轨道交通城轨骨架非标柜体外观改善研究
2022-06-17刘星株洲华信精密工业股份有限责任公司
文/刘星·株洲华信精密工业股份有限责任公司
导 语
轨道交通城轨骨架非标柜体大多采用箱式柜体结构设计,主要由箱体骨架、门板、直配件等组成,柜体骨架钣金采用06Cr19Ni10、06Cr18Ni11Ti不锈钢板以及06Cr19Ni10不锈钢圆钢焊接而成,由于焊接变形大,需要经过火焰调校后在柜体表面喷涂一层油漆以保证外观质量。柜体因焊接变形大需要反复调校,考虑油漆附着力问题,柜体外观面不允许刮腻子,即使表面做了油漆处理,柜体表面调校痕迹依然无法通过油漆完全进行美化处理,因此,随着客户对柜体外观质量要求越来越高,针对城轨骨架柜体外观工艺改善势在必行。
在对柜体外观质量要求不断提高的市场需求形势下,为满足客户需求,紧跟客户发展脚步,摆脱传统的产品生产制造工艺方法,提高生产效率,缩短调校工时,提升产品外观质量,打破长期以来非标柜体平面度与外观无法提升的局面,通过多年生产现场加工制作经验,根据轨道交通城轨骨架非标柜体加工过程及验证实施过程,从准备阶段、梳理阶段、执行阶段、评审阶段、持续改善阶段分阶段制定计划与目标,分阶段推行与实施,在工艺规范、焊接参数、焊接顺序、打磨规范、调平/TIG技能等方面做相应改善优化。
柜体外观质量常见问题
焊缝不美观
