基于PSO-LSSVM和NSGA-Ⅱ的心电记录仪外壳注塑工艺优化*
2022-06-13王德炤范希营王常晶李春晓
王德炤 范希营 刘 欣 王常晶 李春晓
(江苏师范大学机电工程学院,江苏 徐州 221116)
随着现代制造技术的不断发展,塑料工业成为现代化工业的重要组成成分之一。在日常生活中,由于质量轻、产量大、成本低和精度高等特点,塑料制品被广泛应用于包装、医疗卫生、汽车和日常生活等领域[1-2]。甚至在很多方面,金属制品已经逐渐被塑料制品所取代[2]。现今,注塑成型已经成为塑件生产加工的主要形式,对注塑件成型质量的研究也受到广泛关注,注塑工艺参数是影响制品最终质量和成型效率的关键因素。
目前,最优注塑工艺参数往往是通过建立工艺参数与质量目标间的数学模型并结合优化算法全局寻优而得到[3]。大多数研究采用反向传播神经网络(BP)建立数学模型,获得了较好的预测效果[4]。然而,BP 神经网络训练效率低,易于陷入局部极小点,故一些研究采用优化算法对其权值和阈值进行优化,提高了模型预测精度。为获取最优工艺参数,对于建立的单目标质量预测模型,常采用遗传算法(GA)[5-7]、粒子群算法(PSO)[8-9]、模拟退火算法(SA)[10]等方法对注塑工艺参数进行全局寻优。而对于建立的多目标质量预测模型,常通过多目标遗传算法(MOGA)、多目标粒子群算法(MOPSO)和序列近似优化(SAO) 等方法来获取帕累托(Pareto)解集[11-13],再根据经验从中选取最优工艺参数组合。
支持向量机(SVM)是机器学习有监督学习的一种方法,比BP 模型在处理小样本、非线性和高维数问题上更具有优势。然而,SVM 采用不等式约束,求解难度较大。因此,本研究针对以上问题,以心电记录仪外壳为研究对象,采用基于粒子群优化的最小二乘支持向量机(PSO-LSSVM) 算法建立预测模型。然后,采用改进的非支配排序遗传算法(NSGA-Ⅱ)求取帕累托(Pareto) 前沿解集,并采用CRITIC 综合分析法对解集中的工艺方案进行客观排序,以获得最佳工艺参数。
1 心电记录仪外壳注塑CAE 分析
心电记录仪外壳由上壳和下壳两部分装配而成,其三维模型如图1 所示,二维图如图2 所示。它整体的外形尺寸为83 mm×54 mm×23 mm,平均壁厚为1.5 mm。塑件的内部结构特征较多,形状复杂,内侧面的加强筋特征可以提高其刚度和强度,并且上壳一侧面有卡扣特征,注塑模具需进行侧抽机构的设计。塑件材质为ABS 树脂,该材料具有高冲击性、耐磨性、耐蠕变性等优良力学性能,被广泛应用于各种仪器壳体的加工。
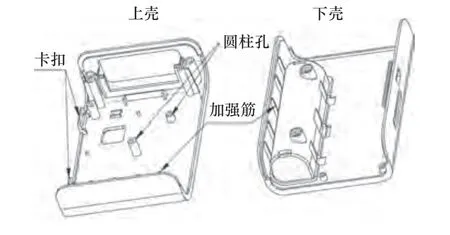
图1 心电记录仪外壳三维图

图2 心电记录仪外壳二维图
将塑件三维模型导入Moldflow 中,进行网格划分。对网格进行手动修复后,其最大纵横比为5.76,网格匹配率为93.2%,满足分析要求。浇注系统选用侧浇口进浇,为了提高生产效率、使模具型腔中的零件能够快速固化,在模具结构上设置冷却系统,CAE注塑仿真模型如图3 所示。选定塑件的材料ABS的牌号为PA757F,制造商为Chi Mei Corporation。

