核燃料元件中控制棒星形架组装钎焊工艺
2022-06-24盛国福叶远东余国严孙效禹
蔡 权, 盛国福,叶远东,余国严,孙效禹
(中广核铀业发展有限公司 中广核先进燃料工程试验中心,广东 阳江 529500)
核电是20世纪核技术造福人类的最伟大成就[1]。核燃料元件包括燃料组件和相关组件,相关组件又可分为控制棒组件、可燃毒物组件、中子源组件以及阻流塞组件。燃料组件中可控的核反应就是靠着控制棒组件进行控制,将控制棒组件插入燃料组件的导向管中,通过吸收中子的数量来控制核反应的速度。
如图1所示,控制棒组件由星形架和24根控制棒组成。星形架通过指状管与控制棒上端螺纹连接组成一个控制棒组件,每一根控制棒长约3.8 m,重达68 kg。星形架也称连接柄,是支撑控制棒和确保控制棒与燃料组件导向管排列一致的结构部件,具有与驱动轴可靠刚性连接和吸收控制棒快速下落产生冲击能量的作用。如图2所示,星形架由圆筒、弹簧、导向螺栓、指状管、翼板、弹簧座等组成,其中指状管与翼板、翼板与圆筒的连接方式采用的是钎焊连接。核燃料元件工作在高温、高压、高辐射循环水中,随着辐照时间的增加以及装配应力、热应力等因素的影响,部件会产生变形[2-3],因此指状管与翼板、翼板与圆筒的连接强度是核反应堆稳定运行的重要保障。本文基于某型号的控制棒星形架介绍一种钎焊工艺,为后续不同类型的控制棒星形架钎焊提供理论依据。
