物料压缩比对PVC 凝胶化行为的影响
2022-06-14王鹏徐小燕谢良松宋明灿王文治
王鹏 徐小燕 谢良松 宋明灿 王文治
(顾地科技股份有限公司,湖北 鄂州,436000)
与大多数热塑性塑料不同,聚氯乙烯(PVC)在加工过程中发生的不是由玻璃态转变为黏流态并以分子链作为流动单元的塑化行为,而是较为复杂的熔合行为,也称凝胶化行为。在流变曲线上表现为在加料峰之后又出现另一个峰,即所谓熔合峰,习惯称为塑化峰,即表征PVC熔合行为的特征峰,这是由于PVC 颗粒具有多层次结构[1-2]。PVC树脂最基本的结构有颗粒、初级粒子和微晶3种[3]。在机械能的作用下,PVC颗粒破碎成初级粒子,温度升高到约110℃时原生微晶开始熔融。温度进一步升高,更多微晶熔化,初级粒子界面的原生微晶熔化之后,原先有序排列的PVC分子链松驰伸张而贯穿到邻近的初级粒子中,初级粒子界面之间有较多带状分子互相缠结,初级粒子界面消失。冷却时,已熔化的原生微晶变成次生微晶,形成以所有微晶为交联点的三维大分子网络,这个过程就是PVC的凝胶化。PVC的凝胶化度(Dg)对PVC制品的使用性能起到决定性作用,而Dg受干混料的配方、加工设备性能、加工工艺条件等多种因素的影响。
目前,主要是在转矩流变仪上通过改变配方、温度等方法来研究PVC凝胶化行为。以下通过在转矩流变仪上改变加料量也就是物料压缩比的方法,并通过差示扫描量热仪(DSC)、扫描电子显微镜(SEM)等研究物料压缩比对PVC凝胶化行为的影响。
1 试验部分
1.1 主要原料及仪器设备
PVC,SG5,山西榆社化工股份有限公司;钙锌稳定剂,JXW01-06,河北精信化工集团有限公司;未活化轻质碳酸钙,江西辰宇粉体制品有限责任公司;硬脂酸钙,九江天盛塑料助剂有限公司;费托蜡,B-113A,中山华明泰化工股份有限公司。
转矩流变仪,XSS-300,上海科创橡胶机械设备有限公司;SEM,KYKY-EM6200,小型离子溅射仪,SBS-12,均为北京中科科仪股份有限公司;高速混合机,GH10,北京泽岛机械有限公司;破碎机,NPCY-30,东莞市纳金机械有限公司;DSC,DSC Q2000,美国TA公司。
1.2 样品制备
各组分以质量份计:PVC 100.0份、钙锌稳定剂3.0份、未活化轻质碳酸钙5.0份、硬脂酸钙0.1 份、费托蜡0.3 份。使用高速混合机(600 r/min)搅拌15 min,制备PVC共混物。
1.3 性能测试及表征
转矩流变测试:PVC共混物加料量分别为45.5,52.0,58.5,62.0,65.0 g,对应的样品编号分别记作1#~5#,温度190℃,转速45 r/min,3 kJ处停机。
SEM分析:将从转矩流变仪中取出的PVC共混物快速放入液氮中冷却,凉干后从共混物表层(紧贴混炼室壁那一层)和芯层(紧贴转子壁那一层)剪取合适样品,采用小型离子溅射仪分6次进行喷金,每次喷金时间1 min左右,电流6~8 m A。
转矩流变仪测试Dg:按照GB/T 34917—2017和参考文献[4]方法,计算得到Dg。
DSC分析:称取10~30 mg的PVC样品(每一次加料量取3个样品),氮气气氛,以20℃/min从40℃升至245℃,恒温5 min,得到DSC曲线。
2 结果与讨论
2.1 物料压缩比对PVC共混物流变行为影响
表1是PVC共混物不同流变曲线的物料压缩比数据。转矩流变仪的容积60 m L,PVC共混物表观密度为0.57 g/m L,因此完全加满是34.2 g,用加料量除以34.2 g再乘100%即为压缩比。

表1 PVC共混物不同流变曲线的物料压缩比数据
由表1可见,1#~5#样品的压缩比逐渐增大,说明塑化时间逐渐缩短。其中1#,2#,3#样品的压缩比增加较快,以20%左右幅度递增,其对应的塑化时间也是大幅度减少;3#,4#,5#样品的压缩比以10%幅度递增,其对应的塑化时间也是逐渐小幅度减少。
表2是不同压缩比的PVC共混物流变曲线数据。由表2可见,随着PVC加料量的增大,最小扭矩、最大扭距、停机点所对应的扭矩逐渐增大。最大扭距处即塑化点温度随着压缩比增加逐渐降低。1#样品的压缩比较低、摩擦力小,所以其停机点温度最低,2#~5#样品均在转矩流变仪能耗达到3 000(N·m)·s左右时停机,且停机点温度相差不多;压缩比继续增大的5#样品,其停机点温度有所降低。

