铝合金表面激光处理温度场数值模拟
2022-06-13黄初焕王莉婷
0 引言
表面微结构能够提高铝合金与PP+EDPM-T20的连接,一些学者先后提出了多种金属表面微结构制作方法,如喷砂、喷丸和化学处理
。但是,上述微结构制作方法工艺复杂,且不环保。激光加工材料表面微结构过程中,激光加工具有能量密度高、工件热影响区小以及自动化程度高等优点,构造金属表面微结构时激光加工技术越来越受到研究者的重视
。
激光扫描热处理是一个极其复杂的物理化学过程,在这一个过程中,同时伴随着热量的传导、对流和辐射的发生。与其他热源相比,激光热源的能量密度相对较高,激光扫描热处理过程中加工区域及周围的温度场是非常不均匀和不稳定的。因此,想要系统地研究激光扫描热处理过程中温度场仅通过工艺试验是无法完成的。数值模拟技术可以利用有限元方法对激光扫描热处理热过程进行数值计算,对揭示激光扫描热处理热过程有着积极的指导意义。本文采用有限元方法分析了扫描速度和激光功率对激光表面热处理温度场的影响,并对铝合金和塑料间的连接强进行测试,为提高铝合金与车用聚丙烯/三元乙丙橡胶共混合材料(PP+EDPM-T20)的连接提供理论参考。
1 实验及方法
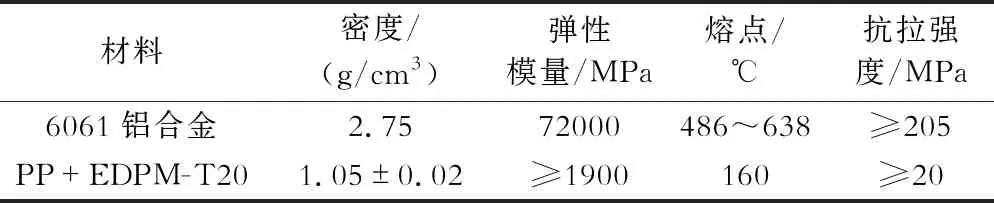
试验金属材料选用铝合金,塑料选用聚丙烯/三元乙丙橡胶共混合材料(PP+EDPM-T20)。采用光纤激光器,型号为YLPM-1x200-20-20,其主要激光工艺参数:激光功率30W~60W,激光扫描速度为1mm/s~3mm/s,热源大小为0.5mmx0.5mmx0.5mm,两种材料的物理属性如表1所示。
3.3 脏腑生成供养 脑的生成有赖于先天精气和后天水谷运化而出的津液。《灵枢·经脉》[66](117)曰:“人始生,先成精,精成而脑髓生”。《灵枢·五癃津液别》[66](255-256)云:“五谷之津液,和合而为膏者,内渗入于骨空,补益脑髓”。《素问·六节藏象》[68](66):脾、胃、大肠、小肠、三焦、膀胱者,仓廪之本,营之居也,名曰器,能化糟粕,转味而入出者也,饮入于胃,除了脾胃的受纳运化外食物精微的运化与肠道的关系更加密切。《素问·灵兰秘典》[68](75)大肠者,传道之官,变化出焉。小肠者,受盛之官,化物出焉。由此可见脑与肠两者之间存在生理联系。
2 有限元数模型的建立
2.1 激光热源模型的建立
激光热源模型是施加在工件上的热输入在时域和空间域上分布特性的数学表达。激光扫描热处理数值模拟中热源模型的选择直接关系着高温热物理性能、热流分布参数,熔池现象等复杂问题的研究
。因此,在对铝合金进行激光扫描热处理数值模拟时选取合适的热源模型是至关重要。
激光表面处理温度场分析可用非线性瞬态热传导的三维温度场微分方程来计算,如式(2)所示
:
但是,这种令人激动的前景只是一厢情愿的幻象而已。《高兴》从第8分钟开始到8分50秒,短短的50秒中,用了29个镜头来展现刘高兴和五富刚到西安时的印象,其中大部分镜头采用了快速切换的剪辑手段:立交桥、交通路牌、大楼、商场、橱窗里的漂亮模特、街道、人群,组成了令人眼花缭乱的都市景观。然而,当镜头稳定下来以后,刘高兴和五富却走进了破落的棚户区。创作者似乎在说,繁华的都市只能给农民工看一看,真正属于他们的却是棚户区。都市为他们准备了特定的空间,他们和城里人的差异在他们到达都市前就已经形成了。