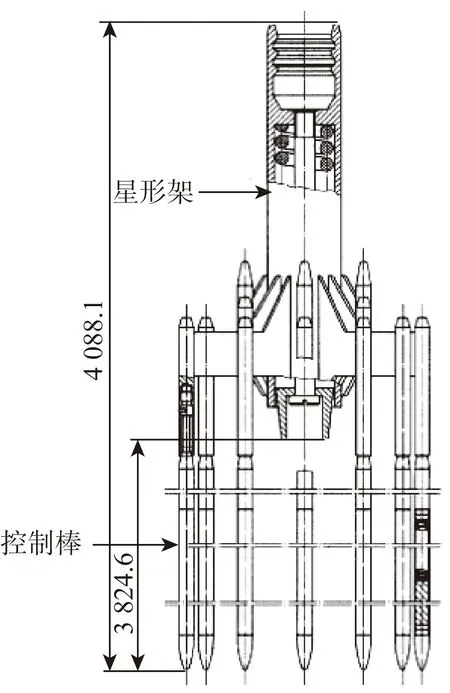
图1 控制棒组件Fig.1 RCCA
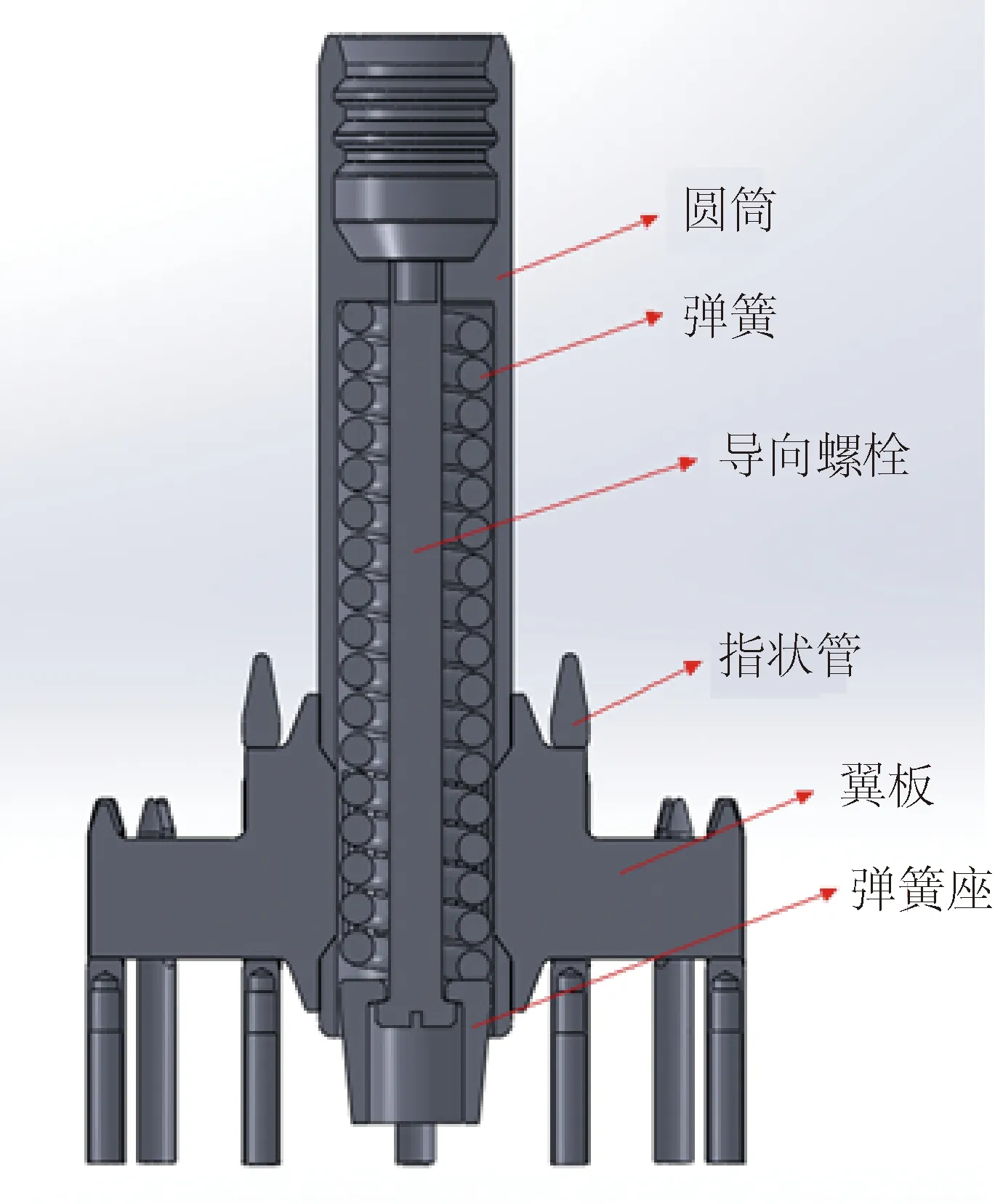
图2 控制棒星形架Fig.2 RCCA spider
1 核级不锈钢与镍基合金钎料
核反应堆中不锈钢零件原材料均选用铬镍奥氏体不锈钢和具有奥氏体组织的少量高镍耐蚀合金。星形架中圆筒、翼板以及指状管均采用AISI 304L不锈钢加工而成,拉伸性能Rm=741 MPa、Rp0.2=500 MPa、A50=55.5%,Z=76%,化学元素含量见表1。此类不锈钢在机械加工中存在诸多难点,比如切削力大、加工硬化严重、不易断屑、刀具易磨损等[4]。

表1 AISI 304L化学元素含量Table 1 Chemical element contents of AISI 304L
不锈钢钎焊的方法有很多种,比如烙铁钎焊、火焰钎焊、炉中钎焊、感应钎焊、电阻钎焊以及盐浴钎焊,用于钎焊的钎料也有很多种,如锡铅钎料、银钎料、铜基钎料、锰基钎料、镍基合金钎料以及贵金属钎料等[5]。控制棒星形架钎焊采用的是真空炉中钎焊的方式,钎料选用镍基合金钎料BNi-7,化学元素含量见表2。真空钎焊能精确地控制温度,加热均匀,变形小。镍基钎料适合用于炉中钎焊,接头的高温强度和耐腐蚀性比其他类钎料优越[6]。

