焊接残余应力对钢箱拱抗震性能影响
2022-06-19马家智陈远久
马家智 陈远久


摘要:钢材焊接过程中产生的焊接残余应力会造成钢材的塑性性能降低,使钢结构的抗震行为受到不利影响。文章利用ABAQUS软件对钢材焊接过程进行仿真模拟,得出焊接残余应力场分布,在此基础上通过低周反复荷载加载得到该模型的滞回曲线。对比无焊接残余应力和有焊接残余应力的模型滞回曲线的差异,结果表明残余应力下的模型滞回曲线面积较小,耗能性能较差。为改善焊接残余应力对结构的影响,进一步分析了采用锤击法处理后结构的焊接残余应力场分布和滞回曲线,分析结果表明采用锤击法处理后的结构焊接残余应力峰值下降,提高了钢箱拱的抗震性能。
[作者简介]马家智(1995—),男,硕士,研究方向为桥梁结构行为。
钢材由于其自身优越的力学性能,成为大跨和高层结构建造中的首选建筑材料,钢结构中构件之间的连接可分为栓接和焊接2种方式。由于钢材的强度高,其需要的受力尺寸较小,从而达到减轻恒载的目的,但受力尺寸较小时,又会影响到结构的刚度和局部稳定性能,实际工程结构中常采用焊接局部加劲肋的方式提高结构的刚度和局部稳定性能。在焊接过程中会产生不均匀的温度场,且钢材具有热胀冷缩效应,从而焊接过程中不可避免地产生焊接残余应力,虽然残余应力不会影响钢材的静力强度,但会对钢材的刚度和塑性性能等方面产生不利影响,进而影响到结构的抗震性能。焊接残余应力在结构中表现为非线性分布的应力场,为研究焊接残余应力对钢箱拱拱脚部位的抗震性能的具体影响,可采用仿真分析软件模拟钢箱拱的焊接施工过程中的残余应力场分布规律,在焊接残余应力基础上,可得到在低周反复荷载作用下的滞回曲线,结构的滞回曲线反映了残余应力对焊接结构抗震性能的影响程度。