微喷射3D打印设备喷射系统调控与试验检测分析
2022-06-15黄双君叶春生
黄双君,叶春生
(1.湖北美术学院工业设计学院,湖北 武汉 430074;2.华中科技大学 材料成形与模具技术国家重点实验室,湖北 武汉 430070)
1 前言
微喷射黏结成形设备的喷射装置是整个技术的核心部件。压电式喷头是微喷射黏结成形技术最常用的喷头之一,采用了按需喷射的方式,利用打印指令或电脉冲信号传到喷嘴液体腔中的压电传感器,使内部墨水受到压力按照需求挤出喷头。压电式喷头喷射的墨水可达微米级,快速均匀,使用寿命长。
目前,国外对微喷射黏结成形设备的研究主要集中在喷头的改进和工艺的优化。世界上现有的喷头生产商主要包括英国3D System公司、美国Spectra公司和日本konica公司等。英国3D System公司推出的Projet型号打印机为全彩色系列,有5个打印喷头,分辨率可达600×540dpi。美国Spectra公司生产的SX3-128喷头内部与油墨相接触的部位,采用特殊钢材,在抵抗油墨腐蚀作用的同时,使其承受喷墨时的压电压力能力增强。日本konica公司的喷头采用双排进墨管,使墨水进入墨管后的流量和压力更加均匀,改善喷射时的效果。由于喷头的生产制造工艺难度大,国内对压电式喷头的研究集中在喷头控制系统。国内的华中科技大学、清华大学和西安交通大学等高校都对微喷射黏结成形技术进行了研究。其中西安交通大学的卢秉恒等人设计了一种压电式喷头控制系统,并研究了驱动电压对喷射效果的影响。
本文主要研究微喷射3D打印中喷射系统的控制方案设计以及检测分析。喷射系统的控制方案设计主要包括机械结构的设计和工作状态信号检测及反馈。
2 喷墨打印机的关键参数
微喷射3D打印设备的整体结构如图1所示,所采用的喷射装置为爱普生公司(Epson)L310的按需压电式喷头及相应组件(图2)改进而来。表1列出了L310喷墨打印机的技术参数。L310喷墨打印机的分辨率为5760×1440dpi,墨水从喷头底部黄色金属片的微米级孔中喷射而出,可以快速地打印出对精度要求要高的成形体。喷射装置的组成部分有L310喷头及其组件、喷头控制板、喷头编码器、墨盒、墨盒导管、光栅条、支架等。

表1 喷头技术参数
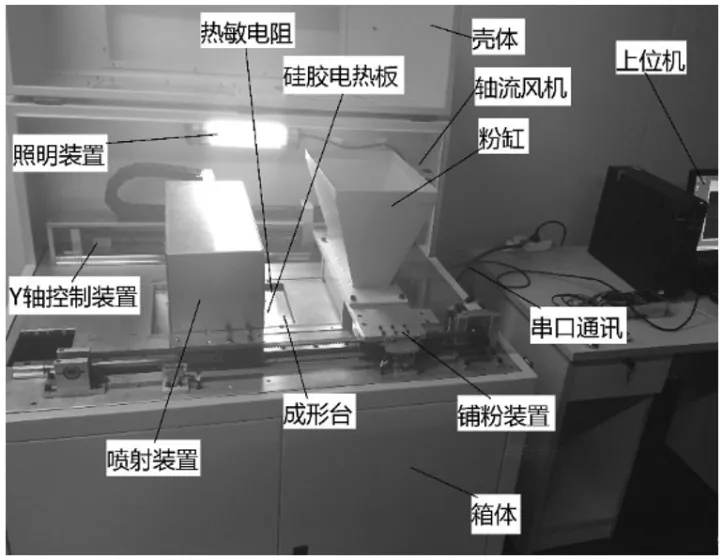
图1 微喷射3D打印设备整体结构图
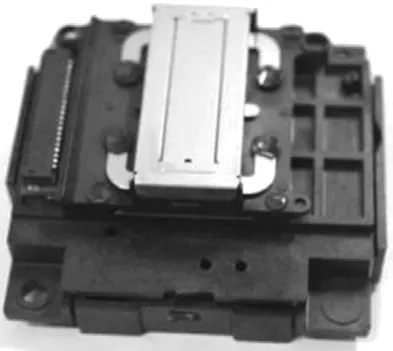
图2 喷头实物图
3 喷射装置的方案设计
喷射装置的方案设计主要包括喷头运动方向X轴机械结构的设计和控制分析以及增量式光电编码器检测。喷射装置控制的重点是喷头黏结剂合理的喷射和Y轴步进运动。喷射装置的方案设计包含以下两个方面:
3.1 喷头装置机械结构设计和控制分析
在喷头装置机械结构中,除了喷头、导轨、墨盒、喷头控制面板、步进电机等必要的结构外,还需要增量式光电编码器作为连接喷头打印和X轴运动的桥梁,以及编码器传感器对增量式光电编码器旋转进行计数,记录喷头是否打印完一行。接通电源后,电源上位机给喷头控制面板发送打印信号。喷头控制面板收到打印信号后,开始检测墨量和X轴是否运动流畅。当检测正常后,喷头控制面板亮绿灯表示喷头可以开始正常打印,按照设置的要求X轴打印完一行后,增量式光电编码器转动,编码器传感器对增量式光电编码器旋转计数。增量式光电编码器的编码盘上有刻孔和明暗相间的条纹,可以输出脉冲方波。输出光信号后通过编码器传感器转换成电信号,最后输出成可以正反转的矩形脉冲,判定喷头是否打印完一行。当打印完一行后,根据编码器的计数情况反馈给Y轴步进运动,直到打印完一层为止,如图3和图4。

