水泥包装自动套袋装置控制系统的设计
2022-06-20魏志豪吴桢芬张亮章小建
魏志豪,吴桢芬,张亮,章小建
水泥包装自动套袋装置控制系统的设计
魏志豪1,吴桢芬1,张亮2,章小建2
(1.昆明理工大学,昆明 650000;2.常州先进制造技术研究所,江苏 常州 213000)
为了提升水泥袋装过程的自动化水平,减少长期以来对人工套袋的过度依赖。在现有的回转式水泥包装机技术基础上,设计一款与之相适应的自动套袋控制系统。对套袋装置的结构原理进行简要阐述,同时明确控制系统的设计要点,决定采取以“HMI+PLC”的分层控制结构,在硬件选型的基础上,又对控制程序和组态界面进行了开发。经过现场实验验证,文中所设计的控制系统操作简便、可靠稳定、易于维护,在粉尘浓度较大的环境中运行良好,有效实现了供袋、取袋、开袋以及套袋等工序流程的自动化控制,套袋速度接近1 500袋/h,且套袋成功率达到98%。系统通过触摸屏界面完成远程操控,将套袋工人从恶劣的粉尘环境中解放出来,为自动套袋技术难题攻关提供了可参考方案,提升了水泥生产行业的自动化水平,具有广阔的应用前景。
水泥包装;套袋装置;控制系统;PLC;触摸屏;运行分析
随着科学技术的快速发展,以自动控制、人工智能、计算机网络为代表的信息技术在工业生产领域得到了迅猛的应用[1]。尤其近年来,随着“工业4.0”概念的提出以及“中国制造2025”战略纲要的深入推进,我国加快了传统制造行业向智能制造行业的转型,逐步将高度依赖人力资源的传统生产方式升级为以信息技术为牵引的智能生产方式。解放劳动力、装备智能化改造以及生产管理方式变革已经成为当今制造业发展的趋势[2-3]。在包装器械领域,为了提高包装效率以及日渐多元化的产品包装需求,传统自动包装机械正在朝着信息化和智能化的方向发展,智能包装融合了电子信息、控制理论、工业机器人等先进制造技术,随着与日俱增的包装需求,智能包装在衣、食、住、行等各领域发挥着越来越显著的作用[4-6]。
水泥包装是水泥生产过程的重要一环,主要依靠水泥包装机来完成,而回转式水泥包装机作为当前主流的水泥包装设备,在很多水泥生产企业中得到了广泛的应用。回转式水泥包装机一般具有多个料嘴,这些料嘴呈均匀分布状,当阀口袋被插在料嘴上后,经过传感器、电磁阀、称重仪等相关器件的工作配合,即可完成对粉状水泥的自动灌料功能,然而,与其相适应的自动套袋技术却没有得到协同式发展。