新型灰斗卸料锁风阀的研发应用
2022-06-08魏振生冀猛单秀勇魏阳
魏振生,冀猛,单秀勇,魏阳

1 几种常见灰斗卸料锁风阀介绍
第三代篦冷机每段移动篦床下一般有2~4 个风室,每个风室下部均设有集料斗,也称“灰斗”,用于收集篦床运行过程中,从篦缝掉落的熟料细粉。熟料细粉由灰斗下部的卸料锁风阀卸入熟料输送机运走[1]。常见的卸料锁风阀有电动弧形阀、电动双弧形重锤阀、气动重锤翻板阀等,通过间歇性开关阀门实现卸料及锁风功能。
1.1 电动弧形阀
电动弧形阀在卸料锁风阀中的应用最为广泛,占卸料锁风阀总量的90%以上,如图1所示。我国于“七五”期间从美国富乐(Fuller)公司引进了电动弧形阀[2],广泛应用于我国自行设计、制造的各种形式的第三代篦冷机。迄今为止,我国尚有近千台第三代篦冷机在使用电动弧形阀。按2 500t/d水泥生产线每台篦冷机配置9 个灰斗,5 000t/d 水泥生产线每台篦冷机配置14~16个灰斗,每个灰斗安装1台电动弧形阀估算,目前仍有逾万台电动弧形阀在使用中。电动弧形阀的技术参数如表1所示。
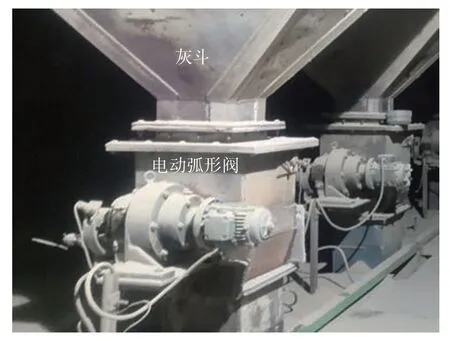
图1 电动弧形阀
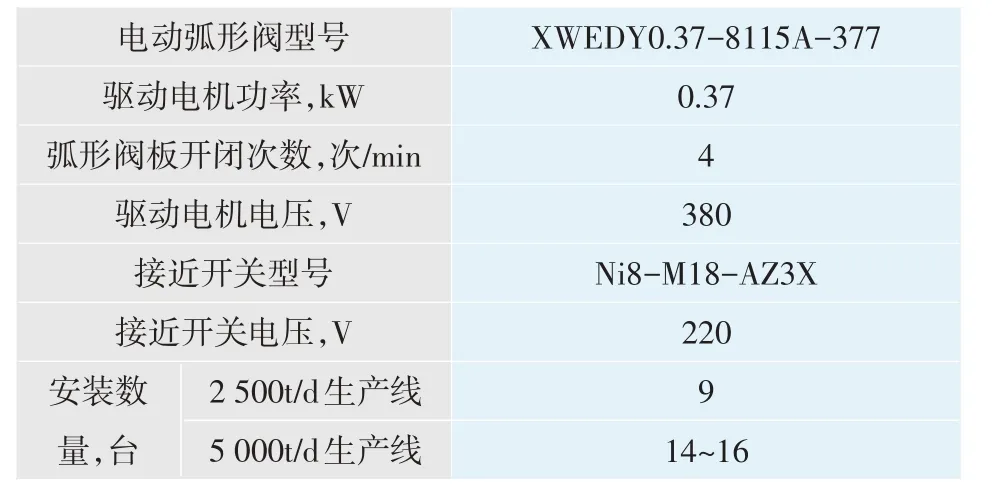
表1 电动弧形阀的技术参数
(1)电动弧形阀的工作原理
灰斗壳体侧壁上一般安装有上、下两个料位计,如图2所示。当灰斗中的熟料细粉累积触碰到上部料位计时,电动弧形阀板接受指令打开并卸料,当灰斗中的熟料细粉降至下部料位计时,电动弧形阀板接受指令关闭并锁风,停止卸料。下部料位计与弧形阀板之间始终存有熟料细粉,熟料细粉聚积并形成具有一定高度的料柱,此料柱具有“料封”锁风功能,可阻断灰斗上部风室中的正压气体与篦下风室中的气体相接触。灰斗常用料位计参数与性能如表2所示。
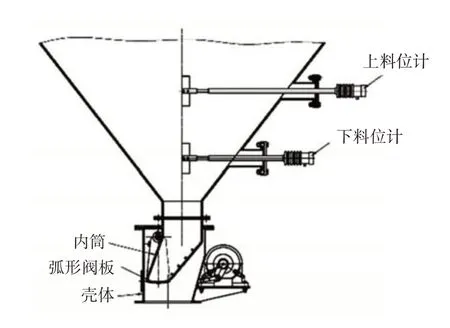
图2 电动弧形阀结构示意

表2 灰斗常用料位计参数与性能
(2)电动弧形阀使用过程中存在的问题