为降低焊接残余应力对结构的不利影响,施工中需要采取措施对焊接结构进行处理,主要有焊前预热、焊后回火、锤击矫正法等工艺来改善残余应力场的分布。而锤击法施工简便,已逐渐成为一种有效的处理残余应力工艺,研究锤击法处理后的结构残余应力改善程度和抗震性能提高程度,可为实际工程提供有价值的借鉴和参考。
1 有限元模型
钢箱拱桥的拱脚部位在多种内力的共同作用下受力复杂,因此选取结构关键的拱脚部位建立空间模型,分析焊接过程产生的温度场和残余应力场以及低周反复荷载作用下的滞回曲线。钢箱拱脚尺寸为3 960 mm×5 960 mm×40 mm,加劲肋尺寸为380 mm×38 mm,对称布置在钢箱内表面。而钢箱拱厚度方向尺寸较小,进行弹塑性分析时为保证计算结果的收敛性并节省计算时间,有限元模型全部采用S4四边形线性薄壳单元,通过ABAQUS自动划分网格功能,建立的拱脚有限元模型如图1所示。
1.1 材料热物性参数
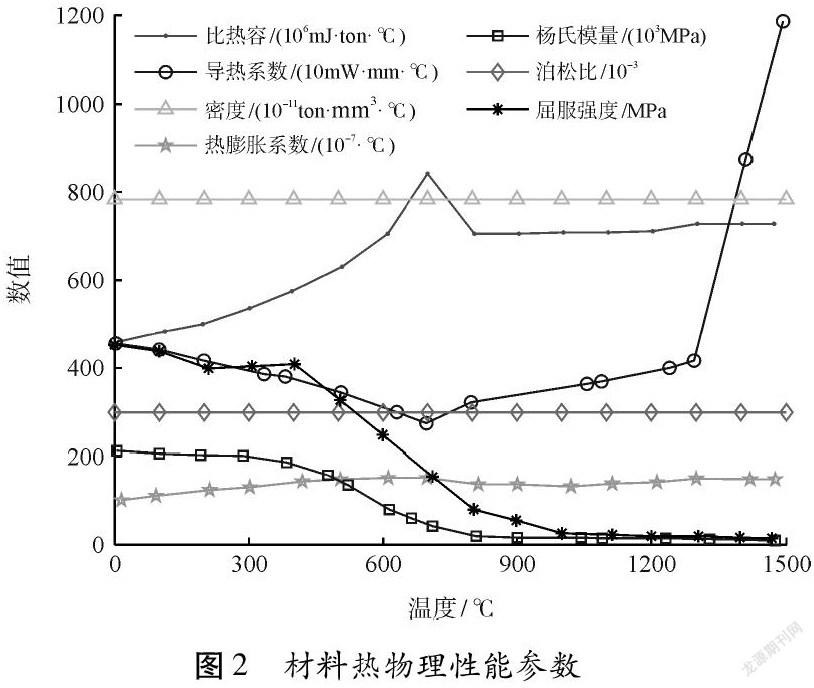
钢箱拱采用的Q420qD钢材的热物理性能材料参数随温度改变发生变化,其热物理性能参数如图2所示[1-2]。
1.2 材料本构
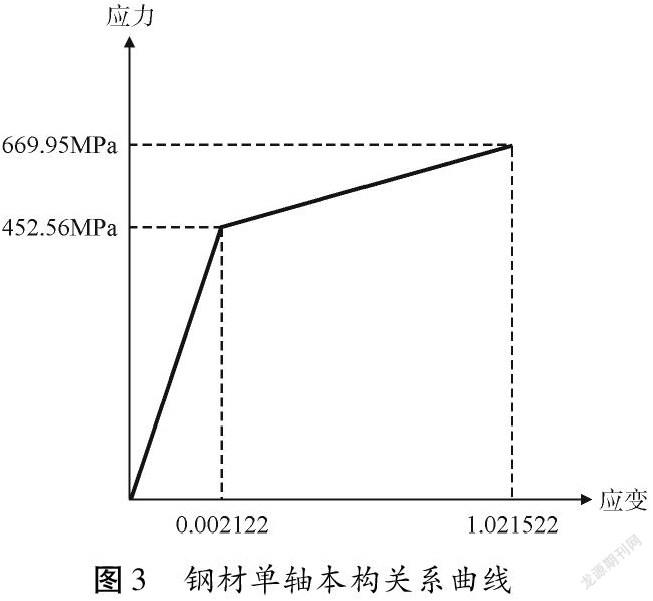
有限元仿真分析中钢材本构关系采用随动硬化模型,并简化了钢材强化段的非线性行为。折线的第一段为钢材的弹性段,弹性段斜率为钢材本身的弹性模量;第二段为钢材的强化段,强化段斜率约为弹性段斜率的1/1000,其中钢材的屈服强度采用上屈服点强度,具体取值如图3所示。