在国内,大部分水泥企业还在依靠人工套袋方式[7-8],这种人工方式效率较低,不仅严重影响了生产能力,而且套袋工作本身劳累乏味、重复单调,加之工作环境粉尘弥漫,长此以往,对工人的身心健康将会造成严重的损害[9-10]。为此,文中基于上述现状开发了自动套袋装置控制系统,根据该装置的工作特性,将控制系统设计为上下层级控制结构:现场工控层以PLC为核心,同时搭载执行器件和传感器件,负责收集设备状态、袋口位置等信息,经内部程序的处理和运算,输出对应的控制指令驱动相关机构的动作执行;监控管理层通过触摸屏上的组态界面来远程监控套袋装置的运行状态、实时显示报警信息以及对套袋数量等进行统计,工作人员通过HMI也可对设备进行在线调试和操作维护[11]。该控制系统的应用能够大幅提升水泥包装作业的自动化水平,摆脱对人工套袋的依赖,符合现代化制造业高效、环保、智能的生产管理要求。
1 自动套袋装置的工作流程和主要结构介绍
1.1 工作流程
根据工序先后,自动套袋装置被划分为4组工作单元,各组工作单元有序衔接,分别为:阀口袋供应单元、阀口袋储存单元、阀口袋抓取单元和阀口袋套袋单元,其工作流程见图1。
1.2 主要结构
自动套袋装置的结构见图2,主要包含供袋机构、移袋机构、储袋机构、取袋机构和套袋机构等。
1)供袋机构。供袋盘经由旋转气缸的驱动,可实现180°的往返摆动,当供袋盘摆动到0°时,处于上袋工位,此时可放置批量阀口袋,接近开关检测到袋已放置后,供袋盘摆动到180°位置,此时到达移袋工位,等待移袋机构动作。
2)移袋机构。阀口袋被送达移袋工位后,移袋推杆随着提升气缸升出,并从供袋盘上的槽体穿出,紧接着,移袋气缸也随之水平伸出,移袋推杆经由移袋气缸的推动下进行水平位移,从而将阀口袋推送至主袋库盘上方。
3)储袋机构。该机构包含2个袋库盘,两者一主一副,交替进行工作。当阀口袋被送至主袋库盘,提升气缸立即向上伸出,带动主袋库盘升至取袋工位,此时,激活取袋机构工作,随着阀口袋越来越少,当减少至设定的阈值,伺服气缸开始向上伸出,其作用是补偿主袋库盘上因袋量不足而导致的袋位下降,至伺服气缸完全伸出后,副盘移动气缸也随之伸出,副盘接替主盘托举剩余的阀口袋,主盘下降至原来位置,等待接收新一批阀口袋到来。当副盘上的阀口袋也被取完,副盘缩回至初始位置,等待下一次的接替工作。
3)取袋机构。取袋机构用来吸取储袋机构中的阀口袋,由于阀口袋的袋身特性,当袋口侧被拽拉时,形变和重力作用会导致袋口自动张开,因此取袋机构也兼具开袋的功能。后吸盘与后取袋气缸刚性连接,前吸盘与前取袋气缸经四杆机构相连接。当阀口袋处在取袋工位时,阀口袋的袋口和袋尾两端分别被前后吸盘吸附,待吸附稳定后,前后气缸又同时动作使袋体被吸附提升,前吸盘由于四杆机构的空间变换,使其与被吸取的阀口袋呈垂悬状态,等待套袋机构来取。