当窑系统工况波动或篦板间隙变大时,部分“红料”会从篦床掉落到风室下部的灰斗中。不论是国产射频导纳料位计,还是进口AMETEK 料位计,均会因“红料”及携带熟料细粉的正压风冲击探头而损坏,使电动弧形阀门失去“料封”作用,水泥厂只能按照一定的时间间隔进行“定时放料”。而从篦床掉落的熟料细粉量与篦缝设计结构、篦缝大小、风室面积、熟料结粒情况等多种因素有关,导致放料量与篦床漏料量难以相适应,放料时间难以准确掌握。若采取“定时放料”模式,则会造成有的灰斗中的料粉未放空,而有的灰斗中的料粉早已排空却仍处于放料状态。
众所周知,熟料拉链机地坑工作环境恶劣,粉尘量大,环境温度高。为避免细粉堆积过多顶坏移动篦床以及尽量减少巡检人员进入地坑放料的次数,工作人员进入地坑放料时,常采用一次放空的方式。而灰斗中的料粉排空后,将很难再及时累积到“料封”高度,进而导致弧形阀失去了“料封”功能。带压气流与粉尘通过内筒与弧板间隙的流动速度增加,直接冲刷阀门下部溜子。电动弧形阀下部溜子受长期冲刷形成孔洞,需反复维修焊补,其磨损修复实际状态如图3所示。

图3 电动弧形阀下部溜子磨损修复实际状态
(3)电动弧形阀锁风不严的危害
环境空气经篦下各风室的冷却风机加压后鼓入风室,向上穿过篦板与熟料进行热交换,由于加压气流从灰斗部分“逃逸”,导致熟料冷却效果变差,电耗增加。电动弧形阀锁风不严,使得风室内风压无法达到设计值,冷风穿透熟料料层的厚度减小,热交换能力减弱。
另外,电动弧形阀长期锁风不严,造成熟料拉链机地坑工作环境恶劣,影响员工身体健康,工厂也无法达到环保要求。同时,电动弧形阀锁风不严导致弧形阀内筒、弧形板、下部溜子、壳体等部分受长期冲刷而产生磨损,故障频发,严重制约了第三代篦冷机整体性能的发挥。
1.2 电动双弧形重锤阀
针对电动弧形阀使用中存在的问题,有些制造商对其结构进行了改进,优化改进后的电动双弧形重锤阀如图4所示。

图4 电动双弧形重锤阀
(1)电动双弧形重锤阀卸料原理
电动双弧形重锤阀内部设有上、下两个弧形阀板,阀板焊在各自的回转轴上,阀板上方各布置一个方形内筒,内筒与弧形阀板之间留有间隙。回转轴放置在壳体外侧两端密封套上,轴的一端配有重锤,另一端安装有拨杆。另外,系统配有上、下两个行星摆线减速机,每个行星摆线减速机输出轴端均设有曲柄,一个曲柄拨动对应回转轴拨杆,打开阀板,卸下物料后,阀板靠重锤的重力关闭;约2s后,另一个曲柄拨动另一个拨杆,打开另一个阀板,再次卸料。电动双弧形重锤阀结构示意如图5所示。
(2)电动双弧形重锤阀使用过程中存在的问题
