镀前处理对GH4169电镀铬的影响
2022-06-21郭敏智谢焕钧李立群
郭敏智,谢焕钧,李立群
(中国航发中传机械有限公司,湖南 长沙 410200)
GH4169合金是过去40年广泛运用于飞机发动机上的镍基高温合金,其被大量使用于飞机发动机部件,如临界旋转零件、机翼、支撑结构(垫片)和压力舱等,年产量占据整个变形高温合金总量的45%以上[1]。该合金是一种沉淀强化的铁镍基合金,具有较好的高温力学性能、良好的热工艺和焊接性能。而随着航空发动机和燃气轮机对部件性能要求的不断提高,对GH4169 合金的性能条件也提出了更高的要求。
铬电极电位虽然很负,但它有很强的钝化性能,在大气中很快钝化,显示出具有贵金属的性质。铬层硬度高(HV800~1100),耐磨性好,反光能力强,具有较好的耐热性,被广泛用作钢铁零件防护-装饰性镀层体系的外表层和机能镀层。在GH4169 合金表面镀铬,可有效提高基体硬度及耐蚀性能。但是GH4169 合金材料因铬含量较高,给镀铬带来很大难度[2],铬层与基体结合力差且易起皮,并且镀铬溶液的分散和覆盖能力差,形状复杂的零件需采用象形阳极才能得到厚度均匀的镀层[3]。而高温合金镀铬技术在国内研究较少,马建铁等[4]研究了高温合金(GH696)活塞环的镀铬方法,其采用硫酸与氢氟酸、盐酸腐蚀的预处理方法,在活塞环表面沉积7~10 μm铬层,但零件形状较为简单,且厚度较薄。
本文通过探索镀铬前处理方法,并利用特定的辅助阳极和保护阴极,在GH4169 合金表面以及锥形块垫片上得到结合力良好、形貌均匀,能满足实际生产需求的铬层。
1 实验
1.1 GH4169合金镀铬层的制备
锥形块垫片使用材料为GH4169 合金(质量分数:C≤0.08 %,Cr 17.0 %~21.0 %,Ni 50.0 %~55.0 %,Mo 2.80 %~3.30 %)。前期研究在试棒上进行,试棒规格ϕ10 mm×100 mm,镀铬前需除净试棒表面油脂。后期验证在锥形块垫片上进行,具体尺寸和形状见图1所示。

图1 锥形块垫片尺寸及形貌图Fig.1 Dimensions and morphology of the conical block gasket