表2 BNi-7化学元素含量Table 2 Chemical element contents of BNi-7
2 控制棒星形架点焊与涂料
控制棒星形架钎焊之前需要经过点焊固定圆筒、翼板、指状管的相对位置,再将镍基合金钎料涂抹在需要钎焊的缝隙。首先将加工好并经过超声波清洗后的圆筒、翼板、指状管准备就绪,如图3所示,其中翼板和指状管各有三类。
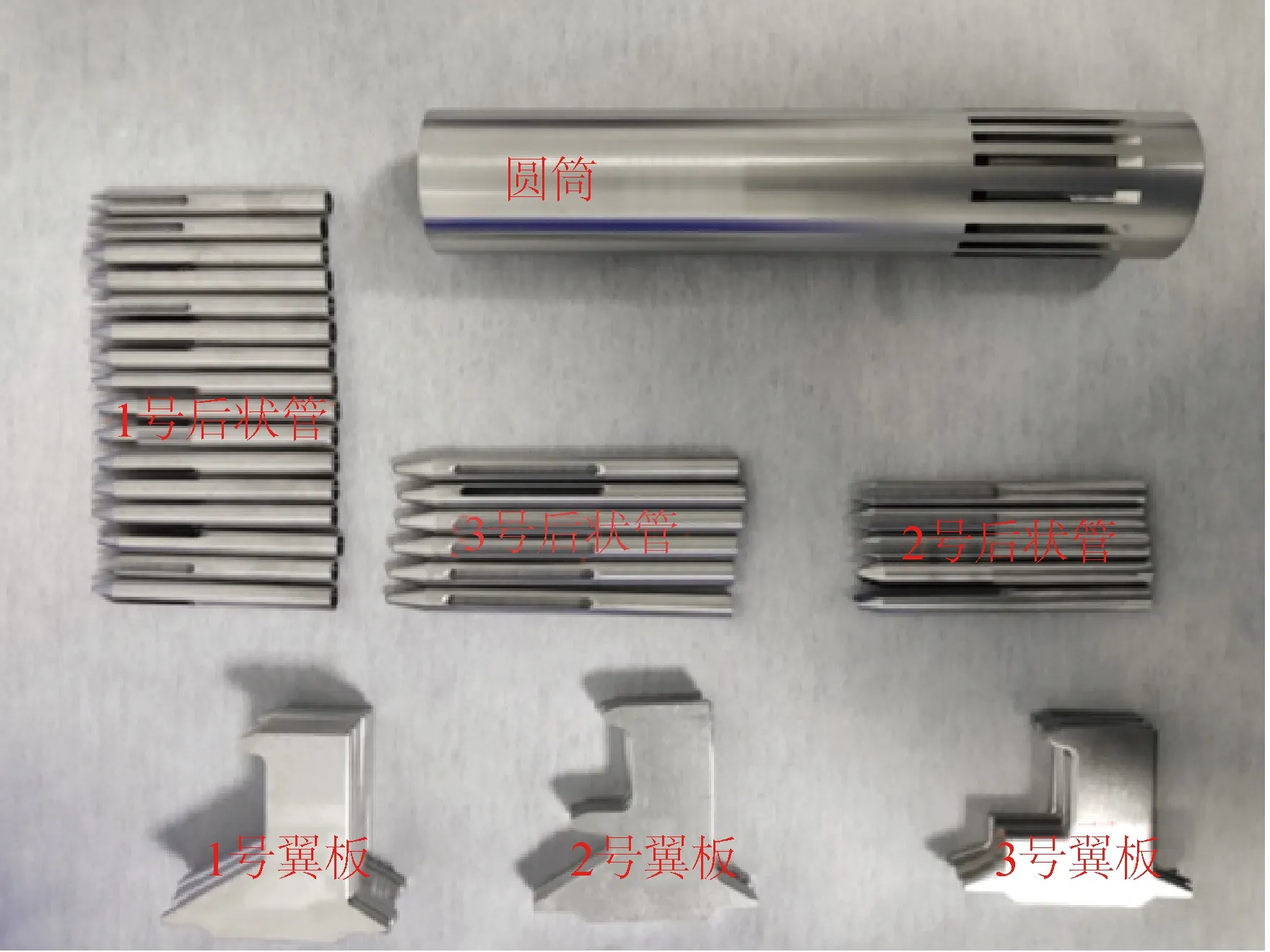
图3 圆筒、翼板、指状管Fig.3 Drum; alar plate; finger tube
星形架的点焊需要专用夹具如图4所示,将圆筒、翼板、指状管三种零件,按要求在夹具中组装好。先点焊翼板与圆筒的上焊点,采用加丝焊接一次焊接成型;其次对指状管和翼板进行固定点焊,3号指状管点焊指状管与2号翼板平面接缝处一点,2号指状管点焊其缺囗尖端与翼板的接缝处一点,1号指状管点焊其缺口尖端与翼板的接缝处一点,所有焊点均采用不加丝焊接一次成型;最后将已装配并完成上述点焊的星形架同夹具上定位板从夹具底板取出,点焊翼板与圆筒的下焊点,采用加丝焊接一次焊接成型。完成点焊的星形架如图5所示,圆筒、翼板、指状管的相对位置已固定。