目前柜体骨架焊接主要采用的焊接方法为TIG/MAG焊,焊接热输入大,焊接飞溅多,焊接顺序未固化,焊接电流、电压无法受控,焊缝不具备一致性且不美观,柜体薄板容易烧穿影响柜体外观。
焊缝缺陷
柜体焊接对员工技能水平要求太高,柜体焊缝位置、焊接间距、焊接长度、焊缝高度等定义模糊,焊缝质量基本靠操作人员的操作手法来保证,焊接过程中很容易产生咬边、气孔、开裂、未焊透等缺陷,直接影响柜体外观质量。
打磨不规范
打磨痕迹过深、打磨纹路不一致、柜体局部位置未使用专用打磨工具进行清理,打磨痕迹如果深度与纹路未处理好的话,这种打磨缺陷再做完油漆后外观质感缺陷会被放大,影响柜体外观质量,导致柜体外观不满足客户要求。
调校问题
大部分柜体隔板无折弯边加强,焊接后变形大,调校工作量大,调校后外观质量差;隔板嵌入框架焊接,变形严重,调校工作量大;柜体表面调校采用火焰调平,调平后柜体表面会存在0.2mm左右的凹坑火焰调校点,且调校点排布不规则,影响柜体外观质量。
工艺优化解决方案
焊接方法及要求
⑴门搭扣焊接:采用TIG焊一圈,焊脚高度2mm,固化焊接参数与焊接速度,焊接完外圈后需要对门搭扣封口位置进行包边20mm处理,如图1所示。
⑵挂扣座焊接:采用TIG焊一圈,焊脚高度2mm,固化焊接参数与焊接速度,如图2所示。

图2 挂扣座TIG三面焊
⑶外接地螺母焊接:采用TIG满焊,焊脚高度3mm,TIG焊需连续焊接,采用直径为2.0mm的焊丝,焊接电流、电压和焊接速度按照试板验证的参数,如图3所示。