图3 CAE 仿真模型
2 正交试验
研究体积收缩率(Δv)、翘曲变形量(Δq)与注塑工艺参数之间的非线性关系,需要获得训练模型的样本。采用“充填+保压+翘曲”分析序列进行CAE分析,用于仿真模拟。注塑过程中塑件的成型质量受诸多工艺参数的影响,本文依据生产经验选择注射时间(t1)、熔体温度(T2)、模具温度(T3)、保压压力(p4)、保压时间(t5) 和冷却时间(t6) 为影响因子。综合考虑实际生产经验和Moldflow 软件对ABS材料的推荐注塑工艺,采取6 因素5 水平的正交试验方案,因素水平设计如表1 所示。在Minitab 软件中用L25(56)正交表格式设计试验表。运用Moldflow软件模拟试验,其CAE 分析结果如表2 所示。

表1 因素水平设计

表2 注塑工艺正交试验表
3 PSO-LSSVM 模型预测
LSSVM 是将核函数应用到脊回归中的一种方法,利用二范数对目标函数的优化公式进行变形,并将SVM 中的不等式约束条件转化为等式约束条件,用线性方程组求解。在构建LSSVM 模型时,以注射时间、熔体温度等6 个注塑工艺参数为输入,分别以翘曲变形量、体积收缩率为输出,建立6 个输入、1 个输出的模型。此外,超参数γ以及σ选取不当,可能会导致LSSVM 模型陷入局部收敛。因此,采用PSO算法对这些超参数进行优化,提高模型拟合能力,并对数据进行回归预测,优化流程图如图4 所示。
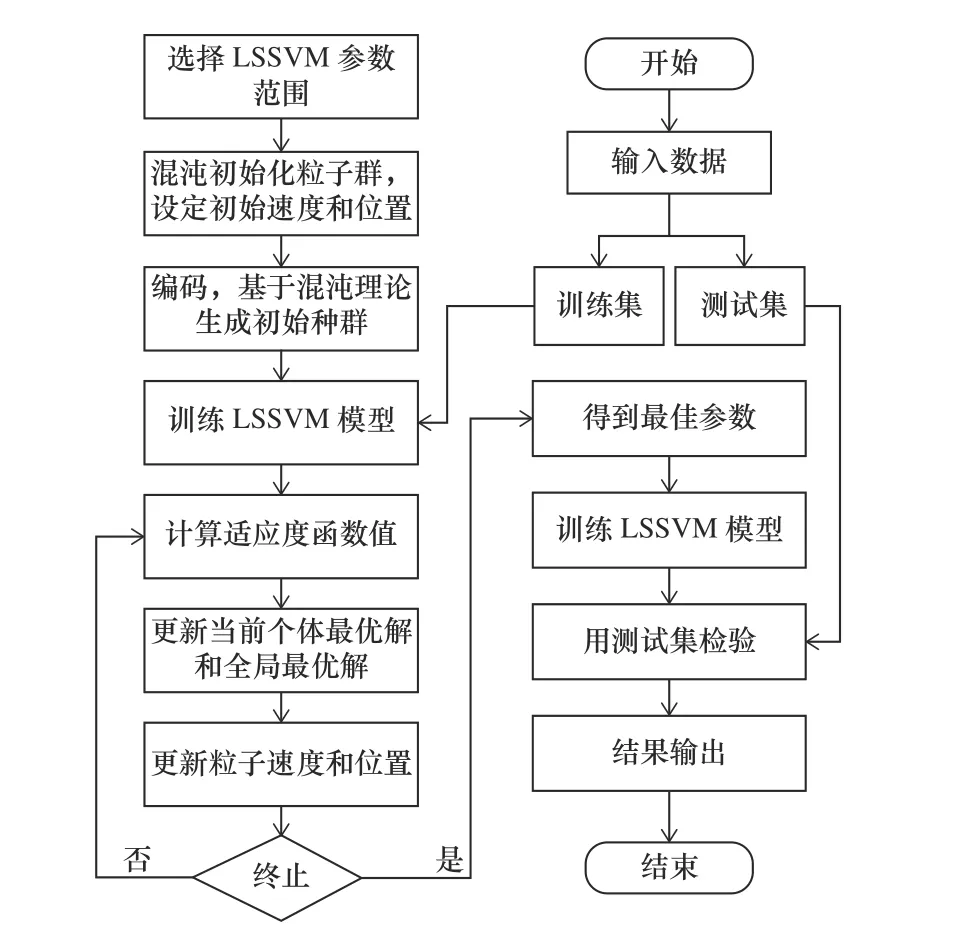
图4 PSO 优化流程图
为了验证训练的PSO-LSSVM 模型的准确性,从正交试验数据中随机抽取16 组数据作为检验样本,其余9 组作为测试样本进行输出预测。PSO-LSSVM模型的翘曲变形量和体积收缩率的预测最大相对误差均满足模型预测精度要求,并与SVM、LSSVM模型测试结果作对比,如图5、图6 所示。由此可见,PSO-LSSVM 预测结果的最大相对误差最小。
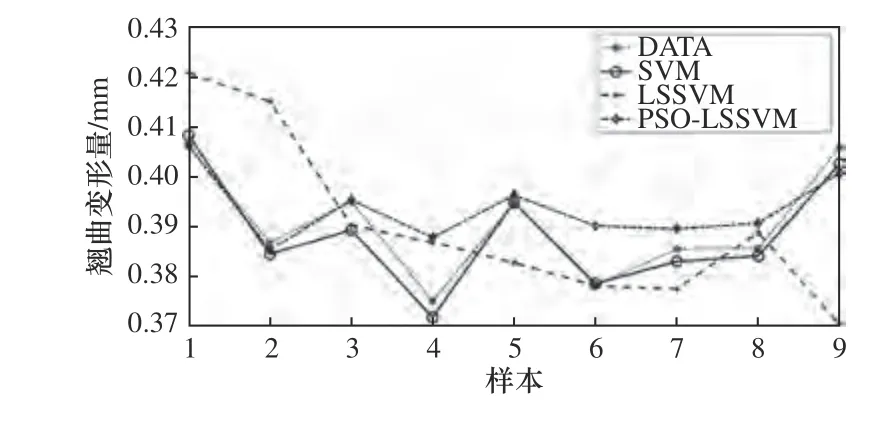
图5 翘曲变形量