3D高斯热源模型的热流密度分布为
:

(1)
式中,
(
,
)为高度
平面上距离中心位置
处的热流密度,
为热源总的热量,
为热源的高度,
和
为高斯参数,其中
是平面
=
上的最大特征半径,
是平面
=
上的最大特征半径。
授课形式单一 对于机器人技术的授课形式目前是教师课堂讲授为主,以灌输式教学占据主导地位,教学过程单调死板。如对于机器人手腕讲解,教师按课本知识尽管讲解很详细,学生还是不能很好地理解机器人手腕的翻转、俯仰、偏转的具体位置和方向,想象不出关节的旋转角度为360°以上是怎么样的。这种单一的授课形式不能适应机器人学现代教育教学的需要,远远落后于机器人技术的快速发展,结果是课堂上都是教师“一讲到底”,学生摆脱不了“上课记笔记,下课对笔记,考试背笔记”的状况。
从式(1)中可以看出,3D高斯热源面能量分布与激光能量分布较接近,同时又具备了与双椭球热源类似的体热源特性,因此3D高斯热源更适合于模拟传统激光热源。因此,本文采用3D高斯热源模型作为激光表面热处理数值模拟的热源。
2.2 激光表面处理传热模型
2.2.1 三维瞬态热传导方程
当关键工序的类型为块内工序时,必须满足条件式(3),所移至的位置,可用机器空闲时间不能为0,将其前移至块首工序以及同机器其他工序之前,以及后移至块尾工序以及同机器其他工序之后,如图10b所示。
激光加载部分的线热源,一般选用高斯分布的锥形体热源模型来代替。3D高斯热源模型是一系列的2D高斯热源在熔深方向上的叠加,每个界面的热流分布呈高斯分布,表现为中心能量高,四周能量低,主要应用于模拟激光等焊缝较深、熔宽较窄的热源。

(2)
式中,
(
),
(
),
(
)为待加工工件材料沿
,
,
方向上的热传导系数;
(
)为材料的密度,
(
)为材料的比热容,
为激光加工时内热源的能量密度。
杨鹏的父亲是一位建筑师,他十分重视读书对孩子的影响。每个月,父亲都会拿出工资的一半用来买书订报。为了吸引儿子对阅读产生兴趣,他还想了很多有趣的法子。杨鹏记忆中最为深刻的就是,他很小的时候,父亲给家中的书橱做了个电动卷帘,一按开关就会自动收起放下,引得小杨鹏经常跑到书橱边去玩,时间久了,他想对书橱中的书不产生兴趣都难。
在实际的工程应用中,不仅要获得上述方程的通解,更要获得同时满足热传导方程和附加条件的特解。通常,瞬态热传导问题的定解有两个条件,即边界条件和初始条件。
教书育人是一个漫长而艰巨的工程。作为高中地理教师,笔者深深感到地理教学的任重道远,它需要我们不断研究学生的特点,发现教材的变化,探索出符合学生和课改要求的新教法,提高地理课堂效率,减轻学生的课业负担,符合日新月异的现代教育发展的需求。这个过程中,既有付出的艰辛,也有收获的喜悦,也深深体会到地理教学的乐趣,同时发现教学中总有挖掘不完的东西,时时刻刻都有超越自我的快乐和成就感。
使用SYSWELD对激光构造铝合金表面微孔阵列过程进行温度场分析,首先建立尺寸20mm * 10mm * 1mm的轴对称三维实体模型,激光热源对称扫描,并对其进行网格划分。激光表面热处理是一个受热不均匀的表面加工过程,这是因为工件被加工位置温度梯度较大,但距离加工位置相对较远的区域由于热量不能迅速传播,该区域的温度梯度相对较小。因此在划分网格时,不能采用统一的网格大小。在加工区域及其附近区域采用加密网格,网格尺寸大小控制在0.3mm,而远离加工的区域采用相对稀疏的单元网格,共有节点480064个。初始温度设定为室温20℃,激光能量输入使用激光热源模型,最终输出瞬态温度场。
