LED指示灯网线端口针脚折弯整形切料装置设计
2022-06-21张文义李淑香肖国华
张文义 李淑香 温 瑞 肖国华
(1.芜湖市爱三迪电子科技有限公司,安徽 芜湖 241000;2.河南省计量科学研究院, 河南 郑州 450000;3.浙江工商职业技术学院, 浙江 宁波 315012)
0 引言
随着电子行业中液晶显示技术的迅速发展,液晶显示器特别是彩色液晶显示器的应用领域不断拓宽。在该市场领域,LED发光二极管元器件作为液晶显示技术的背光源,在将LED发光二极管焊接到电路板上之前,由于工艺要求,需要对LED元器件进行管脚剪切、折弯等处理,以满足生产需要。传统生产大都采用手工剪切或者折弯的方式,效率低下,而且生产出的产品质量参差不齐,难以保证。该文设计了一种自动化的插针折弯切脚装置,即将LED灯脚的折弯与剪切工作集成到一台机器上,剪切时将LED灯脚置入特定模具中,从而保证了LED灯脚的良品率。
1 带LED指示灯网线端口结构
如图1所示,带LED指示灯网线端口由3个零件构成,即1个插口塑件本体和2个带长针脚LED指示灯。2个LED指示灯中,每个长针脚既是电极又是紧固件,针脚插入对应的针脚孔后,须进行折弯并紧贴插口本体背面,且无反弹。采用手工插针方式插针脚后,由于折弯力度不够,针脚折弯不到位,易出现反弹,导致后期该组装件的装配品质不高、组件报废数量多,从而造成经济损失。且手工插针人力成本高,经济效益差,因而亟需使用一种自动化的插针装配机来解决此问题。
2 自动化插针装配机结构

图1 LED指示灯
在LED灯针脚的自动化生产工艺中,其生产设备必须具备的功能如下:①可自动送料,操作轻松便捷;②设备电控机械夹治具须采用高端材料,并针对材料进行热处理,具有耐磨性、耐久性,使用寿命较长;③设备运作可通过PLC程序自动控制,完成自动送料、自动插针和自动成型,自动化程度高,机械结构完整,生产效率高(为40pcs/min~50pcs/min)。
该文的自动化插针装配机整体结构设计如图2所示。装配机由8个部分组成,分别为气源及气源控制总成、推杆送料机构、进料机构、单个分拣机构、折弯机构、料槽通道、复压切脚机构和工作承载台。
装配机的工作原理如下:第一步,专用插针机将2个LED指示灯插入插口塑件本体后,通过夹送机构将其送入进料机构内并排队等候;第二步,专用振动盘将LED指示灯输送至单个分拣机构内,由单个分拣机构将单个插好灯的插口塑件本体输送至料槽通道端口;第三步,推杆送料机构将插口塑件本体推送至折弯机构的下端冲压折弯工位;第四步,折弯机构的下端冲压折弯部件将LED指示灯的4个针脚折弯;第五步,复压切脚机构对折弯后的4个针脚进行复压切脚整形,使其紧贴插口塑件本体,确保不反弹变形;第六步,推杆送料机构将复压好的LED指示灯插口塑件本体推送至料槽通道尾端斜槽,完成带LED指示灯插口塑件本体的插针、折弯、整形过程。
该文还对设备进行了后期功能改造和功能扩展,实现了功能的多元化,具体功能如下:①可对料带式方针、方针、扁针、圆针、端子、端子盘、铜包钢针、铜包铁方针、镀金方针、镀锡方针以及镀铜方针等针型件的装配进行装针;②可进行单排插针、双排插针、多排插针、折查等非标工艺定制;③可根据产品实际需求定制各种针间距;④扩展功能与动作包括:铆针、铆压、打针、插针、铆针、预插、打断、折费料、折弯、切断、整针、数针、缺针、光纤检测、智能检测、总计数、送料、良品、不良品、铆露和裁切等。
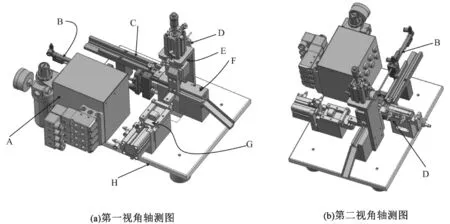
图2 自动化插针、折弯、整形装配机
3 分机构设计
3.1 气源及气源控制总成
气源总成和推杆送料机构设计如图3所示。气源中须设置压力表和一体式滤清,以保证气源的稳定性和安全性。控制推杆送料机构、单个分拣机构、折弯机构、复压切脚机构的4个电磁阀分别为阀V1、阀V2、阀V3和阀V4。电控箱用于管理整个平台的电源分配以及气源总成和控制阀的安装。根据现实情况,气源的使用特点和要求如下:①配气的误差允许上下波动几十个ppm(<50ppm);②须做到两路气源的稳定输出和混合,一旦调好后能长时间保持稳定;③气路须加装气体稳压阀和稳流阀、气体质量和流量控制器,最后通过皂膜流量计来调节流量。
3.2 推杆送料机构
该机构的作用是用变轨将LED指示灯网线端口送到折弯/切脚工位上。该机构的组成件包括图3中的件4~件12。2个不同的支座块安装于工作台上,两者之间设置有2个导杆,在导杆上通过滑套再安装滑动块,滑动块的前端设置一根推杆。推杆的作用是将LED指示灯网线端口从单个分拣机构上滑动块槽内的LED指示灯网线端口起始位置推送到料槽通道上用于折弯/切脚的工作工位上。行程开关的作用是控制推杆的推出行程。
3.3 进料机构
变道送料和折弯切脚机构设计如图4所示。进料机构的作用是将振动盘振动送来的LED指示灯网线端口传送至单个分拣机构的前端,该机构由送料轨道及两个支脚块构成。
3.4 单个分拣机构
在送料轨道的末尾段安装有单个分拣机构,其作用在于通过变换轨道气缸将送料轨道上的LED指示灯网线端口传送到出料轨道上。变换轨道气缸搭设于变道气缸台上。变道气缸台内设置有滑动槽孔。滑动槽轨的前端设置有LED指示灯网线端口仿形槽,便于变换轨道气缸将LED指示灯网线端口单一取走并传送至送料轨道。变换轨道气缸通过螺纹套和连接板来调整滑动槽轨移动的长度。
3.5 料槽通道
该机构主要由出料轨道和折弯垫板构成。出料轨道上设置有仿形送料通道,仿形送料通道中部设有折弯与剪切工位。出料轨道上设有折弯垫板,折弯垫板上设置有供LED灯脚折弯的折弯通道。
3.6 折弯机构
折弯机构位于折弯与剪切工位上方,该机构上设有弹簧压块、折弯机构冲头与整理滚轮。整理滚轮上设有与LED灯脚同宽的开槽,以确保在对LED灯脚进行整理滚动时,整理滚轮不会因发生位移而影响产品质量。折弯机构冲头设有折弯通道,LED灯脚放置于折弯通道内。为提升工作效率,一个折弯机构冲头通常设有4条折弯通道,可同时容纳4根LED灯脚。当LED指示灯网线端口通过变换轨道气缸从送料轨道被转至出料轨道,再被送至折弯与剪切工位上后,折弯机构冲头首先进行折弯工作。LED灯脚在折弯通道内呈竖直状,折弯气缸给予折弯机构冲头压力后,竖直状的LED灯脚被折弯成L状,同时出料轨道上的整理滚轮会对其进行整理,确保LED灯脚其余部位不变形。