检查24根指状管的位置度,当位置度满足要求时即可开始涂料。如图6所示,对所有钎缝连接部位进行涂料操作,3号指状管与翼板、2号指状管与翼板、1号指状管与翼板、圆筒与翼板。应注意控制合理的涂料量,如钎料涂到非钎焊部位,应擦除干净。特别指出,在圆筒圆面及4根3号指状管圆锥头部涂止钎剂,防止钎料硬化后难以去除。
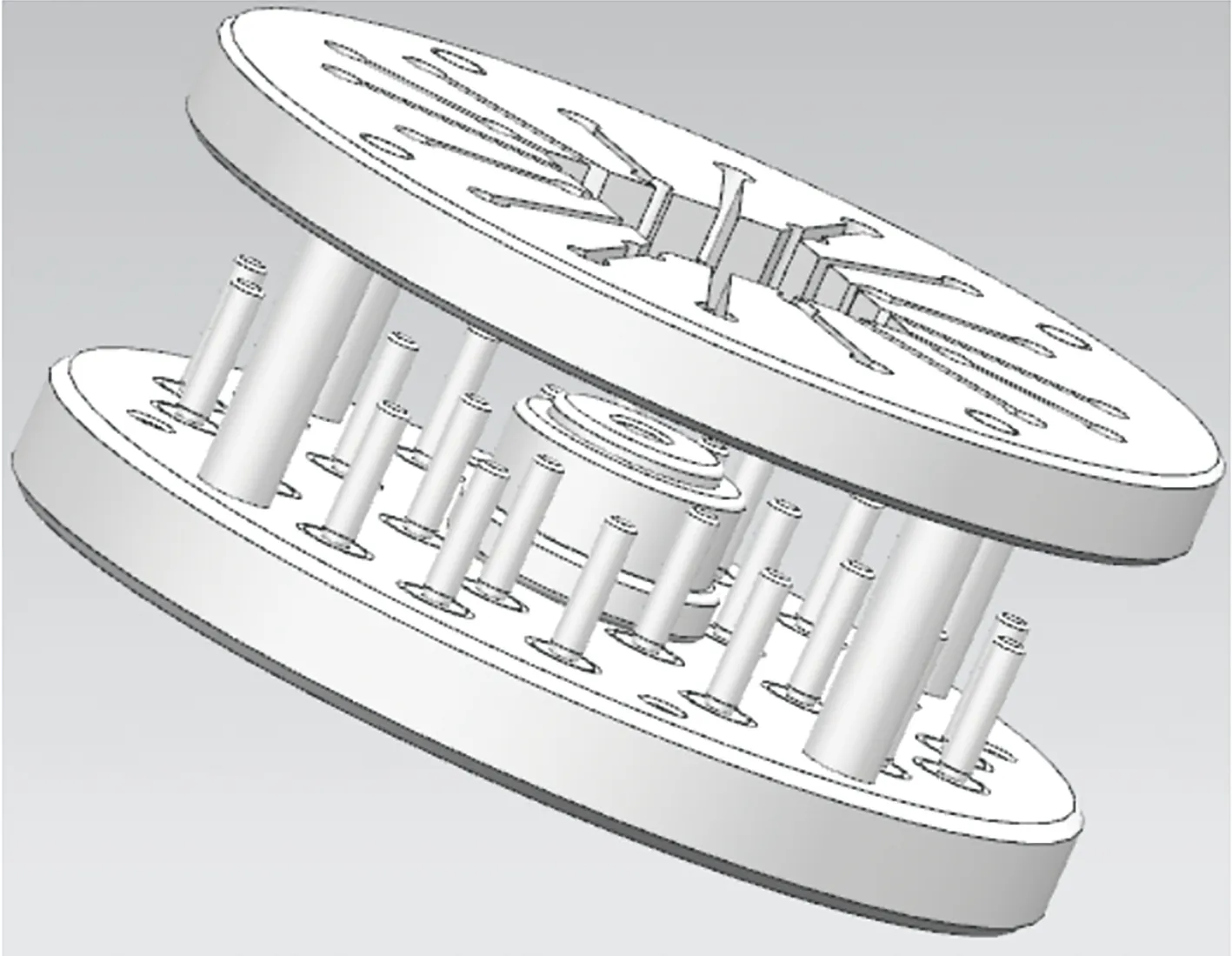
图4 控制棒星形架点焊夹具Fig.4 Spot welding fixture of the RCCA spider

图5 点焊后的控制棒星形架Fig.5 The RCCA spider after spot welding

图6 控制棒星形架涂料示意Fig.6 Solder daub for the RCCA spider
3 控制棒星形架真空钎焊
真空钎焊是把待钎焊材料用夹具夹持在一起,在真空炉内加热使钎料溶化为高温液态,在毛细力作用下填满被焊接件之间的缝隙,使之达到冶金结合。影响真空钎焊质量的因素有很多,比如钎料类型、钎缝间隙、钎焊温度、保温时间等。对于已经确定钎料类型和尺寸精度的控制棒星形架而言,决定其真空钎焊质量的关键因素为钎焊温度和保温时间。在钎焊过程中,想要得到优异的焊接接头,溶化的液态钎料润湿铺展能力要好,在毛细流动的作用下能充分的填充接头间隙,而且,钎料组元与母材基体之间可以发生相互反应。