图3 外接地螺母焊接
⑷盖板支架焊接:盖板支架内侧焊接采用MAG焊,如图4所示。焊接间距按不大于3倍的焊缝长度;外部四角焊接磨平,基础长度600mm,每增加300mm中间加焊1段,焊缝长度大于15mm,外部卷边对接焊缝高度不得超过被焊接件表面高度。
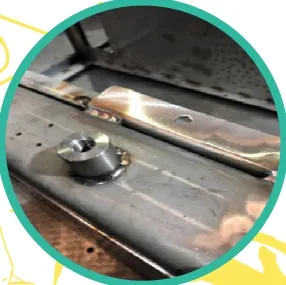
图4 盖板支架焊接
⑸封板(蒙皮)焊接:外部封板(蒙皮)所有拐角处采用TIG焊,如图5所示,焊缝长度10~20mm;长度不大于3mm的封板(蒙皮)与承重梁焊接采用半自动圆孔塞焊工艺,塞焊的圆孔直径为9mm;内部封板(蒙皮)与承重梁焊接取消,减少焊接量。

图5 封板(蒙皮)焊接
⑹电抗器梁螺母焊接:相邻密封腔的侧电抗器梁螺母如果内侧无法满焊,要应焊尽焊,采用TIG满焊,按需开坡口,如图6所示。

图6 电抗器梁螺母焊接
⑺外部接线盒焊接:柜体外部连接小盒体,外部四个角焊缝长度30mm,内部焊缝间距按不大于3倍的焊缝长度,如图7所示。外部焊接根据场景不同,分几种情形:①长度不大于500mm,只焊接四角;②长度在500~1000mm,中间TIG 加焊1段,焊脚高度2mm,焊缝长度10mm;③长度在1000~1500mm,中间TIG加焊2段,焊脚高度2mm,焊缝长度10mm;④长度在1500~2000mm,中间TIG加焊3段,焊脚高度2mm,焊缝长度10mm,以此类推。