图3 增量式光电编码器

图4 喷射装置控制逻辑图
3.2 增量式光电编码器检测
增量式光电编码器检测与反馈电路设计是为了将喷头的打印和三轴的运动合理衔接。喷头在X轴上的往复运动是通过增量式光电编码器和传感器进行检测和计数,当一层打印完成后,主控制板对喷头控制板发送高电平信号,伺服电机则会判断当前层数是否小于或等于设定层数。当未打印完成即当前层数小于设定层数时,伺服电机继续进行Y轴的步进运动,Z轴继续下移一层进行铺粉运动。直到当前层数等于设定层数,主控制板对喷头控制板发送低平信号,完成整个打印过程。
喷射装置采用的是220V交流供电电源线,可以使用USB通信接口,上位机还可以直接调用喷墨控制系统的驱动程序,从而避免重新设计的麻烦,还可以进一步对驱动程序进行优化。
4 打印测试
为了测试本文开发的微喷射黏结成形控制系统的控制稳定性、设备成形精度和成形速度,本研究在所开发的控制系统的基础上,进行了圆锥齿轮成形试验(图5),观察成形时的设备状态,记录成形件的表面质量,获得设备的打印速度和成形精度。并进行了72h连续运行测试,观察设备运行时的平稳性。在72h连续运行测试期间,控制系统驱动设备运行平稳,未发生错误。
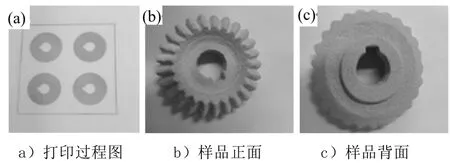
图5 齿轮样品图
在本次成形试验过程中,所用试验粉末为氧化钙,由江西泛美亚公司生产,平均粒径D50=1μm。使用连续打印模式,将层间距设置为0.10mm,每层连续进行两次打印,使用彩打模式,颜色设置为绿色。每组实验有4个打印件,对每个样品均采用边缘向内增宽3个像素,边缘多打印两次。结果表明:铺粉面平整光滑,未出现刮粉或者铺粉层裂开的现象;成形台升降运动平稳无噪声;喷头X轴运动和Y轴步进匹配良好,未出现失步或者振动现象。在成形过程中,每层打印时间(从层降到铺粉,再到打印完成),耗时约25s。
成形样品尺寸与三维模型尺寸的对比后发现,微喷射3D打印样品尺寸精度较高,尺寸误差在±0.14mm以内。微喷射3D打印成形样品表面比较光滑,成型精度高,成形样品只有极少数地方存在小缺口和突出的小毛刺。主要是由于边缘区域黏结剂黏结强度不足,而引起粉末脱落,进行边缘增强可以有效降低缺口和毛刺现象的产生。
5 结语
本文主要对喷头装备方案的机械结构进行了简化,并对工作状态信号检测及反馈。机械结构简化后只保留喷头、同步带、支架、导轨、墨盒、墨水导管、喷头控制板、步进电机和增量式编码器。通过主控电路板检测增量式编码器的脉冲信号,并给喷头控制板发送有纸低电平,检测喷头打印装置和运动装置的相互配合。设备长时间的打印测试中,打印过程流畅,运行平稳,性能稳定,效果比较理想。铺粉均匀平整,无刮粉现象,效率较高,打印速度25s/层。样品表面光滑,尺寸误差在±0.14mm以内。