图1 自动套袋装置的工作流程

1.供袋机构;2.移袋机构;3.储袋机构;4.取袋机构;5.套袋机构。
4)套袋机构。该机构主要包含机械手和转运机械臂,转运机械臂的动力来源于伺服电机,它的空间结构为典型的平行四杆机构,机械手连接在机械臂末端轴上,平行四杆机构的杆长比决定了机械手的空间运动轨迹。在初始状态,机械臂摆动到取袋工位,机械手放松,当取袋动作完成后,机械手夹紧,阀口袋被夹取并保持,等到料嘴到达后,转运机械臂向套袋工位处摆动,直到摆动至预定位置,机械手和料嘴在运动轨迹上处于相互啮合状态,两者同步保持旋转运动的同时,袋口也会沿着料嘴做直线套入运动,最终使袋口稳稳套在料嘴上。
2 自动套袋装置控制系统设计要求
自动套袋装置包含多组工位,工作流程复杂,运行环境恶劣,文中从机器工作特性和工程实际需求的角度,对控制系统制定了如下几点要求。
1)各工作单元能够协调控制,既要避免各机构间产生空间干涉,又要使供袋、移袋、储袋、移袋、取袋、套袋等动作连续稳定地执行。
2)动态响应性能好,能够根据各路传感器信号,实时做出判断并予以反馈。
3)装置的工作地点为水泥包装车间,现场粉尘浓度较大,在硬件设计时考虑粉尘环境对硬件电路的影响,选取的电气元件要具备防爆、防腐蚀和抗干扰性能,从而保证设备安全运行。
4)控制电路须接入空气开关、热继电器、电压继电器等低压保护电器,设置必要的电气互锁和联锁电路,增设急停按钮,完善报警系统的设计,确保机器的安全运行。
5)配置良好的人机界面和简易的操作指南,便于相关人员进行操作、监控和维护。
3 控制系统硬件设计
自动套袋装置的工作流程复杂,传统继电器控制难以满足设计要求,故系统采用“PLC+HMI”的层级控制结构,见图3,控制系统硬件包括PLC、触摸屏、传感器、气缸组合系统、伺服驱动系统等。该系统以PLC为核心,一方面收集来自传感器件检测到的料嘴位置、气缸行程、阀口袋放置等设备状态信息,另一方面按照内部已经编写程序来实时控制各执行机构动作[12]。搭载在触摸屏上的人机界面不但可以实时监测设备运行参数,而且能够实时记录和显示报警情况,对统计的套袋数量进行查看,通过人机界面也可以设定套袋任务,并根据现场需要切换手、自动控制模式,以便对装置进行维护和调试等操作。
3.1 PLC选型与I/O分配
