棉纺(超)大牵伸工艺技术现状与结构创新探讨(下)
2022-06-08倪远张玉泽汪军纺之远上海纺织工作室东华大学纺织学院
倪远,张玉泽,汪军/文 . 纺之远(上海)纺织工作室;.东华大学 纺织学院
2 棉纺(超)大牵伸技术研发方向探析
上述棉纺(超)大牵伸机构大都没有进入产业化应用,只有少量三罗拉三胶圈或四胶圈钳口牵伸装置用于粗纱喂入的大牵伸纺纱方面。棉条直纺的超大牵伸试验也因为品质问题,而仅限于纺制中等线密度(中支)纱线。
环锭细纱机棉条直纺的超大牵伸纺纱技术,数十年来一直只是行业的一个梦想,根据现状分析,缺省粗纱机的棉条直纺超大牵伸纺纱应用尚有两大制约因素:超大牵伸结构的牵伸能力与牵伸品质之间的矛盾,及环锭纺无捻棉条直纺并条至细纱工序系统设置性价比问题。
由于包括喷气涡流纺在内的新型纺纱技术强势崛起,喷气涡流纺四罗拉三区超大牵伸装置(图10)及无捻棉条条筒卷装直纺喂入的规模化市场应用,引起环锭纺技术领域的若干类比联想与设问:环锭纺纱单锭产能和输出线速度仅为喷气涡流纺的5%左右,喷气涡流纺棉条直纺的四罗拉三区超大牵伸系统,在相对单锭产能与线速度极低的环锭细纱机上应用可行吗?环锭纺纱工艺流程中粗纱工序的应用还有存在的必要吗?
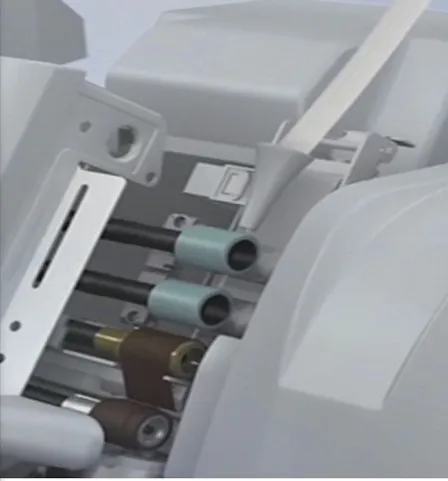
图10 涡流纺棉条直纺四罗拉三区超大牵伸装置
回答上述两个设问,必须要综合考量环锭纺纱系统应用的技术经济性问题。不可回避的是要讨论环锭纺纱工程采用无捻棉条直纺,在技术与经济层面两个方面的问题:在技术性层面来说,是超大牵伸装置在提升牵伸能力的同时如何确保在高倍牵伸情况下的牵伸品质问题;在经济性层面来说,是环锭纺流程中并条、粗纱与细纱这三个工序装备综合投资与运行成本,及条筒卷装替代粗纱管卷装后纺纱管理适应性与附加投资和运行成本问题。有关这些问题的探讨在“环锭细纱机超大牵伸产业化应用可行性探讨”[4]一文中已经作了细致的分析。
3 创新棉纺(超)大牵伸结构设计探索
以下探索一个兼顾牵伸能力与牵伸品质的超大牵伸装置,以适于总牵伸大于200 倍的涡流纺超大牵伸棉条直纺高品质涡流纺纱线;或者适于环锭纺大牵伸有捻粗纱纺制短纤纯纺或多种纤维混纺的高品质纱线。
3.1 超大牵伸装置前区牵伸结构的选择
担任主牵伸的前区采用结构合理、应用成熟的变速点前移集中的正向延伸长短双胶圈钳口弹簧摆动销牵伸结构,目前看不失为合理的选择。
3.2 现有技术中后区牵伸结构存在问题讨论
综上所述,现有技术后区牵伸(或第二主牵伸)结构设置及其工艺应用,可以概括地分为三个大类:简单罗拉平面直线牵伸结构、附加刚性元件控制须条的曲线牵伸结构、附加正向延伸胶圈钳口牵伸结构。