第一类边界条件:给定了边界上的温度值
。
=
(
,
,
,
)
(3)
其特殊的情况为等温边界条件,即物体边界上的温度相等。
第二类边界条件:给定了边界上的热流密度值
。
(4)
第三类边界条件:给定了边界上物体与周围介质间的换热系数
及周围介质的温度
。
其特殊的情况为绝热边界条件,边界不透热。

(5)
式(3)、式(4)和式(5)中,
是边界上的热流密度,
是沿边界法线方向的热导率,
是边界表面外法线方向上的距离,
是界面换热系数,
是周围介质温度,
是已知边界上的温度。
在激光表面处理过程中,热分析主要考虑第二类和第三类边界条件,即边界上的热流密度、边界上物体与周围介质间的热交换。热流密度表示激光热源的作用强度,热交换是指工件与周围环境之间辐射与对流的换热。
2.3 试件有限元网格划分
2.2.2 边界条件常见的边界条件可以归纳为以下三类
:
3 结果与讨论
3.1 激光扫描速度对温度场的影响
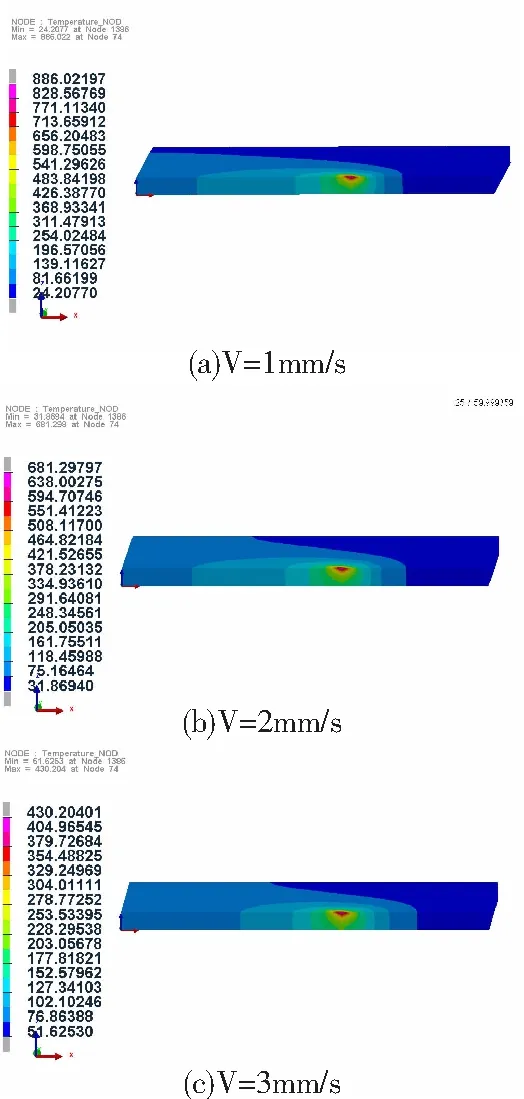
为分析不同激光扫描速度(V)参数下材料表面温度场变化,模拟了激光功率为50W时随激光扫描速度变化的温度场,如图1所示。从图中可以看到,此时热源处于工件中间位置,热源较为稳定。试样表面的温度随激光扫描速度的增大而减小,当激光扫描速度增大时,铝合金工件表面接收激光能量的时间减少,因此温度升高量减少。但扫描速度过大时,虽有利于提高加工效率,但从图中可以看出,扫描速度为3mm/s时,熔池深度较小,这会降低铝合金表面微结构深度,不利于提高铝合金和塑料的结合面积,降低连接强度,因此在提高扫描速度的同时,需要适当提高激光功率。
3.2 激光功率对温度场的影响
微观组织的转变主要取决于激光加工过程中温度场的变化,因此模拟了激光扫描速度为2mm/s时随激光功率(P)变化的温度场分布。如图2所示,试样表面的温度场随激光功率(P)增大而提高,因为激光功率增大使得工件表面单位时间内所吸收的激光能量增多,因此工件表面温度呈递增趋势。从图中也可看到,激光功率越大,熔池深度越大,这有利于提高铝合金表面微结构的深度,增加铝合金和塑料的结合面积。但激光功率过大,铝合金板受热区域增大,铝合金薄板易发生形变。

3.3 激光功率对铝合金与塑料的连接强度的实验分析
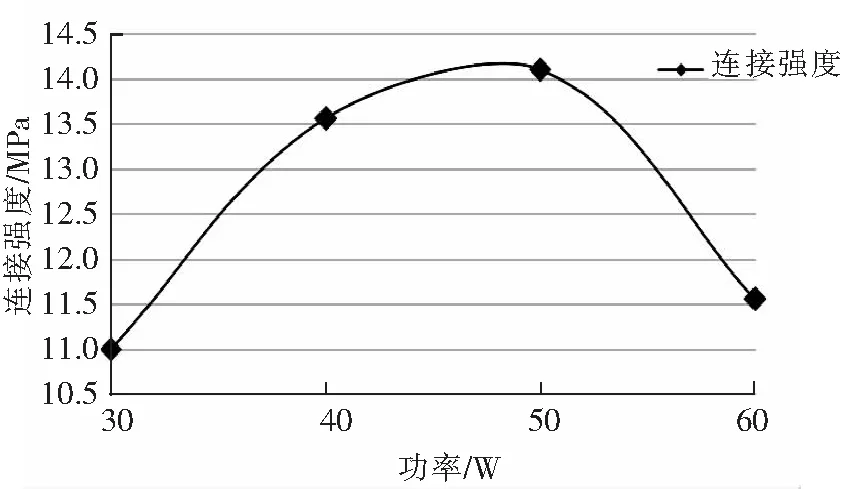
本试验在使用激光功率(P)分别为30W、40W、50W、60 W时,所有的试验都成功地使铝合金与塑料直接连接成为整体结构。图3为不同激光功率条件下连接强度变化曲线。从图中可以看出,连接强度随着激光功率的升高先增大后减小,当激光功率为50W时,连接强度达到最大值。这是因为随着激光功率的增大,铝合金表面微结构深度逐渐增大,使得塑料与铝合金的结合面积增大,因此有利于提高连接强度。但当激光功率达到60W时,由于激光热输入较大,铝合金厚度较小,使得铝合金薄板发生形变。铝合金在电阻炉加热3min钟之后与塑料板贴合时,由于铝合金形变导致铝合金的连接面与塑料的平面不能完全黏合,从而使两种材料的连接面积减小,连接强度降低。
