峪关宏晟电热责任有限公司,甘肃 嘉峪关 735100;2.甘肃钢铁职业技术学院,甘肃 嘉峪关 735100)
马氏体耐热钢被广泛用于火电厂发电机组主蒸汽管道、耐热器管道等超临界运行的发电机组。常用于发电机组主蒸汽管道的马氏体耐热钢有SA-335P91/SA-213T91,SA-335P91化学成分间表1[1],其中WCr=8%~9.5%,合金成分含量高,然而在发电机组初建以及在后续运行过程中壁厚减薄,焊口数量多,焊接性差,焊接过程过程中易产生冷裂纹、热裂纹等焊接缺陷。

表1 SA-335P91钢材的化学成分
1 焊接性分析
1.1 焊口位置
350MW超临界发电机组高温过热器集箱手孔材质均为SA-335P91,规格为φ133×25mm,共有手孔3个(如图1)。
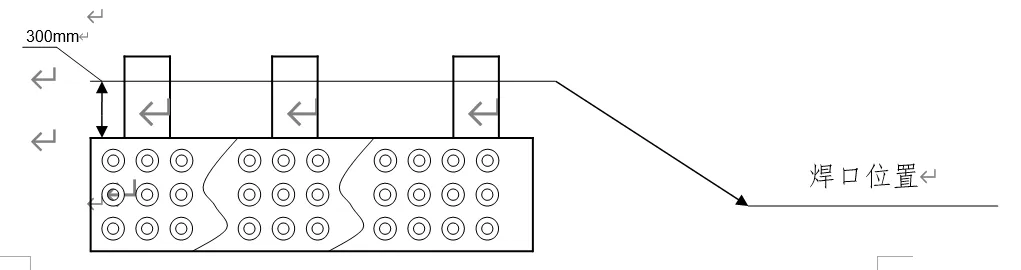
图1 高温过热器手孔图
1.2 SA-335P91焊接性分析
SA-335P91是一种新型高强度马氏体耐热钢,在制造过程中通过控制轧制冷却速度来控制其组织的形态,从而细化晶粒和强化钢材,尤其Cr的含量达到8%以上,具有良好的热强性和高温抗氧化性。这种高合金化也给焊接过程带来许多焊接问题,下面就SA-335P91焊接过程中易出现的焊接问题进行分析。
1.2.1 焊接冷裂纹的倾向较大
新型马氏体耐热钢一般通过控轧控冷工艺制造,在焊接过程中,焊缝金属没有这种控轧控冷的机会,很难通过细晶强化和位错强化来改善焊接接头的性能,焊接过程中产生脆硬组织的可能性大,焊接应力大,因此产生冷裂纹的倾向较大。
1.2.2 焊接接头的脆化
在焊接过程中产生接头脆化的主要原因是焊接过程中热输入过大,在大的热输入下,合金元素融入奥氏体晶粒内,由于加热过程中过热度大,引起奥氏体组织的粗化。焊缝焊后冷却过程冷却速度快,合金元素来不及析出,引起马氏体组织粗化,形成针状马氏体,脆性很大,从而降低接头的韧性,因此在焊接过程中尽量减小焊接热输入,采用较低的焊接线能量[2]。
1.2.3 热影响区还可能出现软化
由于马氏体耐热钢的供货状态是淬火+高温回火即调质处理的钢[3]。焊接过程中焊接热影响区受到再次加热的过程,热影响区温度在AC1以下,相当于经历了一次回火处理,热影响区硬度会有所下降,在细晶热影响区和临界热影响区将会产生软化现象。焊接时,细晶热影响区所经受的温度稍高于AC3,临界热影响区所经受的温度在AC1~AC3之间,处于这一温度区间的金属发生部分奥氏体化,沉淀强化相在这一过程中不能够完全溶解在奥氏体中,在随后的热过程中未溶解的沉淀相发生粗化,造成这一区域的强度降低。软化和强度降低对短时高温拉伸强度影响不会太大,但会降低持久强度,管道在长期高温运行过程中,在软化区称为薄弱部位,有可能会产生裂纹,其中焊接热输入对软化的影响最大,因此在焊接过程中要控制焊接热输入,采用小的焊接热输入,来控制焊接热影响区的温度,从而控制软化区的宽度。
1.2.4 焊接冷裂纹
SA-335P91是一种新型高强度马氏体耐热钢,由于合金含量高,有效提高其淬透性,在焊接过程中极易形成马氏体组织,如果焊接热输入大,形成针状马氏体组织。同时焊接过程是不均匀受热的过程,这种不均匀程度越严重,近缝区所受的拉应力也越大,在拉应力作用下,淬硬马氏体组织焊后极易产生冷裂纹。因此在焊接过程中要降低焊接应力,降低马氏体组织的脆性,焊接过程中可以采取预热,焊后采取多次高温回火,消除淬硬组织,防止冷裂纹的产生。
