降低吨纱用棉的生产实践
2022-06-16温瑞杰
温瑞杰
(舞钢市龙山纺织科技有限公司,河南 舞钢 462500)
0 引言
随着纺织行业形势日益严峻,为应对人员紧缺、工资待遇要求逐步提高、企业效益不断压缩的现状,保证企业良性发展,各纺织厂都围绕“节能降耗”要效益。用棉成本作为纺织厂三大成本之一,如何在保证产品质量的前提下,有效降低吨纱用棉、提高制成率,是每个企业都在思考的问题。控制用棉成本,并非单纯的降低落棉率或牺牲成纱质量换取落棉率的降低,而是在保证产品质量不变的情况下降低无效落棉[1-2]。如:从提高设备状态及工艺优化弥补降低落棉,而非用提高落棉弥补设备状态存在的问题;根据设备的优劣势,合理分配各除杂点落棉率,使落棉效果最大化。总而言之,应先易后难,先解决表面存在的问题(如落棉、落白等)[3],在逐步稳定质量的同时达到降低吨纱用棉的目的[4]。
1 工艺流程
梳棉工艺流程为:FA002型自动抓棉机→SAF035型混开棉机→FA025型多仓混棉机→FA106型豪猪开棉机→A045B型凝棉器→SFA161型振动式给棉机→A076F型单打手成卷机→FA231型梳棉机。
2 控制清梳落棉率的要求
2.1 制定标准落棉率
制定标准落棉率,要对产品质量的要求、档次、定位心中有数,综合原棉性状、棉卷(筵棉)含杂率以及对质量要求等,通过梳棉机单唛试纺,找到能满足质量要求的标准落棉水平。合理的落棉率,通过对机台的标准设定,要求设备逐台达到质量标准和落棉标准的“双合格”,以避免用落棉换取过剩的质量。
2.2 杜绝无效落棉
在日常检查中,清梳落白时有发生,尤其在整修生条眼后、观察结杂时最易出现;但是很多时候,落棉增加未必能改善产品质量,而不能改善产品质量的落棉称之为“无效落棉”。落棉质量是平衡用棉量及控制产品质量的关键,控制落棉既要有重点又要全面,既要控制总落棉率又要控制落棉含杂率,通过提高除杂效率达到降低落棉的目的。清花工序工艺优化前后的落棉数据对比,见表1。
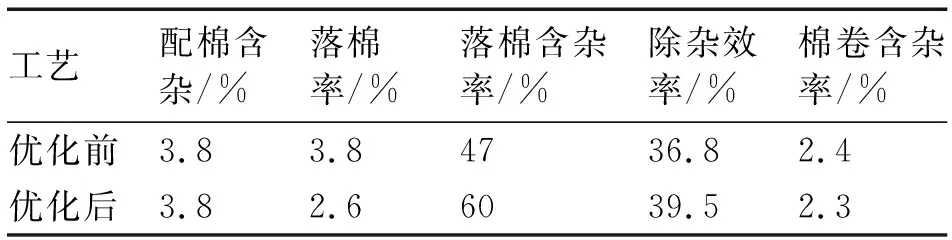
表1 清花工序工艺优化前后的落棉数据对比
从表1测试数据可知,工艺优化后,落棉率下降了0.8个百分点;在同等配棉水平下,棉卷含杂率保持稳定,达到了稳定质量、降低落棉的目的。
2.3 做好落棉分配
梳棉工序的落棉包括刺辊落棉、盖板花、吸尘落棉和前后棉网清洁器落棉,其中刺辊落棉和盖板花最多。笔者公司控制刺辊落棉的标准是棉卷含杂率的1倍稍多,回转盖板速度采用中高档,棉网清洁器落棉率为0.55%~1.00%;但实际生产中,回转盖板速度大部分选用了最高档。在回转盖板速度相同时,随着后车肚落棉率的变化,盖板排除短绒和杂质的数量也发生变化;一般后车肚落棉减少则盖板排除增多。生产中,应根据锡林针布状态的周期性差异,设计回转盖板速度以实现不同工艺上车。
2.4 保证落棉率及质量水平的一致性
表2为3个机台在工艺优化前后的落棉率和棉结数量对比。
在单唛试纺过程中发现,各机台梳棉质量参差不齐、差异明显,以表2中3台车为例,31号车、12号车、30号车在初次试验时,落棉水平相当,但成纱指标差异过大,且31号车和12号车质量指标过剩,适当降低落棉量可满足要求;但将30号车落棉率降到9.0%时,质量指标严重恶化,棉结达421粒/g,属于典型的用落棉弥补部分质量的案例。之后,对梳棉机台用器材进行整修,3台车的总落棉率下降1.0%~1.6%,棉结控制在200粒/g以内。以此为例,逐台整修,使成纱棉结全部控制在200粒/g以内,11月份的破籽率同比8月份下降约4%。所以,制定标准落棉率后,在配棉水平相对平稳的情况下,如果单机台达不到质量要求,且分析认为设备存在问题时,应该要求全面整修设备状态及落棉量,不允许用增加落棉率来掩盖、弥补存在的问题。

表2 3个机台在工艺优化前后的落棉率和棉结数量对比
3 针布的工艺优化
梳棉工序是控制纺纱质量的核心工序,针布则是梳棉的核心器材。合理配置针布型号,不仅对产品质量起决定性作用,而且能发挥出梳棉机应有的性能。生产中,应根据不同纺纱原料及产品结构,合理选配针布,在保证产品质量的前提下为降低吨纱用棉提供优化空间,达到质量、成本的双丰收。
在攻关用棉量期间,选用国产2030×01740型锡林金属针布、T52型盖板针布进行试验,通过全面排查针布状态,以及对超期服役、带病作业机台进行整修更换等措施,控制落棉率和棉结数量。表3为34号梳棉机进行工艺优化前后的落棉率和棉结数量对比。

表3 工艺优化前后落棉率和棉结数量对比
同时,根据质量要求,针对不同的锡林针布状态设置不同的锡林转速,对于周期临近机台通过提高锡林转速提高梳理作用,达到落棉与质量的双合格。
4 清梳落棉率控制效果
从8月份到11月份,在配棉不变、生产品种不变的情况下,通过优化梳棉机上车工艺、杜绝落棉落白问题、更换超期服役针布、缩小台间质量差异等措施,使吨纱用棉量下降约42 kg,成纱棉结下降约18个/km,初步达到降低用棉的目的。表4为工艺优化前后棉纤维的物理性能对比,表5为工艺优化前后纺JB C 14.6 tex KS纱指标对比。

表4 工艺优化前后棉纤维的物理性能对比

表5 工艺优化前后纺JB C 14.6 tex KS纱指标对比
5 结语
用棉量是棉纺厂的主要技术经济指标之一,吨纱用棉直接影响纺纱成本。对于纯普梳品种而言,清梳工序落棉率控制对其用棉量水平至关重要。在保证产品质量不变的情况下,通过该工序的不断攻关,使吨纱用棉下降,直接降低了用棉成本,提高了经济效益,最终实现质量、效益双丰收。
