现代物流自动化系统在卷烟企业中的应用
2022-06-21韦炳佐
韦炳佐
(广西中烟工业有限责任公司南宁卷烟厂 ,广西 南宁 530001)
0 引言
卷烟企业的物流体系主要负责生产成品的仓储、分拣、配盘、配送以及物流跟踪等工作,随着全国零售商数量的增加与订货量的增长,卷烟企业的物流配送工作需要进行智能化转型升级,以满足企业的配送需求。该文通过设计卷烟企业产品配盘分拣运输物流系统的方式,验证现代物流自动化系统对提高卷烟企业工作效率的效果,为现代物流技术在卷烟企业中的发展提供动力。
1 系统设计
该文设计的卷烟成品自动化配盘系统主要涵盖卸车拆包运输模块、分流运输模块、配盘运输模块、物流信息同步模块以及一些其他小功能模块,例如数据缓存库、人工检验、入库运输线以及空托盘合盘线等部分,配盘系统的结构设计如图1所示。

图1 卷烟辅料智能化配盘系统结构图
系统中卸车拆包运输模块主要负责成品的卸车与拆除外包装工作。该模块共设置6个平行通道,每个通道的卸车拆包工作互不干扰,在每个通道处均设置1台伸缩式运输机、1台推动式移载机、1台转向装置以及1个潜伏式AGV站台;自动化配盘系统中分流运输模块主要负责产品的分类。该设备安装在距离卸车拆包模块2.5m高的空中,设备的起点与卸车拆包运输线连接,终点与配盘运输模块连接;系统中配盘运输模块主要负责整理空托盘组,如拆分和机械手码垛以及运输已完成配盘的产品。物流信息同步模块主要负责掌握各模块分拣配的信息,避免发生配盘产品配错的情况;缓存库则设计在分流运输线的下方,其设置多个AGV站台以用于摆放托盘和托盘的存储等,缓存库和其他功能模块的联系由AGV完成;检测模块位于配盘运输模块的出口端,内设AGV站台(智能化检测)和人工检验站台,AGV站台会对摆放产品进行初步检验,然后将产品送至人工检测工位进行人工检测,检验合格后产品可以进行打包、录入物流信息等工作。为协助AGV平台的产品运输入库,还在入库运输模块设计中新增加回转托盘,来提高整个产品配盘工作的效率。根据卷烟企业物流运输的产品形态将卷烟产品分为5类,见表1。
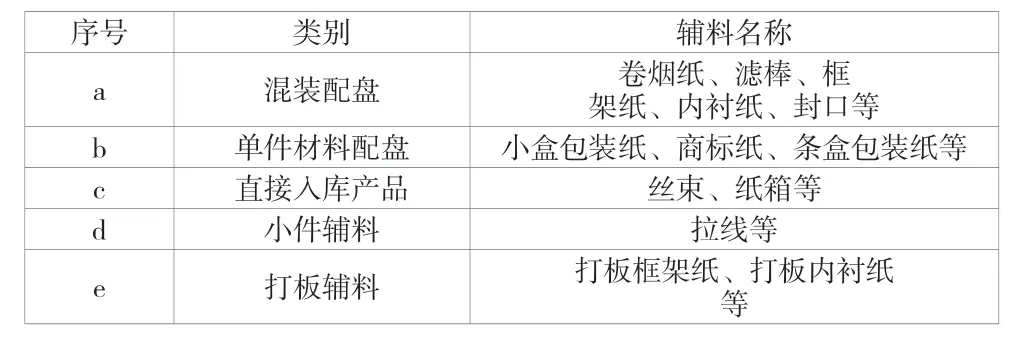
表1 卷烟物流配盘材料
2 各功能模块
2.1 卸车拆包运输模块
卸车拆包模块功能结构可细分为卸料位置、拆包运输机械臂和AGV站台。其中,卸料位置设置无人驾驶叉车,拆包运输位置设置双向伸缩式运输机和1个纵向推动移载机,AGV站台设置在皮带式运输机的侧方,可根据不同种类订单需求进行辅料的装卸操作[1-3]。
在处理混装配盘中,该系统模块会使用叉车将整垛材料移动到拆包区域,通过人工输入辅料种类与订单数量后,拆除材料垛盘外面的包装膜,然后操控机械臂将材料摆放在皮带式运输机上,通过皮带运输机将材料分流至运输模块。
在处理单件材料配盘中,需要人工输入材料信息然后操控伸缩式运输机将载货平台伸至货车内部,然后通过人工的方式将材料摆放在伸缩式运输机载货平台上,通过推动移载机将材料移动至皮带式运输机上分流运输材料。
在处理直接入库的材料时,需要人工输入辅料信息并控制系统自动调度AGV,将托盘结构臂移动至材料卸载区域,然后利用机械臂将叉车上的材料卸至托盘上,再通过人工对托盘上材料进行分类与分量。合盘材料会由AGV控制搬运至人工检验区域进行终检,当托盘上货物与订单相符时直接会被运送到存储仓库。
在处理小件辅料时,同样需要人工的方式将辅料信息输入配盘系统中,当辅料信息全部录入后,系统会自动调度AGV将托盘从缓存库中调离出来,然后通过机械臂的方式将辅料移动至空托盘上,然后自动进入分流运输模块进行订单材料的挑选,由人工检测完毕后送至仓库中进行存储。
在处理打板辅料时无须录入信息,只需人工记录辅料信息后通过叉车将整垛打板辅料摆放在AGV站台上,然后AGV站台会将材料直接运送至配盘模块中进行订单数量的分盘,经过智能化检测后直接运送至仓库进行存储。
2.2 分流运输模块
分流运输模块的功能可细分为进料线、横纵向运输线、换向装置以及材料姿态调整装置等部分。为节省整个配盘分拣设备的占地空间,同时提高整个分拣效率,将整个分流运输模块设计在配盘系统的正上方,每条卸车拆包平行运输通道都存在一个横向运输线和纵向运输线,在垂直方向交叉处设有定向转向装置。当工人在卸车、拆包区域将订单参数输入系统中后,辅料进入分流运输模块便会激活固定位置的机械臂,通过机械臂摆放不同材料,同时系统会根据运输带的速度提前判断每个货物的实际位置,进而调整定向专项装置,使不同批次的材料订单能够分流[4]。为保证材料在运输中形态位置的稳定性,配盘系统上方还设有用于调整物料位置的机械臂,通过该方式避免材料在分流运输通道上堵塞。
2.3 配盘运输模块
配盘运输模块的功能结构可细分为空托盘拆分机、横纵向运输线、码垛机械手、AGV站台以及托盘升降力臂等。此外,配盘运输模块的每个横、纵向运输线垂直交叉处都设置1个运输机,该运输机设有顶升换向,其中每条纵向运输线的入口端都会与分流运输模块的输出端相连,可以将纵向运输线视为整个功能模块的主运输路线。空托盘组在AGV的调控下从缓存库中升至空托盘拆分机处,通过横向运输线将拆分空托盘运送至机械手即配盘站台。根据订单数据,各个子功能模块会像纵横向运输线、固定方向运输机、升降机以及机械手等功能设备会协作进行材料的配盘动作,每完成一次订单中的小订单后托盘会运输至检测模块处等待质检[5]。自动化配盘工艺的流程如图2所示。
在进行单配辅料任务时,设某批次订单为单配任务,则配盘系统会对该批次材料按预先设定流程进行码垛,然后将材料运输至辅料分配模块通过AGV对辅料进行分拣与核验,若运输车辆在等候区等候,则物料直接包装发货,若没有运输车等待,则先包装物料,然后送至仓库进行存储。混配任务与正常订单配盘任务工作流程相同,不对其进行过多论述。
2.4 物流信息的同步控制