2 SA-335P91焊接工艺要点
2.1 焊前准备
(1)由于SA-335P91是一种新型高强度马氏体耐热钢,如果采用热切割制备坡口,在坡口边缘易产生硬化组织,因此采用机械冷加工方法进行。按照下图(图2)所标注的尺寸要求进行坡口制作和对口工作。
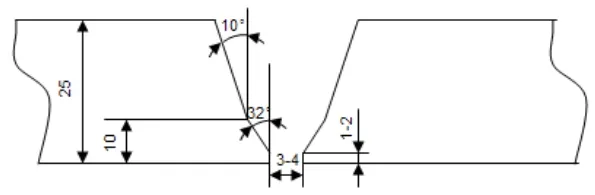
图2 坡口加工尺寸示意图
(2)偏斜度:管口对接要保证端面与中心线垂直,偏斜度△f控制在1mm之内。
(3)错口值:管口对接避免错口,内壁平直对齐,错口值控制在壁厚的10%以内,且≤1mm。
(4)坡口两侧15mm~20mm范围内的油污、氧化膜等污物用机械清理方法将其打磨干净,漏出金属光泽。
2.2 焊接工机具检查
焊前要做好对焊接工装机具的检查工作,确保焊接过程的顺利进行,保证氩弧焊枪瓷套咀的同心度、导电嘴及钨极夹头的完好性,焊枪的气密性等,检查氩气胶管有无破损漏气,氩气表的气密性;保证电焊机电流电压的稳定性,可调节性完好性等。
2.3 焊材准备
焊丝使用前,检查是否有生锈、油污现象,如果焊丝表面有污物采用砂纸等方法将表面的铁锈、油污、氧化膜清理干净,并露出金属光泽;焊条在使用前,应严格进行烘干,烘干温度350℃~400℃温度烘培1小时,使用过程中装载专用保温桶内,随用随取。
2.4 氩气要求
焊接用的氩气质量应符合GB/T4872的规定,并应有出厂合格证,且氩气纯度不低于99.95%,在焊接过程中当瓶余压为0.5MPa时应停止使用。
2.5 充氩装置
氩气纯度要求99.99%,为了保证背面焊缝不被氧化,要求背面充氩,双面保护,因此制作密闭空间进行背面充氩,开焊前根据管径,制作并安装下图(图3)所示的专用充氩工具。(或选用可溶性纸板封堵)。
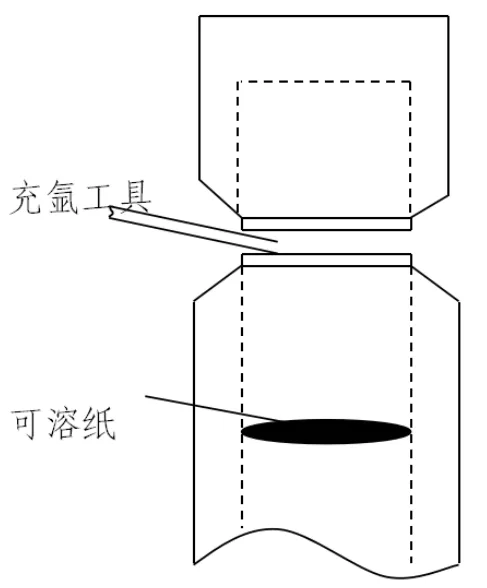
图3 坡口充氩示意图
充氩保护:
SA-335P91钢焊接过程中极易被氧化,因此要加强保护,为防止焊缝根部氧化,采用GTAW打底焊时,对焊缝背面充氩保护。充氩保护范围以坡口轴中心为基础,每侧各大于或等于200mm处,采用充氩弯管从坡口间隙充氩,氩气流量控制在9~15L/min。
2.6 对口点固焊
(1)SA-335P91钢点固时,宜将“定位块”点固在坡口内(图4)每道焊缝点固不少于3点,均匀分布。“定位块”应选用含碳量小于0.25%低碳钢材料(如16Mn、Q235),点固定位焊采用的焊接材料及焊接工艺与正式焊接时相同。
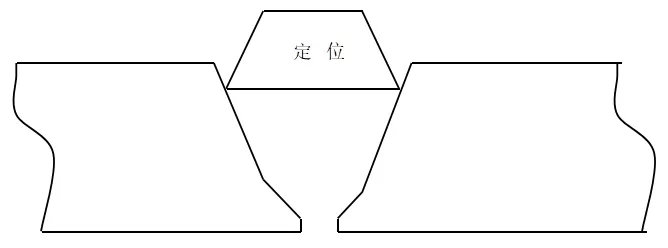
图4 定位块示意图
(2)点固焊及正常施焊过程中不得在管子表面引弧或试验电流[4]。
2.7 焊接材料及工艺选择
与焊接常规合金一样,除了选用碱性低氢型、焊接工艺性能良好的焊接材料外,还要注意保证焊接接头的冲击韧性。因此,在控制预热温度和层间温度时,须保证温度测量的准确性。
(1)预热温度为150℃~200℃,层间温度控制在200℃~250℃;焊后为了使焊缝金属组织彻底转变而不致产生裂纹。须将温度控制在小于80℃~100℃范围内。
(2)焊接材料选用AWS A5.28ER90S-B9;AWS A5.5E9015-B9的主要化学成份见下表。

表2 焊丝AWS A5.28 ER90S-B9

表3 焊条AWS A5.5 E9015-B9