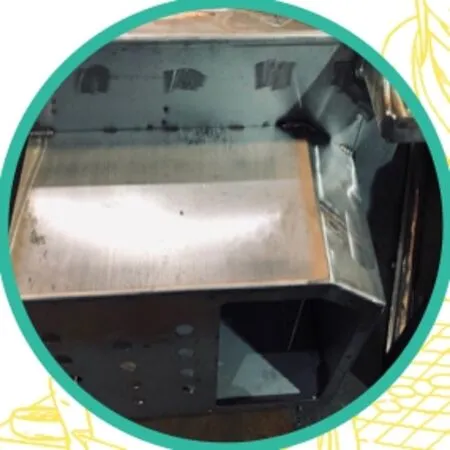
图7 外部接线盒焊接
焊接参数优化
安装采集终端,进行焊接参数数据采集,如图8所示,通过工艺参数与设备互联互通,保证焊接严格按照工艺设置的参数进行,通过设备与信息化数据采集软件的融合,让焊接电流、电压和焊接速度受控,从而提高柜体焊缝外观质量,焊接工艺参数受控,柜体焊穿问题明显改善,实物效果如图9所示。
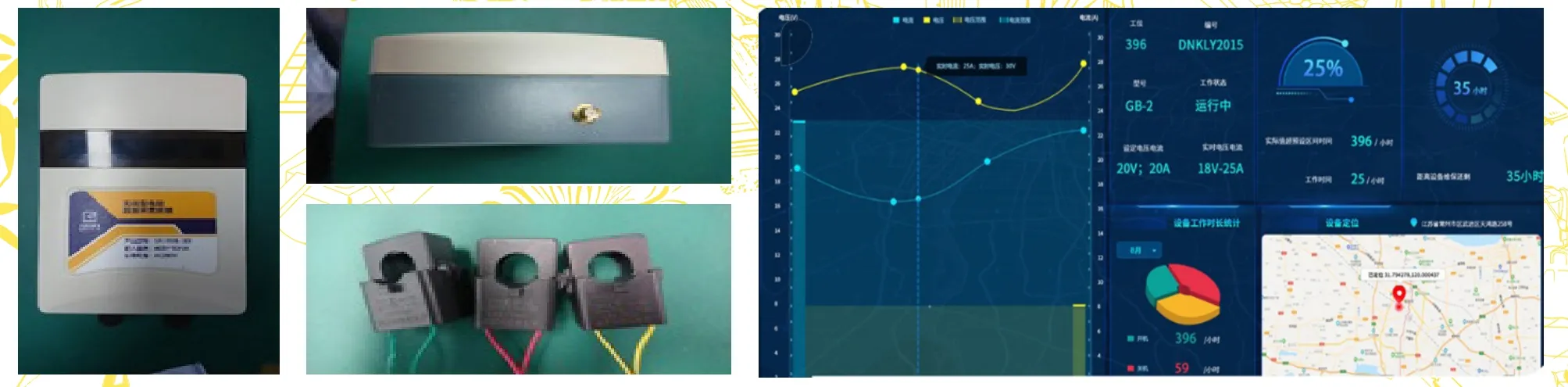
图8 焊接参数采集
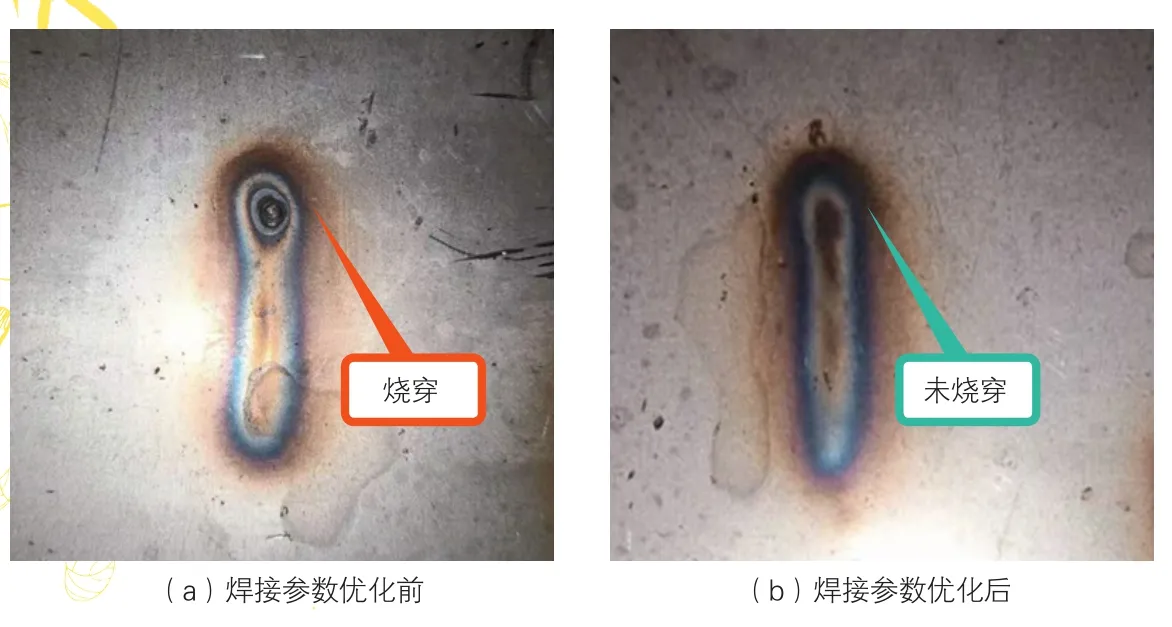
图9 焊接参数优化前后焊接效果
焊接顺序优化
焊缝施焊顺序直接关系到柜体外观质量是否具有一致性,将柜体里每条焊缝的焊接顺序进行固化并且将每条焊缝的焊接参数固化,同时焊接顺序根据焊接应力相互抵消的原则确定,使得产品变形程度小,焊缝外观具有一致性且避免漏焊缝。焊接顺序优化前后焊接效果如图10所示。
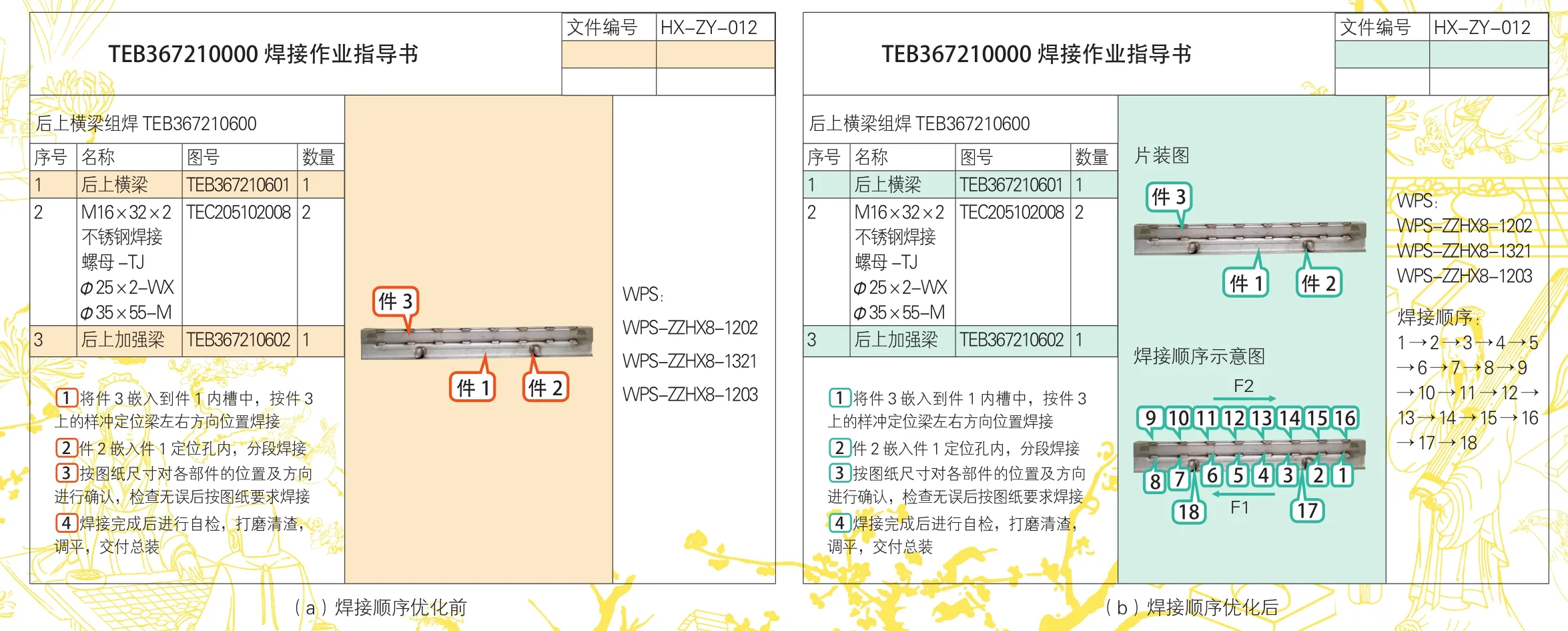
图10 焊接顺序优化前后焊接效果
打磨要求
⑴柜体外部母材非焊缝位置严禁打磨,焊缝粗磨时注意纹路一致,沿焊缝方向局部打磨,打磨范围为焊缝周围 25~50mm。