图2 辅料智能化配盘工艺流程图
为确保整条自动化配盘系统能够保证同一数据,需要在短时间内进行一次物流信息的同步,即从卸车拆包环节开始,各个功能模块下的主控芯片需要每隔3s进行一次数据更新,通过该方式刷新托盘传送带上材料的实时位置,便于系统提前做出动作。为达到上述目的,需要控制自动化配盘的电气控制系统能够在维持物料正常运输状态下,还能收集内部所有功能模块程序控制的信息流,在固定数据(传送带速度)标准下,结合物料进入运输系统后的起始位置,并通过分流时对材料打上的编码进行物料的个体识别,物料信息由电气控制系统接收,并实时更新物料在运输系统内的位置信息,各个功能模块通过控制系统的数据分发进行数据的更新,若物料属性在运输时出现变化,其相关信息也能够及时更新,避免因某个物料属性变化导致后续所有订单信息发生改变[6]。
3 应用效果
3.1 试验设计
为验证上述设计的应用效果,将以某卷烟企业为例进行物流订单配盘的对比试验。试验材料:盒状辅料小盒卷烟包装纸,尺寸为405mm×265mm×340mm,质量共计21kg,每托盘可放置24件,共1450盒;盘状辅料条盒卷烟包装膜,尺寸规格为285mm×350mm,质量共计16.7kg,每托盘可放置36件,共2150盘。上述材料皆由某地烟草集团卷烟厂提供。设备:辅料自动配盘系统和传统人工加辅助装备配盘。方法:以该文设计配盘系统和传统人工配盘方式为主,分别对单条订单生产线进行工作效率与配盘精确度测试。试验条件共分为3种,分别为小盒包装纸、条盒包装膜以及小盒包装纸+条盒包装膜。试验共需要进行3次,每次配盘为20盘、40盘和60盘,对每次配盘数据进行统计取平均值作为判定标准[7-8]。

表2 传统配盘法与自动化配盘系统在单条生产线下的测试数据对比
3.2 数据分析
试验详细数据汇总于表2。从表2中的数据能够得出,传统配盘方法的配盘时间约为2.33min/盘,而该文设计的自动化配盘系统配盘时间约为1.58min/盘,提高效率约为0.75min/盘;传统配盘方式的配盘订单合格率约为72.67%,而自动化系统配盘订单合格率约为99.15%,提高约26.47%。证明该文设计的自动化配盘系统能够有效提高卷烟企业物流订单的分拣装配效率和分拣精准度。
由表3中数据能够看出,以材料入库作业区设计的6条生产线为例,基于现代物流自动化技术设计的配盘系统基本能够进行无人化操作,整条订单配盘工作共可节省35人和2台叉车,证明该系统可以在保证订单配盘质量的前提下,减少人工作业。

表3 传统配盘与智能化配盘人工和叉车配置对比
4 结语
综上所述,该文设计1种基于卷烟企业订单产品配盘的操作系统,通过实践验证可得出以下结论:1)从该文试验数据对比中能够看出,基于现代物流自动化技术设计的订单配盘系统能够有效提高传统配盘模式的工作效率,并且还可以减少配盘分类人员的使用,可以节省物流配置环节的资金。2)通过该文设计的订单配盘系统可映射出现代物流自动化技术在卷烟企业的应用情况。从物流角度来看,卷烟企业将订单货物发送得越快,就可以越快处理下一批订单,其销售利润也会增长。由此可得出,现代物流自动化技术在我国卷烟企业的应用效果十分显著,卷烟企业能够采用现代物流的先进技术对产品销售领域进行改革,进一步加快企业经济的发展。