1.3 焊接热源模型
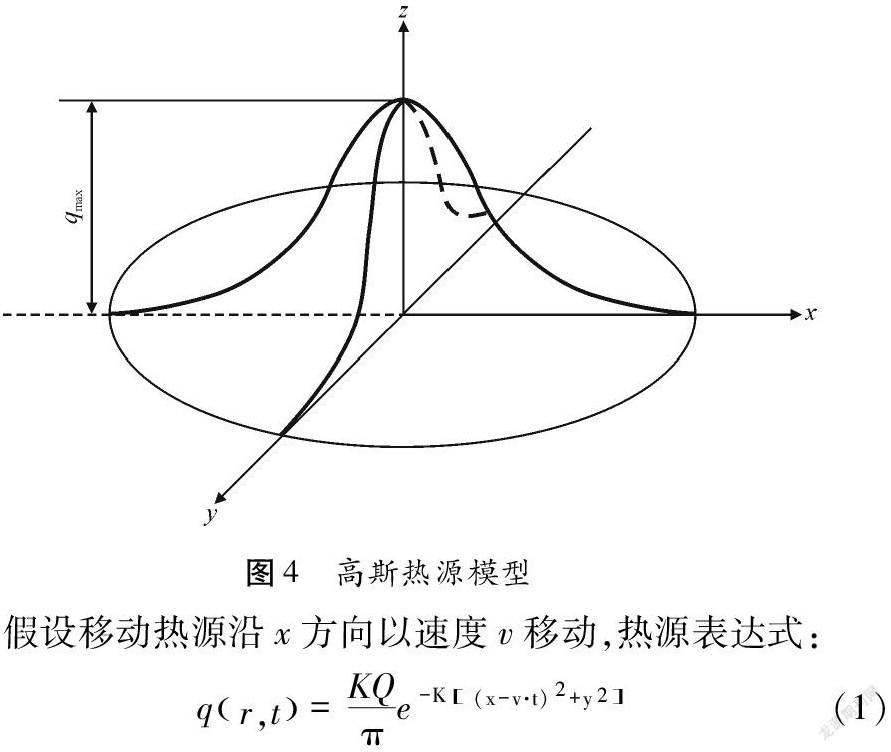
热源模型是模拟结构焊接过程的重要组成部分,而移动热源模型能够更好的仿真出真实的焊接过程和热量传导。为了简化焊接过程中的热源分布,选择Gauss提出的Gauss热源模型[3],如图4所示。
假设移动热源沿x方向以速度v移动,热源表达式:
式中:Q为热源有效功率,取Q=mJ/s;K为热源集中程度系数,取K=1/mm2。
在焊接中心处有峰值的热通量,热通量随着与焊接中心的距离变化而迅速衰减。
1.4 其他条件设置
有限元计算中假设试件与外部环境进行对流散热和辐射散热,并且不考虑熔池内存在的化学反应和搅拌流动现象,模型的初始温度设置为室温20 ℃,斯蒂芬-玻尔兹曼常数5.67×10-11mW/mm2·K4,绝对零度-273.15 ℃[4]。在模型的轴向方向上,为防止钢箱拱模型在残余应力场分析过程中产生刚体移动,将模型端部进行固结处理。
2 仿真分析
2.1 焊接模拟
通过移动的高斯热源模拟钢箱拱与加劲肋之间的焊接过程,由于钢箱拱各侧均设置多条加劲肋,故通过编写子程序实现多条加劲肋同时焊接,并对各条移动高斯热源之间进行耦合来模拟焊接过程。
在焊接过程结束并充分冷却后,模型温度场基本处于稳定状态,此时提取模型的温度场,以此作为初始温度场进行应力场的求解。
2.2 加载方式
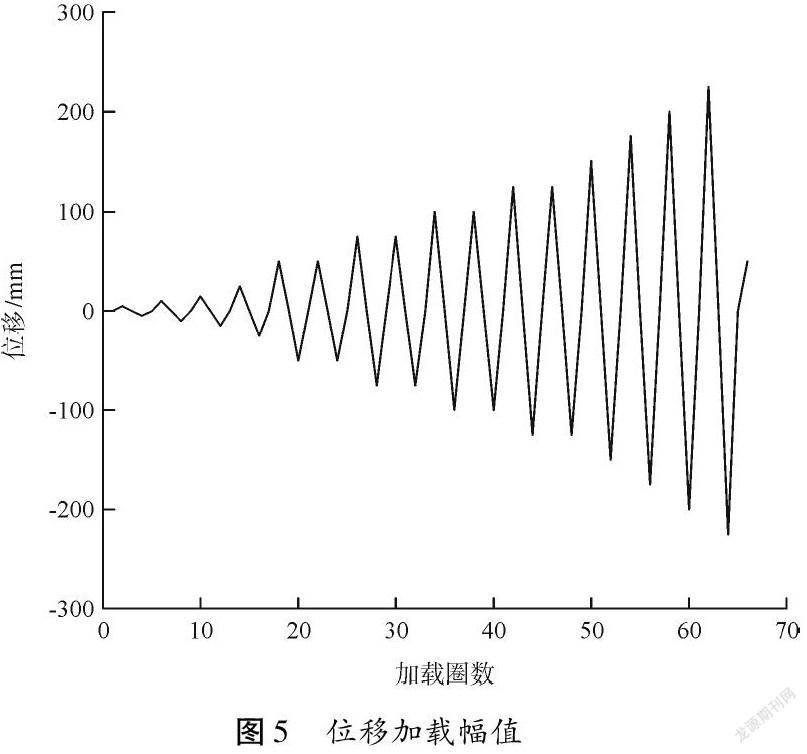