镀铬层制备工艺流程如下:除油→热水洗→冷水洗→镀前处理→镀铬→冷水洗→热水洗→干燥→除氢→检验,其中镀前处理包括阴极活化、阳极腐蚀、酸洗、吹砂、预镀镍、吹砂与预镀镍结合等方式。电镀铬实验以铅锑合金作为阳极,GH4169 工件作为阴极,镀铬后铬层结合力好坏主要由镀前处理方式决定,本文通过改变镀前处理方式对GH4169 合金进行镀铬试验,镀铬槽液参数如下:CrO3200~250 g/L;H2SO4(ρ=1.84 g/mL) 2.0~2.5 g/L;Cr3+3~5 g/L;CrO3/H2SO4为(95~105)∶1。
1.2 镀铬层外观、结合力表征
镀铬层外观在天然散射光线或无反射光的白色透射光线下目视检查,镀层应结晶细致、均匀,颜色为亮灰色;镀铬层结合力检查则按HB 5041的规定,用空气炉加热零件或试样至300±10°C,保温1 h,然后在冷水中骤冷,并用目视方法检查镀层有无起泡、脱落现象来表征结合力。
2 结果与讨论
通过改用不同的活化方法进行镀前处理,摸索适宜的活化方法,且每组用3 个试样进行平行试验得到结果如表1,具体情况见图2。

图2 基体镀铬表面结合力Fig.2 The adhesion of the chromium-plated surface
将吹砂活化与吹砂后再预镀镍处理,然后进行镀铬的试样放入空气炉加热至300 °C,保温1 h,然后在冷水中骤冷,目视检查,镀层无起泡、脱落现象,具体见图3,表明吹砂活化与吹砂后再预镀镍处理,均可显著提高GH4169合金铬层结合力。
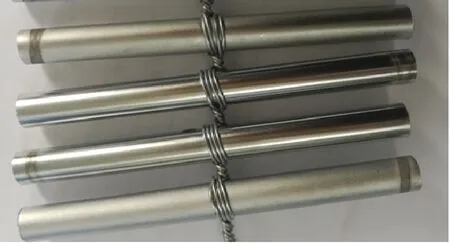
图3 结合力检查后基体镀铬表面Fig.3 The surface of chromium plated matrix after adhesion test
3 锥形块垫片零件镀铬工艺探索
镀铬使用的CrO3和H2SO4混合溶液作为电解液,但是该种溶液存在不足之处,如阴极电流效率很低,工业化生产中仅为12 %~15 %;镀液的分散能力差,欲获得均匀的镀层,则需要进行人工干预,比如设计象形阳极或保护阴极[5]。本文涉及的锥形块垫片,零件表面要求镀铬(15~35)μm,但R0.2 mm处邻近区域受形状影响是低电流区,在电镀时因沉积速度慢有重新钝化的风险;ϕ114.2 mm 外圆和ϕ77.2 mm 内圆尖角处电力线集中,镀层易粗糙。通过采用镀前吹砂处理和吹砂后再预镀镍处理两种方式,设计不同的象形阳极和保护阴极,对GH4169 合金锥形块垫片镀铬工艺进行探索。
3.1 吹砂镀前处理对锥形块垫片镀铬的影响