PLC是专门为工业控制系统而设计的数字电子设备,内部集成有中央处理器、存储器、输入接口单元、输出接口单元等,能够满足逻辑判断、算数运算、定时、计数等多种控制功能。文中选用S7–200 SMART PLC作为主控制器,该型号控制器不但继承了西门子S7–200 PLC运行速度快、简易实用、性价比高等特点,而且在模块扩展、通信接口、运动控制等方面均具有显著的优势[13]。
通过对装置工作流程进行分析,文中统计出控制系统共需约26个输入点和25个输出点。主控制器模块CPU ST40自身具备24个输入端子,18个输出端子,因此,系统还需扩展一组EMDT32模块,该模块拥有16个输入端子和16个输出端子,可以充分满足系统需求,并能为后期的扩展提供充足裕量,控制系统I/O端子分配见表1,PLC主控制器模块接线示意图见图4。
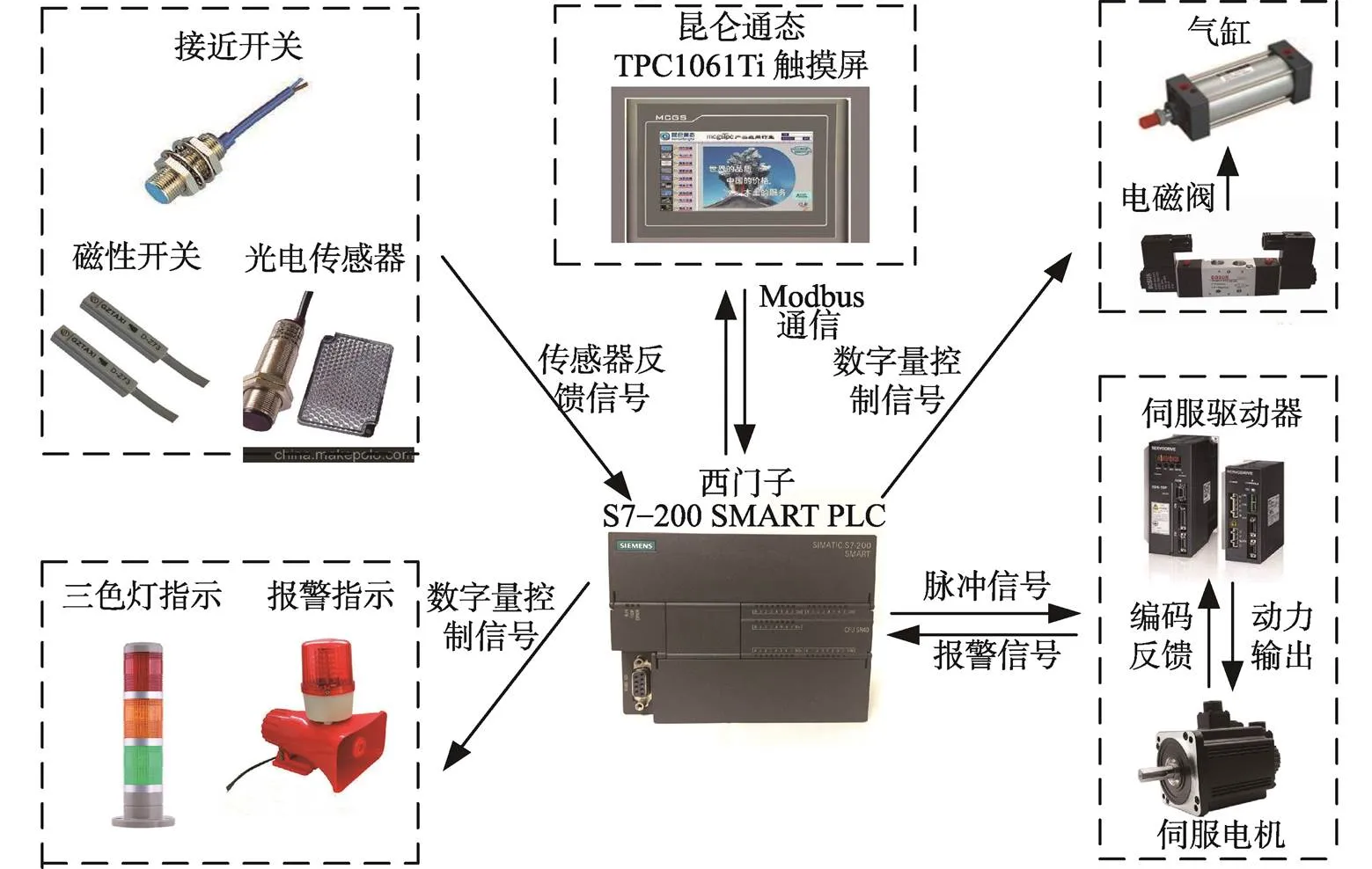
图3 自动套袋装置控制系统硬件框图
表1 自动套袋装置控制系统I/O端子分配
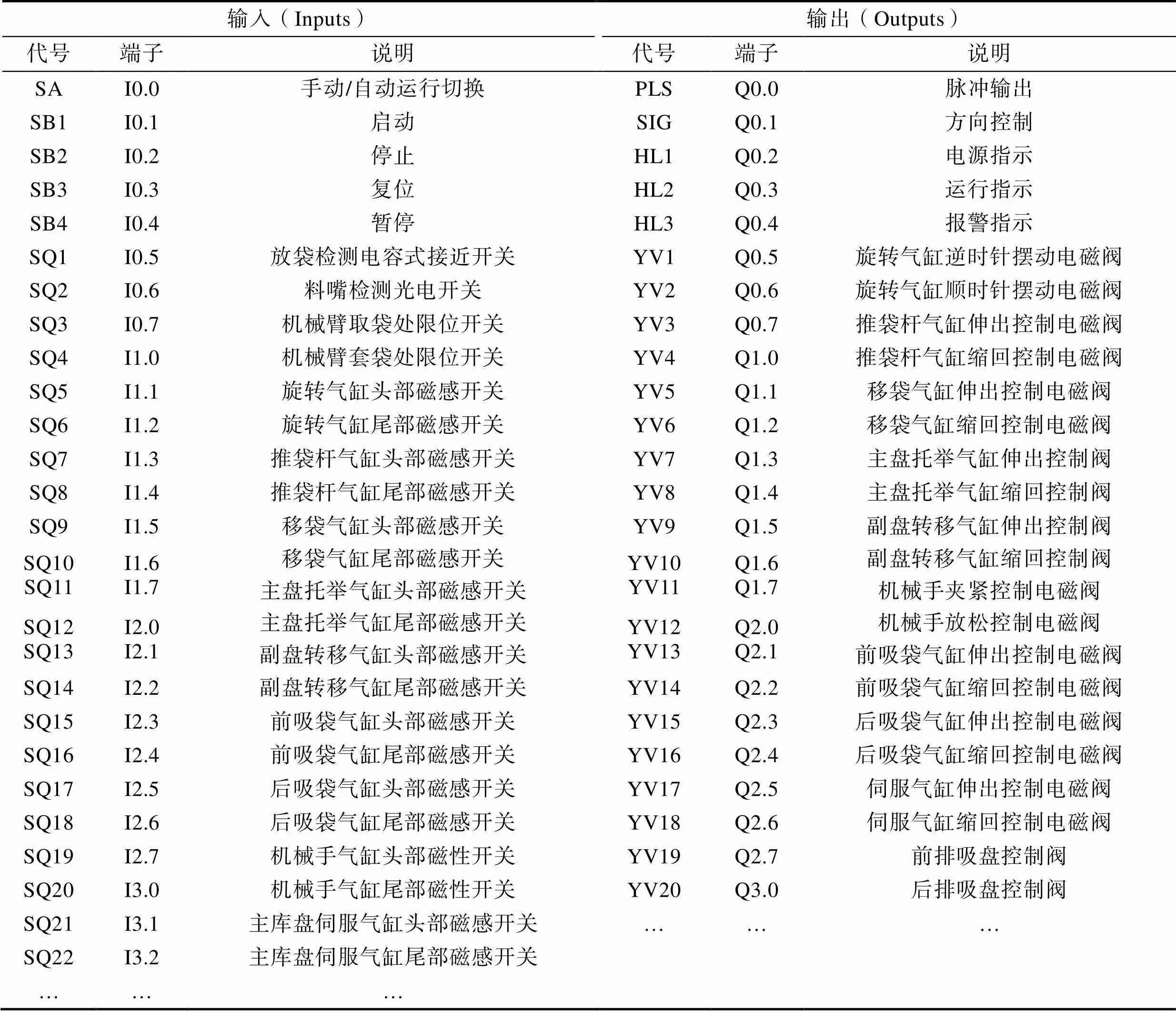
Tab.1 I/O distribution of automatic bagging device control system
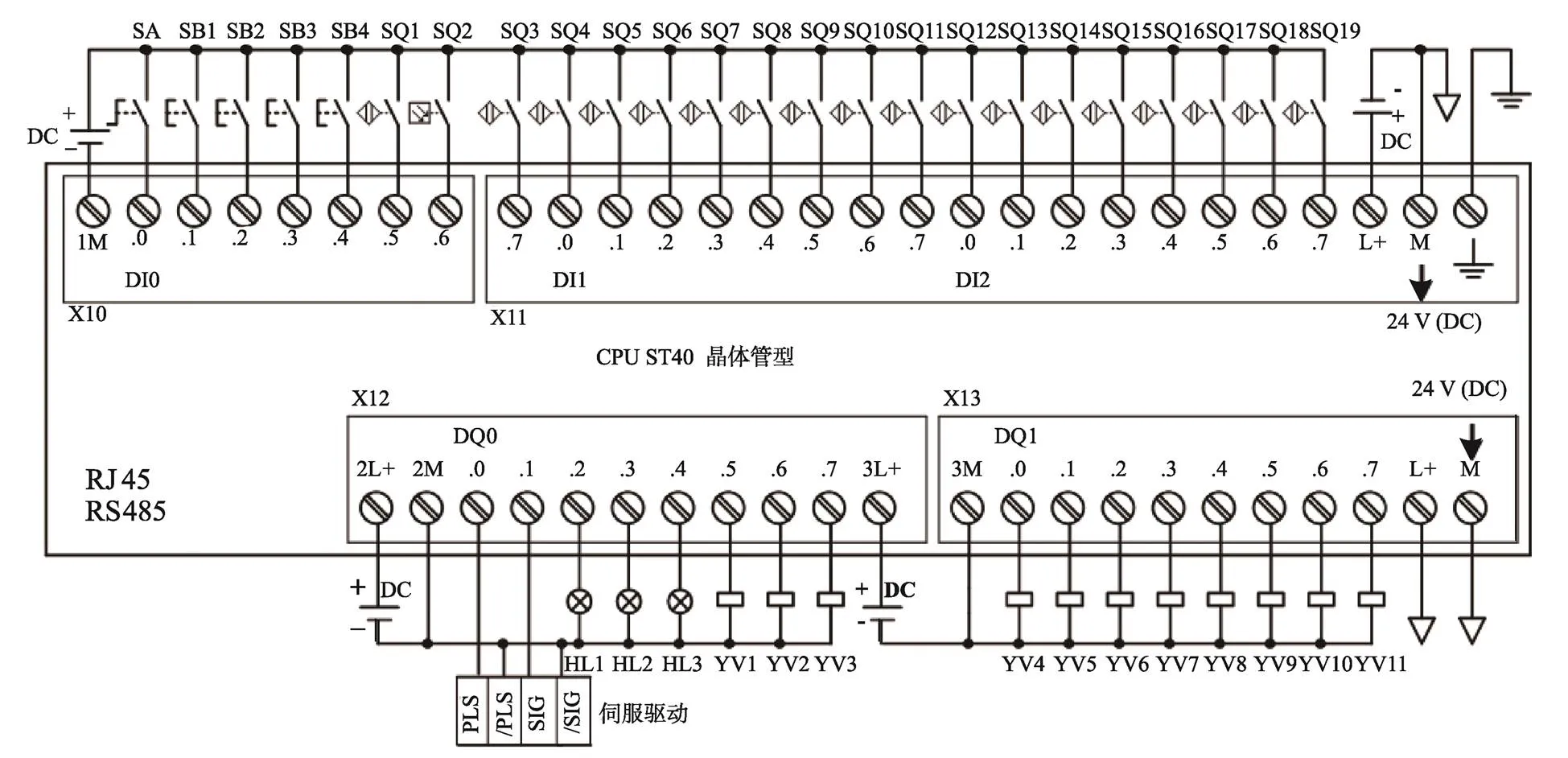
图4 PLC主模块接线示意图
3.2 触摸屏选型
触摸屏被作为该装置的HMI,能够通过以太网端口与PLC建立通信连接,实现对设备运行状态、故障报警、套袋数量等信息的在线监控。考虑实用性强、成本低等因素,文中选用昆仑通泰TPC 1061系列触摸屏为组态硬件。该系列触摸屏具备128 M超大内存,支持多种通信方式连接,采用DC 24 V直流供电,抗干扰能力达到工业Ⅲ级。通过MCGS嵌入版组态软件可以对该款触摸屏的功能界面进行自定义开发。
4 控制系统软件设计
实现自动套袋装置的稳定运行,除了要完成硬件系统的搭建,还要对软件系统进行设计。软件系统的开发和设计在很大程度上决定了装置的工作性能,以及运行过程中的自动化和智能化水平。
4.1 PLC程序设计
PLC程序是基于STEP–7软件来进行编写,程序语言选用梯形图(LAD),梯形图是基于图形化特点的编程语言,简单易读,编写难度低[14]。文中依照模块化思路对自动套袋装置的PLC程序进行了设计和编写,主程序流程见图5,主程序由手动控制程序、自动控制程序、报警模块程序和统计模块程序等组成。在自动控制程序中,根据工作单元的组成,将其切分为供袋子程序、储袋子程序、取袋子程序和套袋子程序。