在有限元模型中保持轴力6 177.25 kN不变的同时施加往复的水平荷载,且水平荷载的幅值不断改变,仿真分析中加载模式采用荷载-位移混合法,即达到模型屈服荷载前采取荷载加载的方式,达到屈服荷载后则采取位移加载的方式。为更好的控制非线性计算分析中的收敛,本次仿真分析全部采用位移加载模式,加载阶段将水平荷载按照一定的比例转化为位移进行加载,位移加载幅值如图5所示[5]。
3 仿真结果
利用ABAQUS对模型进行焊缝焊接的模拟分析,先后得出温度場和应力场分布结果。在此基础上将位移加载幅值施加在控制点上进行滞回曲线的仿真分析。
3.1 温度场结果分析
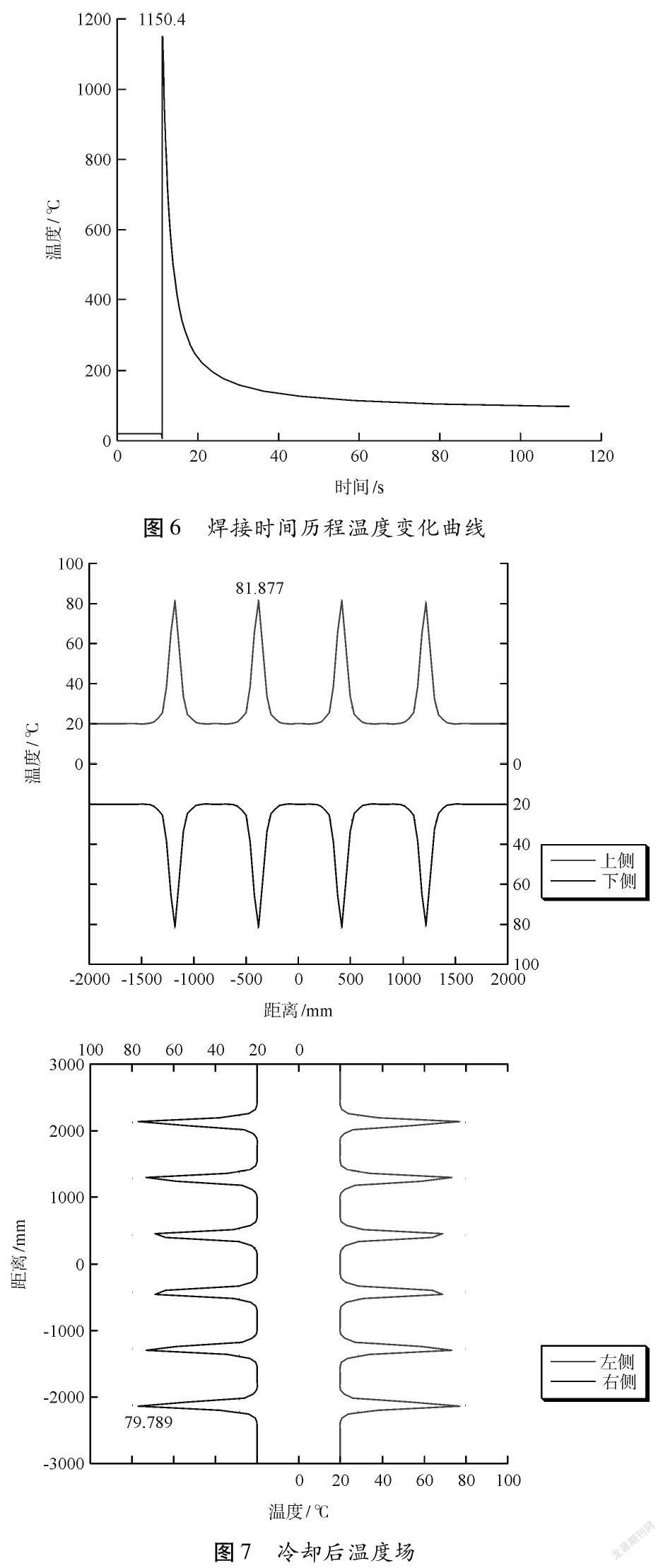
选取焊缝处的积分点,输出该点温度随焊接时间历程的变化曲线,如图6所示,从图6可以看出,在移动热源到达该积分点时,温度迅速上升到峰值温度,当热源经过后由于对流和辐射散热效应,温度开始慢慢降低。焊接结束并冷却100 s后,焊缝积分点处的温度低于100 ℃并已基本趋于稳定。并选取一条垂直于焊缝方向的横向路径Path1提取同一截面上各点经冷却后的温度值,如图7所示,图中的横坐标值表示距离模型横截面中轴线的距离(规定向右和向上为正)。从图7可以看出,在横截面的焊缝位置,温度均有一个峰值温度。当远离焊缝时,两侧的温度急剧下降并趋于室温20 ℃。
3.2 应力场结果分析
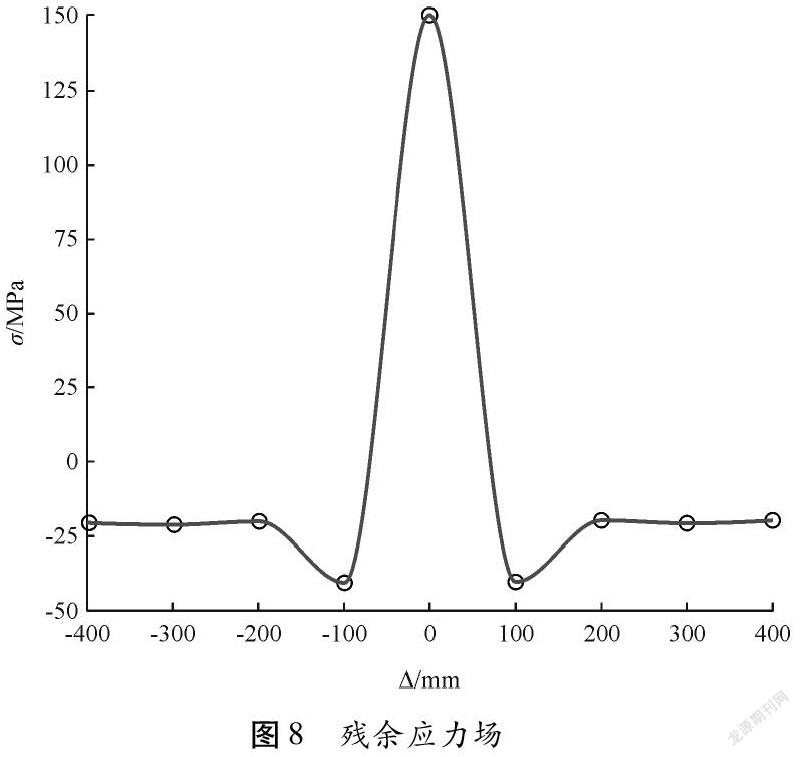
导入上述温度场进行热-力耦合分析后得到残余应力场的分布,选取一条垂直于焊缝方向的横向路径Path1输出各点的应力结果,其中一处焊缝附近的应力场结果如图8所示,其余各焊缝位置的残余应力场分布曲线均与图8类似,图中横坐标Δ值代表的是离焊缝的距离。