用普通钢材制造的内筒与阀板,若长期在带压气流与熟料细粉冲刷环境中工作,则内筒四个角将会先出现磨损,然后逐渐向四周扩展,导致内筒与阀板之间的缝隙越磨越大,风室中携带粉尘的带压气流将由此缝隙快速进入下部溜子。另外,2个回转轴穿过阀体支承在外部4个密封套上,风室下部的带压气流与熟料细粉通过轴与密封套之间的间隙,长期冲刷盘根导致密封失效,粉尘快速泄漏到外部环境中,影响地坑环境。
由图5 可知,电动双弧形重锤阀相当于上、下串联的两个电动弧形阀,利用控制时间间隔实现卸料锁风,其不具备“料封”功能,所以无法实现良好的卸料锁风效果。
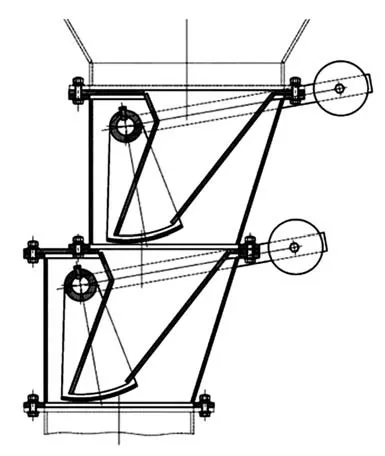
图5 电动双弧形重锤阀结构示意
1.3 气动重锤翻板阀
上世纪90 年代,我国从丹麦史密斯公司引进了第三代Coolax篦冷机,其灰斗配有气动重锤翻板阀,如图6所示。

图6 气动重锤翻板阀
(1)气动重锤翻板阀工作原理
灰斗上仅布置一个上料位计,当熟料细粉在灰斗中累积触碰到上料位计时,电磁换向阀控制气缸拉动重锤上升,阀门迅速打开卸料;完成卸料后,电磁换向阀换向,同时阀门靠重锤的重力作用迅速关闭,此时依靠料位计与翻板之间的料柱“料封”功能,能够实现卸料锁风。气动重锤翻板阀结构示意如图7所示。
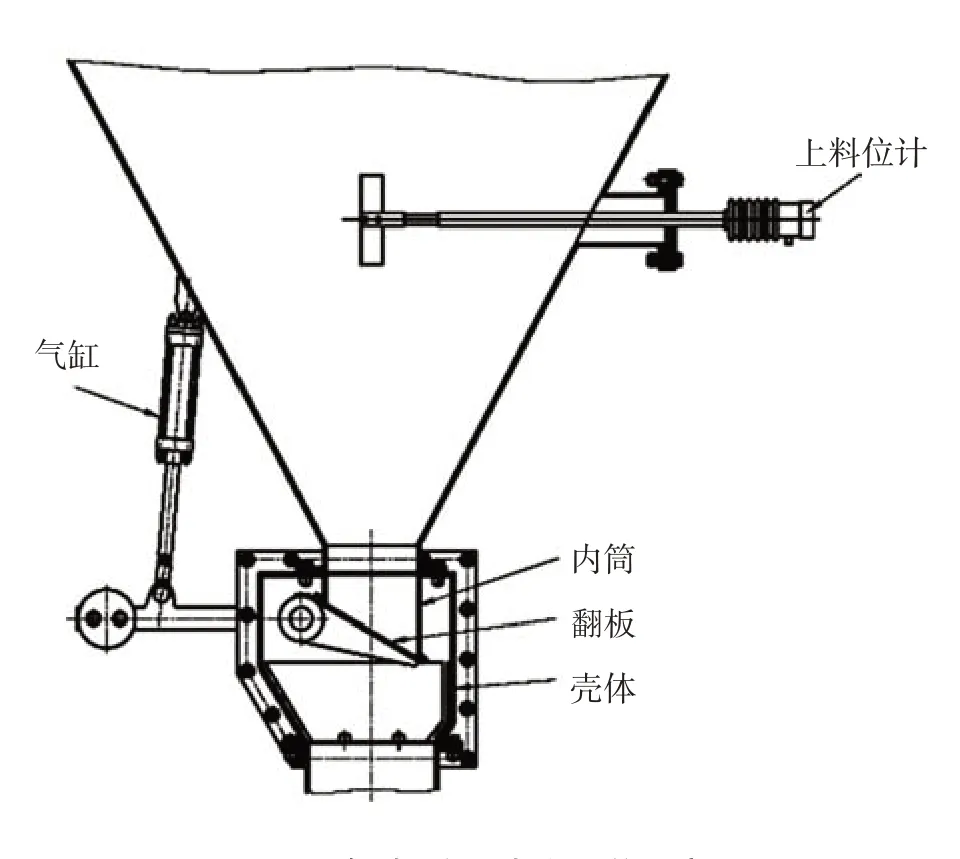
图7 气动重锤翻板阀结构示意
(2)气动重锤翻板阀使用过程中存在的问题
灰斗卸料锁风控制系统刚投入运行时,效果较好。运行一段时间后,料位计损坏,灰斗放料由“料封”自动放料模式改为在中控室“定时放料”模式。又运行一段时间后,随着篦板间隙变大,篦床漏料量增加,由于中控放料不及时,篦床漏料量大于放料量,熟料细粉在风室内逐渐累积,易顶坏移动篦床。为保证篦冷机的正常运行,只能将灰斗放料改为“现场人工放料”模式。
1.4 三种常见灰斗卸料锁风阀的对比
(1)为了保证电动弧形阀阀板转动灵活、不卡阀板,设计时在内筒与弧形阀板之间预留了5~20mm 的间隙。当料位计失效后,电动弧形阀即失去了“料封”锁风功能。
(2)电动双弧形重锤阀不具备“料封”锁风功能,采用调整时间间隔来控制卸料量,卸料锁风效果更差。