图6 体积收缩率
4 基于NSGA-Ⅱ的工艺参数多目标优化
根据前文基于PSO-LSSVM 建立的翘曲变形量和体积收缩率预测模型,在Matlab 中用NSGA-Ⅱ进行多目标优化。在寻优时,种群规模设置为50,交叉概率设置为0.9,变异概率设置为0.02,最大迭代次数设置为200,其他参数选择默认值。在优化翘曲和体积收缩的过程中,通过NSGA-Ⅱ优化获得的Pareto 如图7 所示。
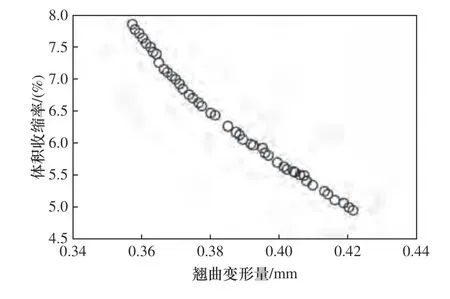
图7 Pareto 最优解集
由图7 和表2 可知,翘曲变形量和体积收缩率的优化趋势相反,即较小的翘曲变形量对应较大的体积收缩率,无法找到一组最佳的工艺参数使得两者同时达到最小,需进一步采用基于CRITIC 的综合评价方法分析,以获得最佳工艺参数,使得两者相对最佳。综合评价模型具体表达式为

针对NSGA-Ⅱ多目标优化获得的50 组方案,基于CRITIC 计算翘曲变形量和体积收缩率的客观权重,其一般步骤为:
(1)确定指标数据矩阵。一共包含50 个待评价样本,2 个评价指标的评价矩阵为

式中:yij代表第i组试验第j个评价指标的数值。
(2)标准化处理。
不同的量纲对评价结果有着非常重要的影响,为了消除这种影响,对各个指标进行标准化处理。待优化的指标(翘曲变形量、体积收缩率)均越小越好,因此标准化处理时按照负向指标进行计算。