表2 不同压缩比的PVC共混物流变曲线数据
2.2 DSC分析
表3为PVC共混物的DSC数据。由于原生微晶与次生微晶的结构不同,因此在DSC曲线上可以看到2个熔融吸热峰。其中,Ha表示a峰对应次生微晶的熔融焓,Hb表示b峰对应未熔化原生微晶的熔融焓。而a峰和b峰之间的温度点正是最高加工温度(Tp)。
从表3可以看出,随着物料压缩比增加,2#~5#样品的Dg平均值先增加后降低。测试时还发现,2#~4#每个样品Dg的3个值差别不大,但5#样品Dg的3个值差别很大,这说明在物料压缩比过高且在相同外部能量作用下,有部分物料接收不到足够能量,出现了“夹生”现象。

表3 PVC共混物的DSC数据
2.3 转矩流变仪法分析
表4是转矩流变仪法测得不同压缩比下PVC共混物的Dg。其中,参比料是按照相同的配方制备一定量原始共混物,对参比料绘制流变曲线,找出最大扭矩和最小扭矩并作为参比数据,从而计算不同样品的Dg。从表4可以看出,随着物料压缩比增加,2#,3#,4#样品Dg增加,5#样品Dg却降低。这与用DSC分析方法测得的Dg平均值变化趋势一致。另外,PVC共混物在转矩最低点和最高点存在不同的结构和流动机理。
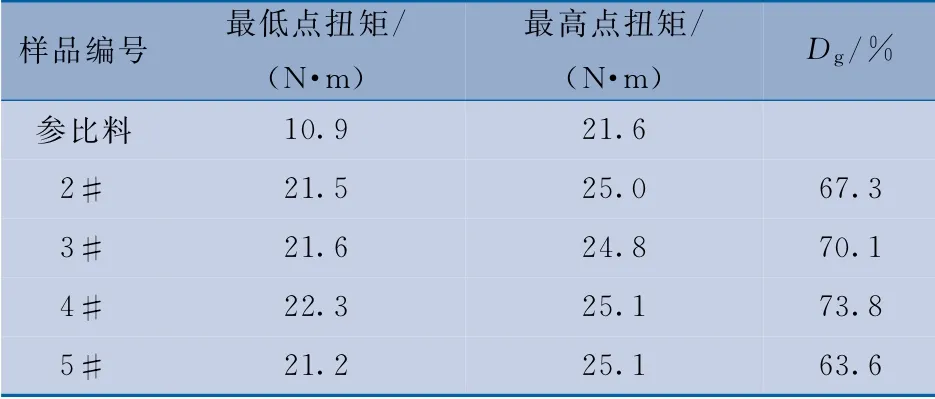
表4 转矩流变仪法测得不同压缩比下PVC共混物的D g
2.4 凝胶化过程的SEM分析
不同压缩比PVC共混物的流变曲线取样点SEM数据如表5所示,其中,温度为芯层物料温度。

表5 不同压缩比PVC共混物的流变曲线取样点SEM数据
物料压缩比对PVC形态结构的影响见图1~图2。紧贴混炼室壁那一层的样品称为表层样品,其物料温度为试验设定温度;紧贴转子壁那一层的样品称为芯层样品,其物料温度为流变曲线所对应的温度。
从图1可以看出,最小扭矩时,2#样品表层为PVC颗粒边界的熔合,每一个颗粒表面很平滑且有明显的边界,但看不见初级粒子;5#样品表层能看见少量的初级粒子或初级粒子聚合体,表面不是很平滑,能看见PVC颗粒熔合边界。从图1还可以看出:最小扭矩时,2#样品芯层有3种结构共存,分别为极少量的初级粒子、少量的初级粒子凝聚体、大量的边界熔合PVC颗粒;5#样品芯层能看见大量初级粒子。
从图2可以看出:最大扭矩时,2#和5#样品表层都已熔合成均一熔体;2#样品芯层结构有明显的PVC颗粒熔合边界,边界幅度较大且很光滑,层与层之间结合紧密;5#样品芯层也有明显的PVC颗粒熔合边界但幅度较小,少量初级粒子分散在上面,层与层之间结合得不是很紧密甚至有分层现象。
物料压缩比对PVC颗粒结构形态(特别是芯层结构)有明显的影响,如表5所示,2#和5#样品最小扭矩时芯层物料温度分别为184.0 ℃和171.4℃,最大扭矩时芯层物料温度分别为190.5℃和183.6℃,相差较大,而表层物料温度一样。
由流变曲线数据可知,物料压缩比大,则物料受热慢、温度低。这样更容易使PVC颗粒在熔合前皮层被打破,使里面初级粒子分散开来,才能更好地与其他加工助剂均匀分散,提高制品性能。
SEM观察样品表层及芯层发现,低温区为粒子流动,是各种尺寸的粒子之间相互滑动和正在增长的凝胶化进程的瞬时平衡状态[5],高温区为熔体流动。
3 结论
a) 物料压缩比影响PVC共混物的塑化速度,压缩比越大,流变曲线上的最小扭矩点及最大扭矩点出现的越快。
b) 随着物料压缩比的增加,PVC共混物的Dg平均值先增加后降低。
c) 物料压缩比较高时,能够在加工过程中产生较多的PVC初级粒子,有利于与其他助剂均匀分散。