手动运行用于对机器的调试和维护,机器在手动运行模式下,相关人员可直接对设备机构进行操控,手动检测电磁阀的通断状态、整定气缸行程、确定机械臂摆动角大小等。另外,通过手动调试也能够排查传感器件的检测状况是否正常,通过校准传感器件参数和调整传感器件位置,从而达到最佳工作性能,为自动套袋装置的运行提供切实保障。
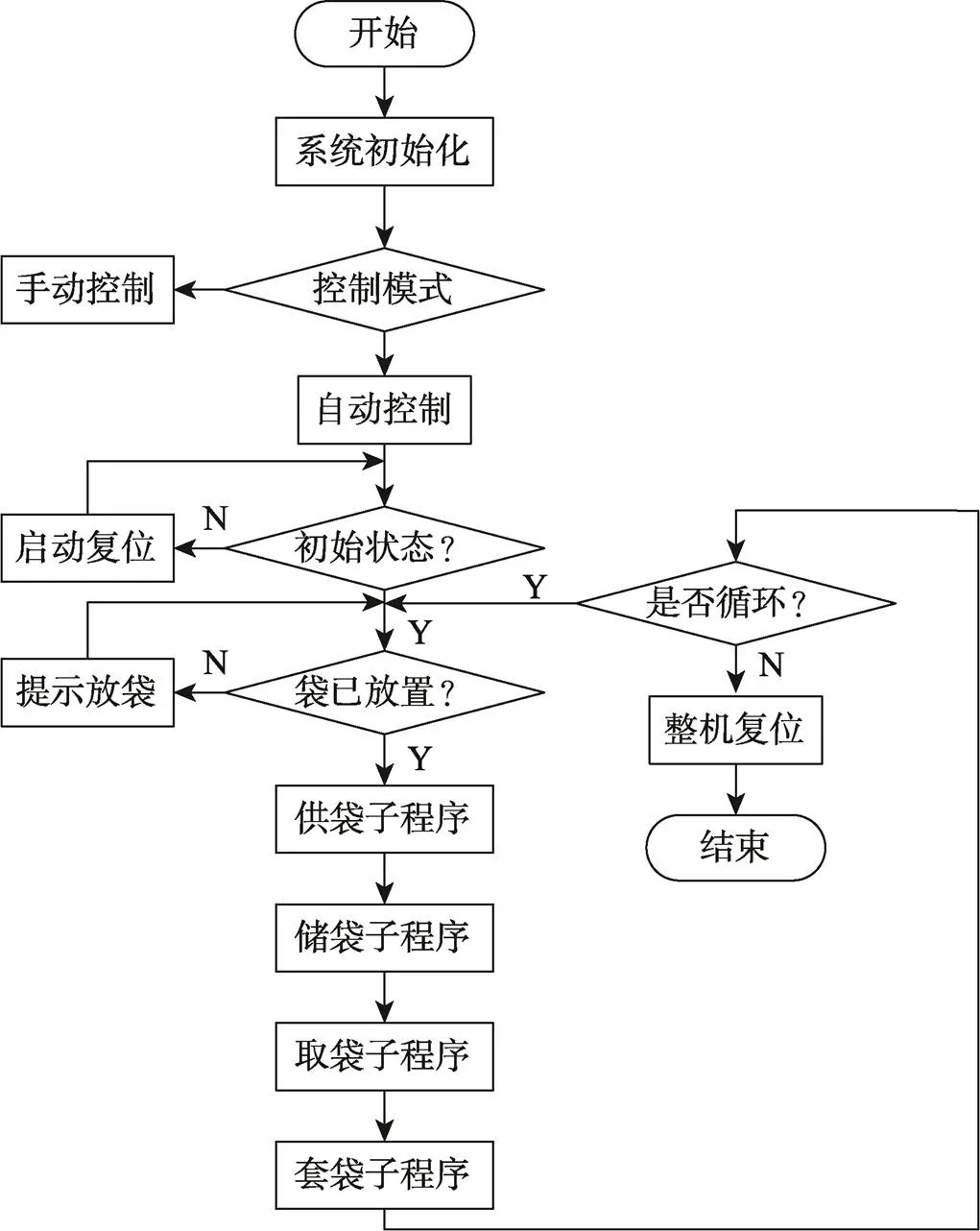
图5 控制系统主程序流程
自动运行用于机器正常工作,当机器切换为自动运行模式时,按下启动按钮,首先会判断各工作机构是否处于初始状态,若非初始状态,全体机构复位。待供袋机构被放置阀口袋后,控制系统依次调用供袋、储袋、取袋和套袋子程序,各子程序流程见图6。在自动运行的过程中,管理人员可随时对系统进行暂停、停止,以及参数设置等操作,从而满足包装生产的需要。
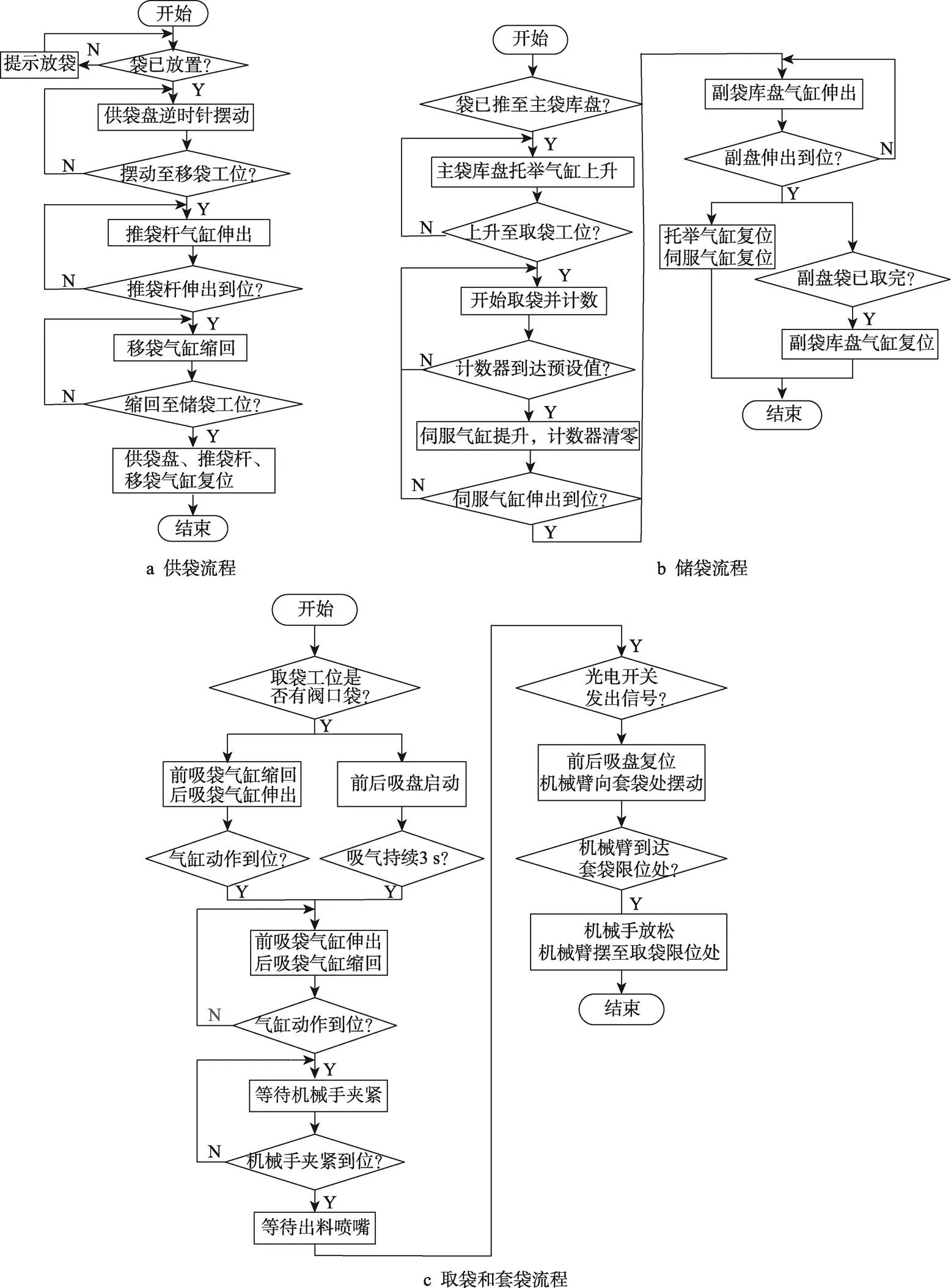
图6 各子程序流程
4.2 HMI软件开发
HMI以组态界面的形式将工作流程和系统状态可视化,起到远程监控和人机交互的作用。文中选用的是昆仑通泰TPC1061系列触摸屏,该款触摸屏采用MCGS专业版组态软件进行界面开发,根据套袋装置的工作流程和控制系统监控要求,HMI主要完成以下功能。
1)选择运行模式。系统设置有手动运行模式和自动运行模式,操作人员根据具体工作需要,在HMI上可以灵活的选择和切换。
2)工作循环次数设置。一次工作循环是完成一组阀口袋的套袋作业,根据生产任务需求,在HMI上可设定套袋组数,即工作循环总次数。
3)水泥套袋量统计。为了方便查验已完成的套袋数量和预定工作任务的完成情况,HMI支持设备工作时长、套袋统计的实时数量、累计数量等数据查询。
4)套袋速度设置。套袋速度支持低、中、高三级档位设置,在触摸屏上点击设置后,包装机旋转速度也会随之改变,从而适应套袋速度的变化。
5)报警功能。HMI设计有完善的报警界面,当系统发生电气故障或者没有按照预设程序动作时,控制系统将报警,报警信息实时显示在HMI上,并同步保存在数据库中,以便工作人员查询。
自动套袋装置的组态界面主要包含初始、登录、自动运行、手动运行、参数整定、报警等界面,部分人机界面见图7,其中,登录界面用于验证管理人员身份;初始界面为该系统首页,用于选择主要控制功能;手动运行界面用于手动调试和检修维护;自动运行界面用于监控和管理设备的生产和运行情况。