⑵焊缝第一次打磨采用120目及120目以上打磨片进行,第二次采用60目打磨片进行,同一面打磨方向必须保持一致,且打磨位置母材损伤量不大于5%。
打磨要求优化前后表面效果如图11所示。
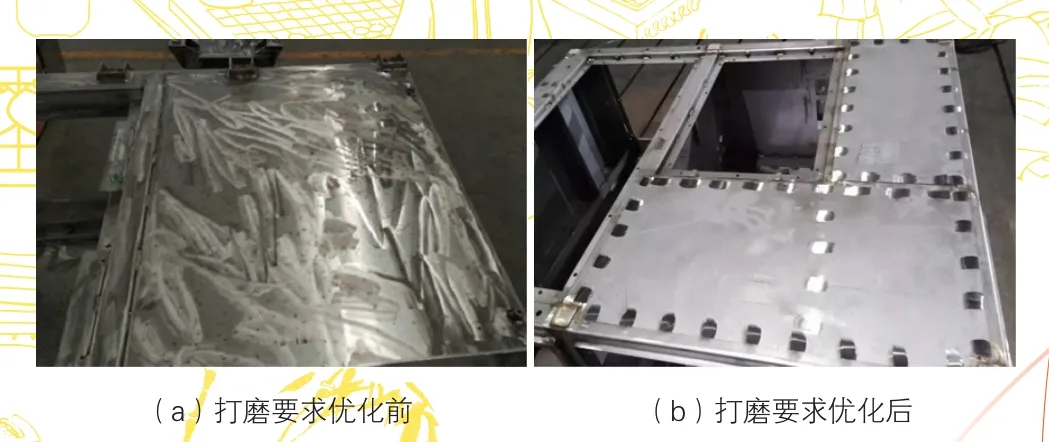
图11 打磨要求优化前后表面效果
调校工艺优化
柜体对外平面(底板、顶板、侧板)非开孔位置(除铭牌孔)需采用真空调平,并设计开发合适的吸附模板,对柜体外部封板尤其是侧板(底板除外)、折弯梁上产生的焊接凸起,需要调平、校正、打磨、刷底漆后刮腻子,所有柜体外部封板上不允许有锤痕。调校工艺优化前后表面效果如图12所示。
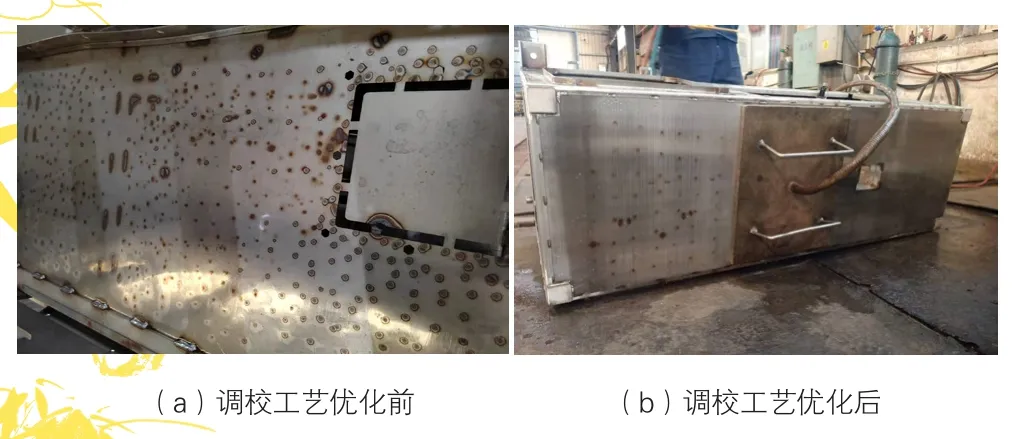
图12 调校工艺优化前后表面效果
《百骏图》
结束语
通过对柜体焊接方法、焊接参数、焊接顺序、打磨、调校工艺等形成标准规范,让焊接操作人员养成良好的作业习惯,焊缝成形、烧穿问题、打磨外观与缺陷、柜体平面度都有明显改善,柜体加工效率提升了30%以上,产品合格率大于99%。通过以上改善,不仅解决了生产现场加工困难的问题,同时对一些较好的工装设备申请了专利,如半自动圆孔塞焊用到的工装、真空吸附调平设备等,进一步提升了“打铁人”的技术能力,提升了为客户提供更专、更优工艺技术服务的能力。