而影响钎料润湿铺展能力的关键就在钎焊温度和保温时间。随着钎焊温度和保温时间的增大,镍基合金钎料的润湿铺展能力会增强,同时焊接接头的抗剪切能力增强。为此,在钎焊的过程中需要根据真空热处理炉以及钎料的情况尽可能的提高钎焊温度和保温时间。
通过前期的热处理工艺摸索和试验,得出控制棒星形架钎焊热处理工艺见图7。在约50 min内升温至800 ℃,保温10 min后继续升温至1 005~1 020 ℃,然后再保温50 min左右后充氩气快冷。需要注意的是,为了防止氧化,出炉温度要小于140 ℃。此热处理工艺方案,能使得控制棒星形架的力学性能满足设计要求,同时热处理处理效率也较高。热处理完后的控制棒星形架还需要进行修整,将多余的钎料进行去除。
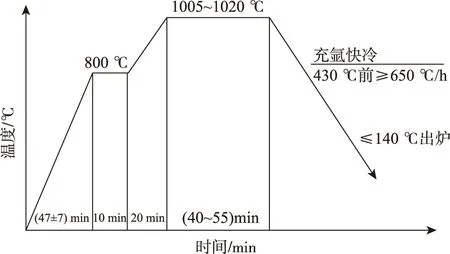
图7 控制棒星形架真空钎焊热处理曲线Fig.7 Vacuum brazing technology of the RCCA spider
4 结论
本文从镍基合金钎料开始,详细的介绍了控制棒星形架点焊工艺、涂料工艺以及真空钎焊工艺,明确了控制棒星形架组装钎焊过程以及热处理升温保温曲线,为后续不同类型的控制棒星形架组装钎焊提供理论参考。