4 结论
(1)工件表面的温度随激光扫描速度的增大而减小,这是由于激光扫描速度变大时,试样表面接收激光热源的时间变短,因此熔池温度降低。
(2)工件表面的温度场随激光功率增大而提高,因为激光功率增大使得工件表面单位时间内所吸收的激光能量增多。
第一次在每节管道安装完成后,随即进行接头打压,打压合格后才能安装下一管节。第二次每安装3节PCCPL后,对之前安装的第一根PCCPL接头进行第二次打压,这是对第一次打压检验的复验。打压合格后,具备了接头处外缝灌浆和土方回填条件。第三次在管顶以上土方回填50 cm后进行,检验管道在初步变形后是否仍符合要求,接头打压合格后,可进行内缝勾嵌。
(3)铝合金与塑料的连接强度随着激光功率的升高先增大后减小,当激光功率为50W时,连接强度达到最大值。这是因为随着激光功率的增大,铝合金表面微结构深度逐渐增大,使得塑料与铝合金的结合面积增大。当激光功率达到60W时,铝合金薄板发生形变,导致铝合金的连接面与塑料的平面不能完全黏合,从而使两种材料的连接面积减小,连接强度降低。
[1]丁文有, 何晓聪, 刘佳沐,等. 碳纤维增强聚合物-AA5052铝合金三层板自冲铆接性能[J]. 科学技术与工程, 2018, 18(25):5.
[2]程柏, 韩冰, 谷立山,等. 纳结构的连续激光复合微纳探针刻划加工[J]. 光学精密工程, 2015, 23(7):8.
[3]Xu F , Liu S , Fan H , et al. Enhancement of the adhesion strength at the metal-plastic interface via the structures formed by laser scanning[J]. Optics & Laser Technology, 2019, 111:635-643.
[4]Haldar S , Sain T , Ghosh S . A novel high symmetry interlocking micro-architecture design for polymer composites with improved mechanical properties[J]. International Journal of Solids & Structures, 2017:S0020768317303025.
[5]徐飞, 田兴友, 王化. 环氧SEBS胶黏剂的制备及性能研究[J]. 塑料科技, 2015, 43(5):5.
[6]武传松. 焊接热过程与熔池形态[J]. 制造技术与机床, 2008(7):1.
[7]张拓, 张宏, 刘佳. 激光-电弧复合焊接数值模拟的热源模型[J]. 应用激光, 2016, 36(01): 58-62.
[8]Carslow H S, Jaeger J C, Morral J E. Conduction of Heat in Solids, Second Edition[J]. Journal of Engineering Materials & Technology, 1986, 108(4): 378.
[9]刘佳. 轨道客车用SUS301L奥氏体不锈钢激光叠焊技术研究[D]. 长春理工大学, 2012.