从图8中可以看到残余应力场与温度场的分布趋势基本保持一致,在焊缝处产生最大的残余拉应力,最大拉应力值为σmax=150.492 MPa;当远离焊缝时,由于应力的自平衡效应,残余拉应力将会快速降低并转变为趋于稳定的压应力[6]。
3.3 低周反复荷载模拟结果分析
基于求解出的应力场进行考虑残余应力情况下的低周反复荷载仿真分析,得到结构相应的滞回曲线,数据为图9中实曲线。
为分析残余应力对结构的影响,对比仿真分析了无残余应力情况下的低周反复荷载作用下的滞回曲线,数据为图9中虚曲线。
结构的滞回曲线反映了结构在反复荷载作用下的变形特征、刚度退化和能量消耗,是非线性地震反应分析的基础,从图9中可以看出:
(1)两种情况下结构的滞回曲线均呈现梭形,形状饱满;从一定程度上表明钢箱拱结构具有较强的塑性变形能力、良好的抗震性能和耗能能力。当结构模型进入塑性段后,残余应力对塑性段刚度产生较为明显的影响。
(2)当控制点位移值为221.822 mm时,考虑残余应力情况下结构能承受的荷载大小为F1=26 115.5 kN,无残余应力情况下结构能承受的荷载大小为F2=30 555.9 kN,说明在残余应力影响下结构能承受的荷载下降了14.532 %。
(3)滞回曲线所围成的面积可表示为结构在反复荷载作用下所消耗的能量,在残余应力影响下滞回曲线所围成的面积为S1=5.1088×1010 N·mm,无残余应力的滞回曲线所围成的面积为S2=5.4857×1010 N·mm,滞回曲线所围成的面积降低了6.87 %,表明残余应力影响下结构所消耗的能量有所下降。