5 现场实验验证分析
5.1 系统调试
自动套袋装置在完成机械组装和电控设计后进入系统调试阶段。系统调试的目的是为了继续发现问题、解决问题、排除安全隐患、优化设计方案等[15]。通过点动控制来检验气动电磁阀的电气执行状况;通过调节磁性开关位置来整定气缸的摆动或伸缩范围;通过适当调节光电开关与接近开关的灵敏度,防止动作误触的发生。在调试PLC程序时,首先要按照顺序对每个工作单元进行单独调试,在保证各个工作单元运行稳定的前提下,进行整体联动调试,其目的是保证系统的联动性和协调性,例如单元间的顺序衔接控制,包装机旋转速度与机械臂摆动速度相协调控制等。此外,着重查验PLC与触摸屏的通讯情况是否良好;通过模拟意外情况的发生,检验报警系统是否运行正常。总而言之,在保证系统安全的前提下,根据设备的运行情况,不断来调整控制参数和程序结构,按照上述步骤反复单独调试和联动调试,直到控制系统达到整体稳定运行状态。
5.2 运行分析
目前,该系统已经投入实际运用,经过现场验证,系统操作简便,易于维护,具有较高的稳定性能,与现有的主流式回转式水泥包装机相适应,在粉尘浓度较大的环境中,仍然具备优良的通讯性能,传感器监测功能良好,各工作单元能够对程序指令进行准确执行。经测试,系统监控能力正常,对套袋数量能够进行精确统计,对设备故障等突发情况也能及时响应报警信息。
表2所统计的数据是该系统在现场的运行情况:共计套袋5万余次,成功率达到98%,平均套袋速度接近1 500袋/h。值得注意的是,该装置对阀口袋的材质要求较为严格,运行前2周,用以包装水泥的阀口袋多为塑编材质,由于塑编袋褶皱和柔软的原因,装置在取袋过程和开袋过程中易脱落掉地,因此成功率偏低,耗时偏长。从第3周后,采用全新的牛皮纸材质阀口袋进行包装实验,统计发现其套袋速度和套袋成功率得到了显著提升。

图7 人机界面
表2 套袋装置运行情况统计

Tab.2 Operation statistics of bagging device
6 结语
文中设计的基于PLC控制的水泥包装自动套袋装置,在高粉尘工作环境中能够可靠运行。系统采用“HMI+PLC”的分层控制结构,与继电器控制电路相比,具有维护和扩展方便,抗干扰能力强等优点。通过触摸屏组态界面,能够实现人机交互功能,便于监控、调试以及设备状态的可视化。该系统实现了供袋、移袋、取袋、开袋、精准套袋等连续自动化控制,提高了水泥包装自动化程度和包装效率,为水泥企业节约了大量劳动力,为水泥自动化套袋方案提供了可靠的技术支撑,具有良好的应用推广价值。