式中:n为实验组总数。
(4)计算指标冲突性Rj。

(5)计算信息量Cj。

(6)计算客观权值Wj。

根据上述公式,逐步计算出两个指标的客观权重值。如表3 所示,翘曲变形量在两个成型质量中所占的客观权重为0.507 4,体积收缩率在两个成型质量中所占的客观权重为0.492 6。
根据获得的权重值,按照式(1)计算表3 中每组方案的成型质量综合评价值。其中,一组方案的综合评价值达到0.032 6,是50 组方案中的最小值,为最优方案。此时的注塑工艺参数组合为:注塑时间为1.3 s,熔体温度为255 ℃,模具温度为80 ℃,保压压力为129 MPa,保压时间为15 s,冷却时间为30 s。

表3 计算评价指标的客观权重
5 验证分析
5.1 仿真验证
将全局寻优得到的最优工艺参数组合输入到Moldflow 软件中进行模拟,得到塑件的最大翘曲变形量、体积收缩率分别为0.438 3 mm、8.729%,分别如图8、图9 所示,该值比优化前分别减小了6.98%和14.92%,从而证实了PSO-LSSVM 模型的准确性。

图8 翘曲变形量

图9 体积收缩率
5.2 试验验证
上述优化过程只是基于理论分析与仿真分析的结果,为了验证优化方法的可靠性,进行物理试验验证。如图10、图11 所示。

图10 验证流程

图11 Geomagic Control 处理云图
(1)试验设备与流程
本次试验选用群基精密CREATOR CI-125 型注塑机。翘曲变形量测量采用数字式立式光学计,型号:JDG-S1,生产商:上海光学仪器五厂。体积收缩率测量采用激光三维扫描仪,型号:PRINCE,生产商:杭州思看科技有限公司。
(2)试验结果分析
基于最优工艺参数进行注塑加工,加工100 个塑件,每加工20 个测量一次。分别使用光学计和三维扫描仪测量翘曲和体积收缩,测量结果如表4所示。结果表明,塑件的翘曲和体积收缩最大分别为0.349 4 mm 和4.993%,满足生产要求。
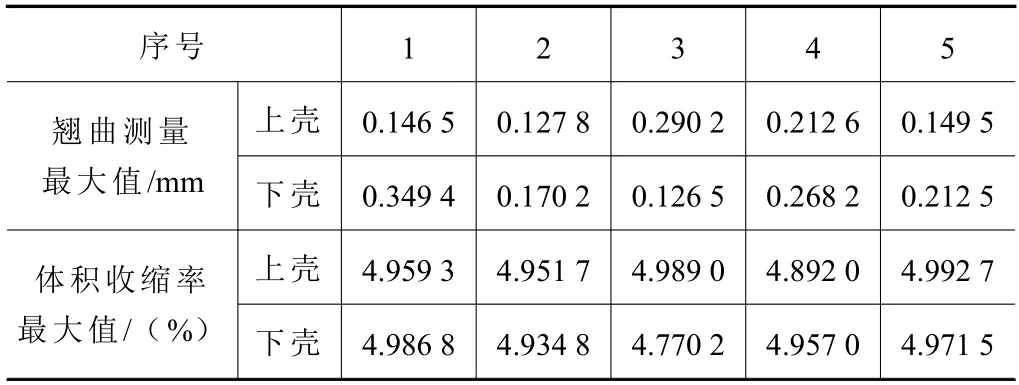
表4 测量结果
6 结语
(1)以注塑工艺参数为输入、翘曲和体积收缩率为输出建立的LSSVM 模型通过求解线性方程组实现最终的决策函数,一定程度上降低了求解难度,提高了求解速度,并用PSO 优化算法对超参数进行优化,获得最优PSO-LSSVM 模型。
(2)对最优PSO-LSSVM 模型的性能进行评估,性能测试表明:采用提出的方法能够有效评估注塑成型的质量,相对于SVM 以及LSSVM 模型具有更高的回归精度,保证了注塑成型质量预测的精度及质量控制的可靠性。
(3)利用NSGA-Ⅱ进行工艺参数寻优,得到Pareto最优解集进行CRITIC 综合分析,最终确定最优注塑工艺参数。对获得的最优工艺参数组合进行仿真,此时,塑件的翘曲变形量和体积收缩率分别比初始模拟结果降低了6.98%和14.92%。
(4)为了验证优化方法的可靠性,进行物理试验验证。采用数字立式光学计和激光三维扫描仪分别测量塑件的翘曲变形量和体积收缩率,均满足实际生产要求。