(3)气动重锤翻板阀具有开闭快、阀板与内筒接触严密等优点,开始运行时,采用“料封”锁风自动放料模式,效果很好;但当料位计失效,采用“定时放料”模式放料后,若放料不及时,则会存在重大设备安全隐患;采取现场人工放料模式,无法达到卸料锁风目的。
2 双层气动闸板阀的开发
基于常见灰斗卸料锁风阀的使用现状,我公司致力开发设计了一种新型的双层气动闸板阀,彻底解决了传统灰斗阀门内外漏风的问题。
2.1 双层气动闸板阀设计思路
(1)严格控制阀板与阀体向“零间隙”靠近,达到即使灰斗内没有料柱也不漏风的目的。
(2)在灰斗受热、向下微小热膨胀的情况下,阀体能够自动吸收、补偿、抵抗热膨胀量。
(3)继续采用“料封”的锁风方式。
(4)遇≤25mm高温熟料颗粒时,阀板不卡涩。
新型双层气动闸板阀结构如图8所示。
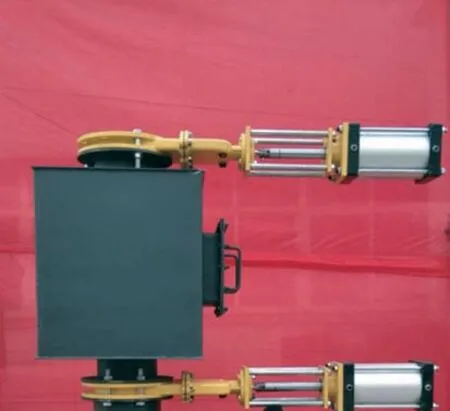
图8 双层气动闸板阀
2.2 双层气动闸板阀的特点
(1)阀板与阀体之间趋于“零间隙”配合,阀板采用SUS316L不锈钢制作,既耐热又耐磨。阀体采用ZG42CrMo 低合金结构铸钢制作,具有足够的强度,能够确保在灰斗受热、向下微小热膨胀的情况下,不会造成阀体变形而卡住阀板。
(2)布置一个“中间箱”,确保每个灰斗放料之后,灰斗中存有部分熟料细粉,中间箱中也存有部分熟料细粉,实现两层“料封”。
(3)布置上、下两个气动闸板阀,放料时,一个闸板迅速打开,放料后迅速关闭,数十秒后,另一个闸板迅速打开,周而复始放料,每次仅迅速放掉中间箱内的熟料细粉。
(4)电磁换向阀的压缩空气不外排,将压缩空气返回至闸板腔内反吹闸板,防止闸板表面粘料。同时,将滑道内隐藏堆积的熟料细粉迅速吹到阀门出口,既可防止细粉外漏,又可减小气缸推力。
(5)阀体内部设计了熟料颗粒的“逃逸”机构,该机构利用气动传动响应迅速的特性,防止熟料颗粒等物料卡堵闸板。
(6)对灰斗进行编号和分组,通过PLC 触摸屏控制箱,可在线调整每个灰斗闸板的打开时间、放料时间、关闭时间以及灰斗闸板动作的等待间隔或各组灰斗动作的等待间隔时间。
双层气动闸板阀防尘耐高温,配套的电气控制系统采用特制二位五通电磁换向截止阀执行机构,可实现集“自动化、零故障、零泄漏、免维护”于一体的灰斗卸料锁风阀自动控制功能。
2.3 双层气动闸板阀的应用
(1)用于第三代篦冷机灰斗
双层气动闸板阀可替代传统灰斗电动弧形阀,实现锁风卸料功能,保持篦下各风室内的压力,改善熟料冷却效果,如图9 所示。截至目前,该阀门已在近百条生产线上成功应用。