图3气源总成和推杆送料机构

图4 变道送料和折弯切脚机构
3.7 复压切脚机构
该机构的切脚工作部件为切头,切头的驱动件为切脚驱动滑块。切脚驱动滑块上以螺丝锁紧的方式安装切头,切头设置于切脚驱动滑块25的前端,切脚驱动滑块由切头气缸驱动。该机构的作用是待LED灯脚折弯完成后对多余部分进行修剪。此时切刀气缸会带动切头进行剪切,剪切原理如下:切头上设有第一切头斜面,同时在出料轨道上设有第二切头斜面,如图4中M放大图即图4(c)所示。当LED灯脚被放置于第一切头斜面与第二切头斜面时,其即可在切刀气缸的作用下被快速剪切。待折弯与剪切工作完成后,LED灯脚从出料轨道一侧设置的出料斜梯上流出,进入下一步工序。
4 外围设备
该文的自动化LED针脚插针折弯设备可将连接器针脚插入模型,并在后续的组装过程中还可以将连接器的各个部件组装在一起,在整机系统设计中,根据对象产品不同档次的功能要求,在插针折弯的同时,某些产品还须满足对LED灯针脚按照连接器的需求进行拆查、导角等多种功能,连接器自动化插针设备采用基于可编程中断控制器(PIC单片机)控制的可编程逻辑控制器(PLC)进行控制,以接收各种信号,并向各执行机构发出指令。该自动化设备中还配备传感器等信号采集器,以监视设备中每一执行机构的运行情况,并经判断后发出下一步的执行指令。对于高端客户,该设备还需要配置显示、记录设备运行情况,并可供操作者向设备发出指令的人机界面。为符合装配的生产过程,得到预定的尺寸精度及功能成品,该设备的外围还需附加以下装置:①零部件定向排列、输送、抓取系统。将杂乱无章的零部件通过振动盘或柔性供料系统按便于机器自动外理的空间方位自动定向排列,随后顺利输送到后续的抓取机构,为后续机械手进行抓取做准备;②抓取-移位-放置机构。将抓取机构定点、定位好的部件抓住或用真空吸住,随后移动至装配工作治具中;③折弯工作机构。完成装配工作的主动作;④检测机构。对该设备折弯装配好的半成品进行检测,如缺零件检测、尺寸检测、缺损检测、功能检测以及清料检测等;⑤流水工件的取出机构。将装配好的合格部件、不合格部件从设备上分类取出。
5 结语
针对LED指示灯网线端口组件LED灯针脚插针后需要折弯、整形和切针脚的组装需要,该文设计了一种折弯整形和切针脚的自动化设备。该设备由气源控制总成、推杆送料机构、进料机构、单个分拣机构、折弯机构、料槽通道、复压切脚机构、工作承载台共8个部分组成,其中关键机构为折弯机构和复压切脚机构。折弯机构利用一个气缸驱动滑块式冲头自上而下将LED灯针脚进行折弯,复压切脚机构对折弯针脚进行精确整形,切头对多余针脚进行切除。该设备结构简单,操作性好,既可以进行手动操作控制,也可以用于自动化流水线中间工位。