(4)在应力循环加载过程中结构的残余应力逐步降低,造成滞回曲线图中残余应力对结构的塑性性能影响偏小。经多次变幅循环荷载作用后,结构中的残余应力会逐渐降低,实际工程中可参考此结论改善焊接残余应力,如使用振动器消除结构的部分残余应力。
3.4 锤击法改善残余应力分析
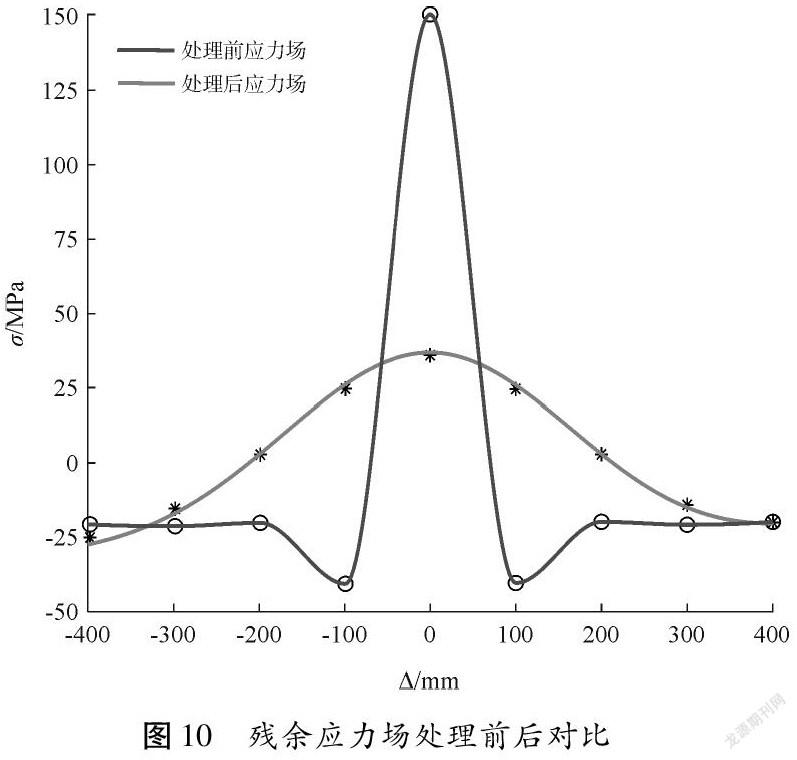
目前焊接加工中普遍采用锤击法来改善残余应力的分布,即用钢锤锤击工件的残余应力积聚位置,金属表面受到锤击的压应力后发生局部塑性变形,从而降低残余应力峰值,达到改善和均衡工件残余应力分布的效果。
采用锤击法处理后,从图10中可以看出峰值残余拉应力从σ1max=150.492 MPa下降到了σ2max=35.877 MPa,同时应力场分布更加均衡。
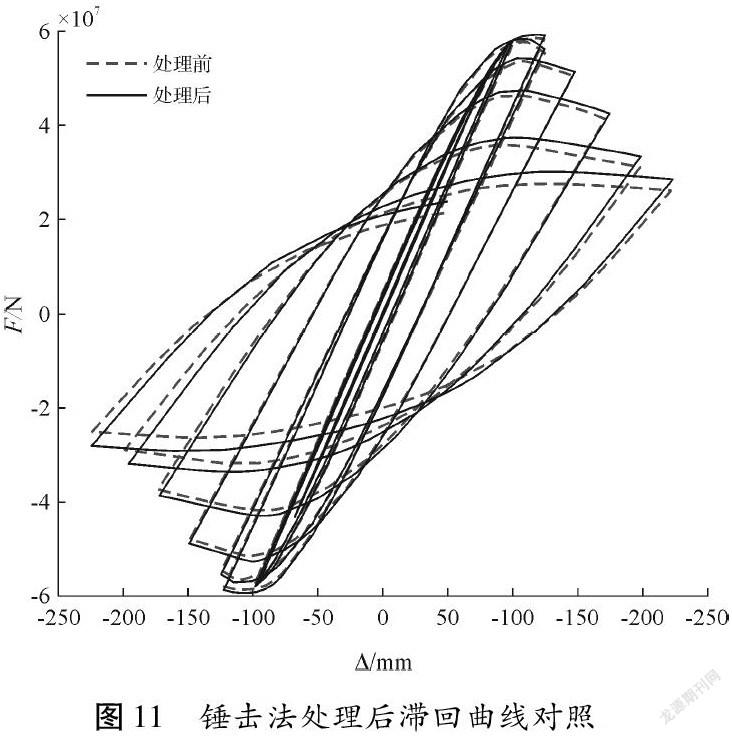
将经过锤击法处理后的残余应力场导入模型中进行低周反复荷载仿真分析后,得到相应的滞回曲线,数据为图11中蓝色实线。
从图11中可以看出:
(1)当控制点位移值为223.81 mm时,经过锤击法处理的结构能承受的荷载大小为F1=28 480.9 kN,处理后结构能承受的荷载增加了9.06 %。
(2)处理后滞回曲线所围成的面积为S1=5.3183×1010 N·mm,经过锤击法处理的结构所消耗的能量增加了4.1 %。
(3)锤击法能够有效的减小和改善结构的残余应力分布,提高了结构的塑性性能。
4 结论
基于焊接残余应力场对钢箱拱抗震性能影响的仿真分析结果,可得到结论:
(1)焊缝处产生最大残余拉应力,拉应力随着与焊接中心距离的加大而迅速衰减,在自平衡应力约束效应下远离焊缝处结构应力转换为压应力。
(2)進入塑性段后,焊接残余应力对结构的刚度和抗震性能均产生不利影响,结构能承受的荷载值降低,滞回曲线所围成的面积减小,耗能性能更差。
(3)经多次变幅循环荷载作用后,结构中的焊接残余应力会逐渐降低,实际焊接施工中可采用锤击法处理工艺,改善结构的残余应力分布,提高结构的塑性性能。
参考文献
[1] 兰亮云,邵国庆,张一婷,等.焊接顺序对Q690钢T型接头残余应力和变形的影响.东北大学学报(自然科学版),2020,41(12):1741-1746.
[2] 徐坤,范彩霞,韩二阳,等.热源模型对Q420厚板焊接残余应力和变形预测精度的影响[J].热加工工艺,2018,47(23):222-226.
[3] Pavelic V,Tanbakuchi R,Auyehara O.Experimental and computed temperature historips in gas tungsten arc welding of thin plates[J].Welding Journal Reseach Supplement,1969,48(7):295—305.
[4] 方洪渊.焊接结构学[M].北京:机械工业出版社,2017:2-30.
[5] 朱伯龙.结构抗震试验[M].北京:地震出版社,1989.
[6] 荆慧强,贾延奎,刘国英,等.大型多焊缝结构焊接残余应力计算方法研究[J].焊接技术,2017,46(2):23-26+98.