图9 双层气动闸板阀用于篦冷机灰斗
(2)用于窑头除尘器灰斗
窑头除尘器灰斗和拉链机之间的回转卸料器磨损较快,易导致漏风漏料,且维修频繁,环保不达标。这主要是由于窑头除尘器下部灰斗内熟料细粉量少,较细而坚硬的熟料颗粒磨蚀性强,较细熟料颗粒填充在长期运行的回转卸料器转子与壳体内壁的间隙中,导致转子与壳体长期被熟料细粉研磨,转子外径逐渐变小,壳体内径逐渐变大,二者之间的缝隙越来越大。随着缝隙的增大,冷风从回转卸料器下部被灰斗内部负压吸入除尘器内,造成内漏,而此时,回转卸料器外观尚完整。随着运行时间的延长,回转卸料器壳体或端盖等处被磨漏,环境空气从磨出的孔洞被吸入到除尘器灰斗内,灰斗内的粉尘从孔洞泄露到外部环境中,造成环境污染,回转卸料器维修频繁。维修的方法主要有:在壳体或端盖外表包敷钢板焊接,粘结耐磨陶瓷片,粘结橡胶板等。外表包敷钢板焊接后的回转卸料器如图10所示。

图10 外表包敷钢板焊接后的回转卸料器
回转卸料器的壳体或端盖磨出的孔洞经外表包敷后,表面看似不漏,但经现场测量发现,转子与壳体内壁的实际缝隙已超出设计间隙的20~30倍,内漏一直“隐藏”在壳体内部。为窑头除尘器灰斗换装双层气动闸板阀后,较好地解决了内漏问题,如图11所示。

图11 双层气动闸板阀用于窑头除尘器灰斗
3 结语
(1)水泥厂目前仍在使用的第三代篦冷机有近千台,双层气动闸板阀的应用为第三代篦冷机灰斗的改造提供了实用可靠的解决方案。
(2)新型干法水泥熟料生产线普遍选用篦式冷却机,一般都会配置1台窑头除尘器以处理多余废气。目前,窑头除尘器灰斗普遍使用回转卸料器等传统阀门,而这些传统阀门不能满足清洁发展要求,达不到“六不漏”标准。窑头除尘器灰斗使用双层气动闸板阀,可以很好地解决漏风和漏料问题。
(3)辊磨制备生料常采用单风机工艺布置的袋收尘器,其承担着全部成品的收集功能。袋收尘器灰斗的运行负压较高,成品通过量较大,灰斗内外漏风现象比较普遍,双层气动闸板阀在此领域将有较广阔的应用前景。
(4)灰斗漏风是新型干法水泥生产过程中的常见问题。灰斗漏风遍及各类除尘器下部、增湿塔下部、SP炉下部、AQC炉下部、旋风除尘下部、辊磨吐渣溜子等诸多部位,双层气动闸板阀将成为水泥工厂治理灰斗漏风的一种有效设备。