选取(砂粒:100 目的棕刚玉,压力:≤0.2 MΡa,喷嘴距离:(150~300)mm)吹砂方式,通过设计不同的象形阳极和保护阴极夹具,对锥形块垫片进行镀铬工艺探索,具体如表2。由表2 可以看出,仅吹砂活化,通过改变辅助阳极、挂具和辅助阴极,均无法在锥形块垫片表面完整沉积电镀铬层,特别是内直角边,由于为低电流区,在电镀时因沉积速度慢而重新钝化,导致该区域无法成膜。
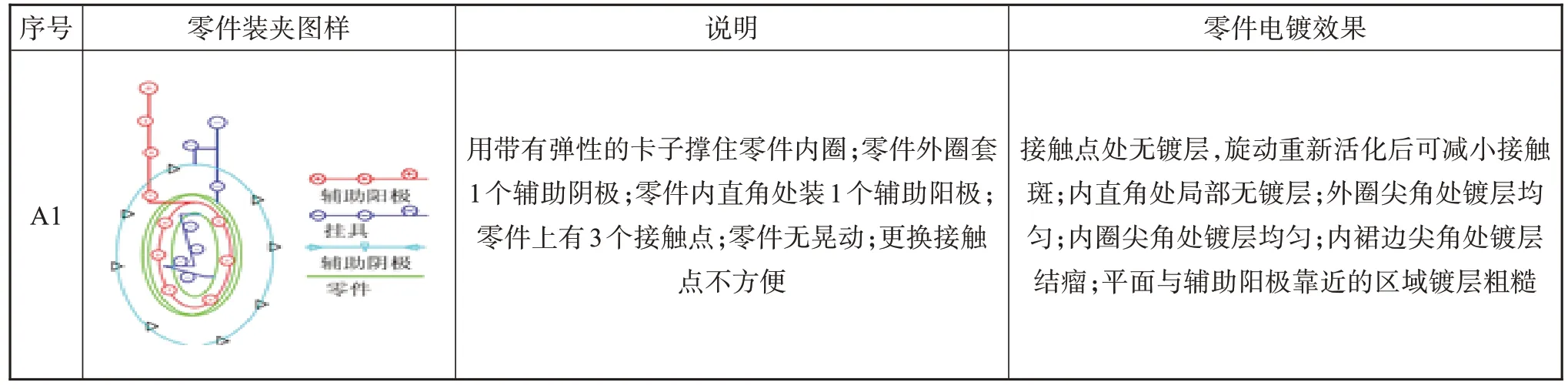
表2 吹砂镀前处理的镀铬试验Tab.2 Chromium plating test of sand blowing pretreatment
3.2 吹砂+预镀镍镀前处理对锥形块垫片镀铬的影响
表3为吹砂+预镀镍镀前处理的镀铬试验情况,可以看出,通过调整辅助阳极、挂具和辅助阴极,用带有弹性的卡子撑住零件内圈、零件外圈套一个辅助阴极能均匀地在锥形块垫片表面完整沉积电镀铬层,特别是内直角边,镀层均匀,且外镀层无结瘤,镀层均匀性好。
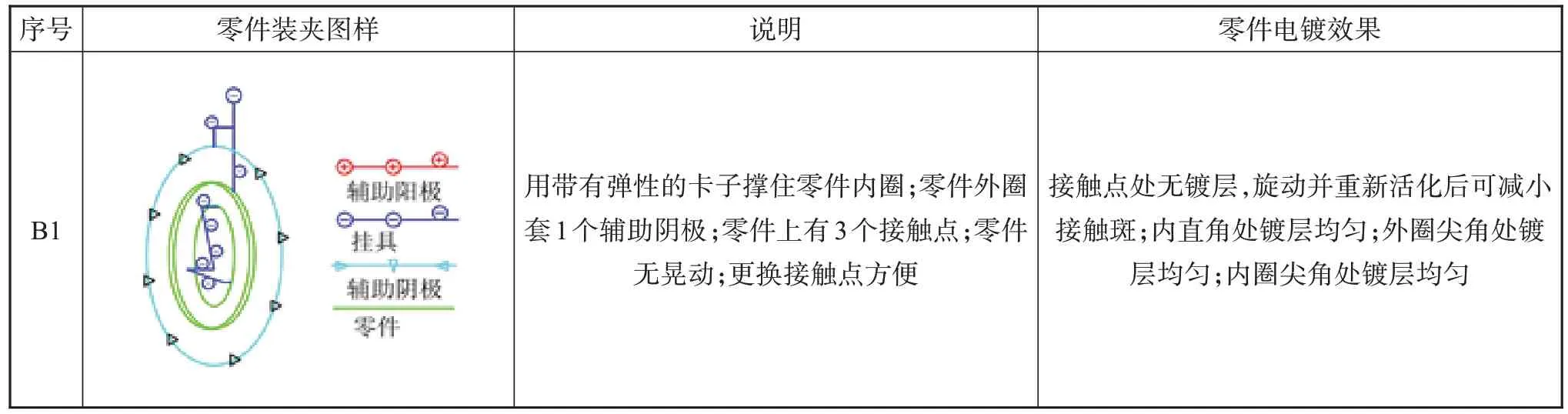
表3 吹砂+预镀镍镀前处理的镀铬试验Tab.3 Chromium plating test of sand blowing&nickel pre-plating pretreatment
3.3 锥形块垫片铬层检测结果
在天然散射光线或无反射光的白色透射光线下目视检查。锥形块垫片上检查外观,全部表面都有镀层,包括内R0.2 mm处低电流区,也覆盖有镀层。
按HB 5041 的规定,用空气炉加热零件或试样至300±10 °C,保温1 h,然后在冷水中骤冷,用目视方法检查,镀层不应起泡脱落。在与锥形块垫片同槽电镀的试验件上进行了测试,镀层没有起泡脱落,表明锥形块垫片镀铬层结合力合格。
4 结论
(1)镀前阳极活化或阴极活化、镀前酸洗和镀前预镀镍处理活化方法,无法在GH4169 试棒材料表面镀铬成膜或者均匀成膜;吹砂活化、吹砂后再预镀镍处理均能在GH4169 试棒材料表面均匀成膜,且结合力好。
(2)仅镀前吹砂活化,通过调整装夹方式、改变辅助阳极和辅助阴极,无法在GH4169 材料锥形块垫片表面均匀成膜,特别是内直角边无镀铬层。
(3)通过吹砂活化和预镀镍相结合的镀前处理方式,通过调整装夹方式、改变辅助阳极和辅助阴极,能在GH4169 材料锥形块垫片表面均匀成膜,特别是内直角边铬层均匀,且结合力好。