[1] 崇岚, 潘军辉, 熊鹏文. 智能包装技术的应用现状和发展前景[J]. 包装工程, 2017, 38(15): 149-154.
CHONG Lan, PAN Jun-hui, XIONG Peng-wen. Development and Applications of Intelligent Packaging Technology[J]. Packaging Engineering, 2017, 38(15): 149-154.
[2] 褚彪. 浅析工业互联网在水泥装备行业的应用[J]. 水泥工程, 2020(6): 64-65.
CHU Biao. Analysis on the Application of Industrial Internet in Cement Equipment Industry[J]. Cement Engineering, 2020(6): 64-65.
[3] 金磊. 水泥灌料自动插袋机械手臂的设计[D]. 武汉: 华中科技大学, 2019: 1-5.
JIN Lei. Design of Automatic Filling Machine ARM for Cement Filling[D]. Wuhan: Huazhong University of Science and Technology, 2019: 1-5.
[4] 石磊. 果蔬自动包装机控制系统设计与研究[D]. 杭州: 浙江农林大学, 2014: 1-4.
SHI Lei. The Design and Research of Control System of Fruit and Vegetable Automatic Packaging Machine[D]. Hangzhou: Zhejiang A & F University, 2014: 1-4.
[5] 曹红英, 王莉, 姚家琛. 全自动面粉包装生产线控制系统设计[J]. 包装工程, 2020, 41(15): 215-221.
CAO Hong-ying, WANG Li, YAO Jia-chen. Design of Control System on Full-Automatic Flour Packaging Production Line[J]. Packaging Engineering, 2020, 41(15): 215-221.