2.8 SA-335P91钢焊接工艺流程
机具准备——坡口清理——做气室——预热——对口——充氩装置放入——点固——氩弧焊——电弧焊(层间温度控制)——冷却恒温——热处理——无损检验。
3 焊接
为了保证焊缝背面质量,采用GTAW打底焊接,并且采用打底两层,主要是防止进行焊条电弧焊焊接时打底层被烧穿。
3.1 焊接过程中注意事项
(1)SA-335P91钢属于高合金钢,由于合金含量高,导致熔池铁水在焊接过程中流动性差,根部焊缝容易易氧化烧焦,为了保证根部焊缝质量,根部进行充氩保护。打底焊的好坏关键在充氩的质量,焊前采用打火机在坡口内打火进行检验,若“点不着火”则证明充氩合格。
(2)向内充氩后,保证充氩充分,如果能感觉到氩气从焊缝间隙中轻微溢出,说明充氩充分。焊接过程中整个焊口用保温绵进行堵实,焊接一段拨开一段,逐段进行焊接。
(3)打底时,铁水流动性差,湿润性不好,所以熔孔不可开得过大。送丝要均匀。避免出现根部焊缝出现未溶化的焊丝头(生丝)现象。熔滴过渡采用自由过渡,收弧时把焊接电流衰减下来,填满弧坑后移向坡口边沿收弧,防止产生弧坑裂纹。
(4)焊接过程中,为了避免焊接过程中变形,采用定位块,焊接至“定位块”处时,采用角磨机将“定位块”去除,并将焊点处用砂轮机打磨掉,不得留有疤痕和痕迹,确认无裂纹等缺陷时方可继续施焊。
3.2 SMAW填充和盖面焊接
(1)焊条电弧焊填充时,由于打底层焊道较薄,因此在进行第一道填充焊时,采用小电流焊接,避免击穿打底层焊缝。
(2)每一根焊条焊接结束后,要注意填满弧坑,防止在弧坑处没有足够的液态金属补偿产生弧坑裂纹。
(3)多层多道焊注意将每层清理干净再焊下一层,清理可以采用锯条或者砂轮打磨清理,不得用手锤重击焊道。
(4)多层多道焊时,层间必须严格控制焊接工艺参数。层间温度不得超过200℃~250℃,减少层间热输入,避免出现过热组织。
(5)采用多层多道焊(焊道排列见图5),焊层厚度应小于焊条直径,焊道宽度应不超过焊条直径3倍为宜。
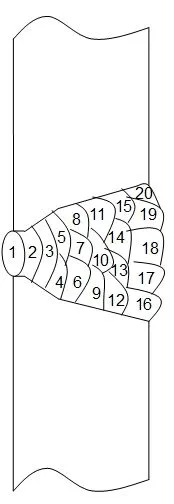
图5 焊道排列图
3.3 工艺参数
在保证熔化和焊接的前提下,采用较小焊接电流,低热输入的焊接参数,以薄的焊层厚度、窄的焊道摆动宽度等工艺措施,焊接工艺参数如表4所示。

表4 SA-335P91焊接工艺参数
4 焊后热处理
焊后采用柔性陶瓷电阻远红外加热带,微机自动控制仪按设定程序控温,自动记录。应将焊缝冷却到80℃~100℃保持1h~2h,进行马氏体转变,再升温进行热处。热处理温度为(760±10)℃,升、降温速度应小于或等于150℃/h.恒温时间按壁厚每25mm1h计算,且不小于4h。(热处理工艺如图6所示),测温装置(热电偶)应对称,且不能少于两只。进行热处理时管内不得有穿堂风、积水或蒸汽。
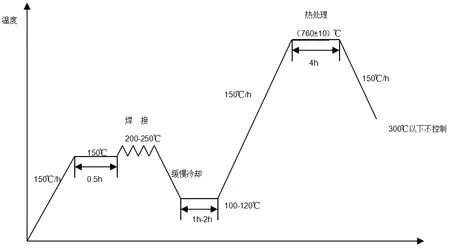
图6 热处理工艺
5 检验
通过对热处理后焊缝硬度的检测,焊缝硬度在185HB~250HB,符合焊缝硬度要求。
6 结论
通过对超临界机组锅炉高温过热器集箱手孔堵SA-335P91φ133×25mm的焊接、热处理、检验等工艺,认为此工艺是正确的、可行的,为下一阶段编制SA-335P91焊接工艺任务书及评定方案有了可靠的理论依据,对今后对这类钢的焊接工作研究具有重要的指导性意义。