[6] 马岩, 许洪刚, 何惠彬, 等. 基于PLC的小径木双面连续式纵向刨切机的控制系统设计[J]. 包装工程, 2016, 37(17): 187-191.
MA Yan, XU Hong-gang, HE Hui-bin, et al. Design of Control System of the Sides Continuous Veneer Slicer for Small-Diameter Wood Based on PLC[J]. Packaging Engineering, 2016, 37(17): 187-191.
[7] 朱攀勇, 付金强, 燕怒, 等. 水泥包装自动插袋机的应用与示范[J]. 包装工程, 2018, 39(21): 168-172.
ZHU Pan-yong, FU Jin-qiang, YAN Nu, et al. Application and Demonstration of Automatic Bag-Insert Machine for Cement Packing[J]. Packaging Engineering, 2018, 39(21): 168-172.
[8] 万亮, 谢剑峰, 付金强, 等. 新型水泥自动插袋机的应用体会[J]. 水泥, 2019(4): 41-43.
WAN Liang, XIE Jian-feng, FU Jin-qiang, et al. Application Experience of New Type Cement Automatic Bag Inserting Machine[J]. Cement, 2019(4): 41-43.
[9] 邹阳, 唐火红, 冯宝林, 等. 水泥灌装机套袋机构设计与优化[J]. 机械设计, 2015, 32(2): 56-60.
ZOU Yang, TANG Huo-hong, FENG Bao-lin, et al. Design and Optimization on Bagging Mechanism for Cement Filling Machine[J]. Journal of Machine Design, 2015, 32(2): 56-60.
[10] 罗扉, 王会良. 插袋机械手研制及其在工程领域应用的现状与前景[J]. 时代农机, 2016, 43(3): 36-37.
LUO Fei, WANG Hui-liang. The Development of Sidekick Manipulator and Its Current Situation and Prospect in Engineering Application[J]. Times Agricultural Machinery, 2016, 43(3): 36-37.
[11] 黄振, 李丽娟. 基于S7–1200 PLC的熔铜竖炉燃料浓度控制系统设计[J]. 现代电子技术, 2020, 43(12): 106-110.
HUANG Zhen, LI Li-juan. Design of S7-1200 PLC-Based Fuel Concentration Control System for Molten Copper Shaft Furnace[J]. Modern Electronics Technique, 2020, 43(12): 106-110.
[12] 刘巧, 王磊. 基于小型PLC的智能棉花采摘控制系统设计[J]. 现代电子技术, 2018, 41(14): 37-40.
LIU Qiao, WANG Lei. Design of Intelligent Cotton Picking Control System Based on Small PLC[J]. Modern Electronics Technique, 2018, 41(14): 37-40.
[13] 蔡杏山. 图解西门子S7–200 SMART PLC快速入门与提高[M]. 北京: 电子工业出版社, 2018: 17-20.
CAI Xing-shan. Graphic introduction and improvement of Siemens S7-200 SMART PLC[M]. Beijing: Publishing House of Electronics Industry, 2018: 17-20.
[14] 刘振全, 韩相争, 王汉芝. 西门子PLC从入门到精通[M]. 北京: 化学工业出版社, 2018: 28-32.
LIU Zhen-quan, HAN Xiang-zheng, WANG Han-zhi. Siemens PLC from Entry to Mastery[M]. Beijing: Chemical Industry Press, 2018: 28-32.
[15] 胡兵, 王小娟. 基于PLC和触摸屏的马口瓶装箱机控制系统设计[J]. 包装工程, 2017, 38(5): 157-161.
HU Bing, WANG Xiao-juan. Design of Control System for Tinplate-Bottle Boxing Machine Based on PLC and Touch Screen[J]. Packaging Engineering, 2017, 38(5): 157-161.
Design of Automatic Bagging Device Control System for Cement Packaging
WEI Zhi-hao1, WU Zhen-fen1, ZHANG Liang2, ZHANG Xiao-jian2
(1. Kunming University of Science and Technology, Kunming 650000, China; 2. Changzhou Institute of Advanced Manufacturing Technology, Jiangsu Changzhou 213000, China)
In order to improve the automation level of cement bagging process and reduce the excessive dependence on manual bagging for a long time, an automatic bagging control system is designed based on the existing rotary cement packaging machine technology. This paper briefly expounds the structural principle of bagging device, defines the design key points of control system, and decides to adopt the hierarchical control structure of "HMI + PLC". On the basis of hardware selection, the control program and configuration interface are developed. The field experiment shows that the control system mentioned in this paper is simple, reliable, stable and easy to maintain. It runs well in the environment with high dust concentration, which can effectively realize the automatic control of bag supply, bag taking, bag opening and bag bagging. The bagging speed is close to 1 500 bags/h, and the success rate of bag bagging is 98%. The system completes the remote control through the touch screen interface, liberates the bagging workers from the harsh dust environment, provides a reference scheme for tackling the technical problems of automatic bagging, improves the automation level of cement production industry, and has broad application prospects.
cement packaging, bagging device, control system, PLC, touch screen, operation analysis
TB486+.3;TP23
A
1001-3563(2022)11-0236-09
10.19554/j.cnki.1001-3563.2022.11.031
2021–10–19
魏志豪(1995—),男,昆明理工大学硕士生,主攻机电一体化研究和设计。
章小建(1985—),男,高级工程师,主要研究方向为智能制造和工业机器人等。
责任编辑:曾钰婵