单个牵伸区的牵伸能力有限,超大牵伸应用需要两个及以上的牵伸区分担总牵伸倍数,在正向延伸长短双胶圈钳口弹簧摆动销牵伸结构作为主牵伸区的基础上,在主牵伸区的上游设置组合叠加的附加牵伸区,有以下几个问题需要考量:
简单罗拉平面直线牵伸结构和附加刚性元件控制须条的曲线牵伸结构,由于不能集中控制纤维变速点,牵伸能力有限,不适于大幅度增大总牵伸倍数。
再增加正向延伸胶圈钳口串联的牵伸结构,则随着牵伸倍数的增大,牵伸品质恶化明显。因为简单叠加相同的纤维变速点前移集中控制方式,会使上游牵伸区产生的牵伸波,在下游牵伸区作与牵伸倍数相同倍率的放大。这种牵伸波叠加现象制约了相同纤维变速点控制方式两个方面的应用:在工艺上制约了牵伸能力的放大和在牵伸区设置上制约了相同牵伸区的重复运用。
高倍的超大牵伸还有一个问题:由于后罗拉转动特别缓慢,如果后区牵伸较小,会发生纤维条粘滑现象,非常严重地破坏线密度均匀度。如前罗拉出条速度为每分钟18 米、总牵伸大于200 倍时,后罗拉的线速度仅为每秒钟1~2 毫米,后牵伸区中受牵伸力作用的纤维,会由于动静摩擦力的交替变化而产生运动急跳现象,影响牵伸品质,因此超大牵伸应用的后区牵伸倍数不能设置较小。
3.3 后区纤维尾端集中变速的超大牵伸结构
为了有效回避现有技术中后牵伸区结构的存在问题,创新棉纺超大牵伸结构的后区设计采用纤维尾端后移集中变速的工艺技术结构,即在正向延伸胶圈钳口主牵伸区的上游后牵伸区,增加一对反向延伸胶圈钳口,成为纤维变速点后移集中控制方式的牵伸区,这在理论上会缓解牵伸波叠加现象对牵伸品质的影响。
图11 是一种比较简洁、高效的超大牵伸结构,采用四罗拉三牵伸区四胶圈配置,两对长短胶圈钳口分别设置在第二和第三罗拉上,成为双向延伸胶圈钳口纤维变速点前后移集中控制超大牵伸结构。主牵伸的前区采用正向延伸双胶圈钳口弹簧摆动销牵伸结构,中区为小倍率过渡弹性牵伸集合区,并设置集聚元件,后区采用与须条运动方向反向延伸的双胶圈钳口弹簧摆动销牵伸结构。
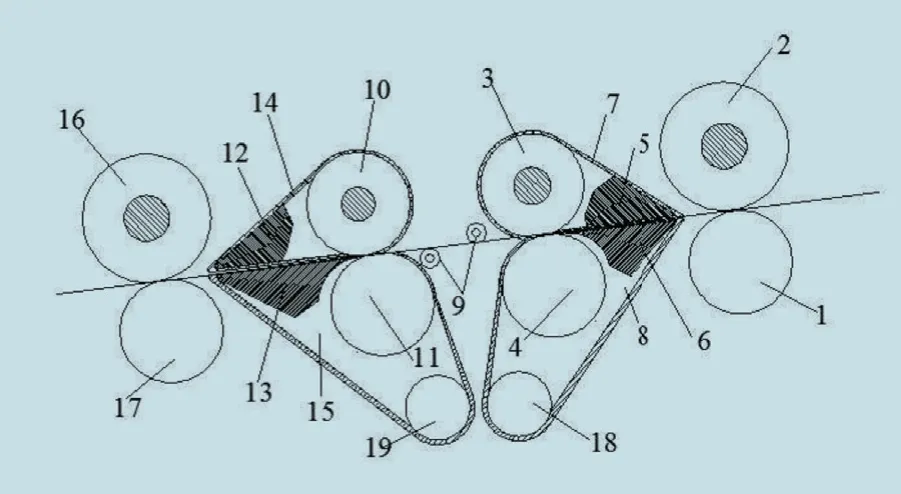
图11 四罗拉两类变速点纤维运动控制技术超大牵伸结构
运用四罗拉两类变速点纤维运动控制技术的牵伸装置,完全避免了现有技术中多罗拉多胶圈牵伸区在增大牵伸能力的同时,产生的影响牵伸品质的三个工艺结构缺陷:相邻胶圈牵伸区设置、后罗拉胶圈钳口设置及须条多级同向变速点串联牵伸结构设置。
粗纱和细纱牵伸装置的主牵伸区尽管都采用了胶圈钳口向下游延伸的变速点集中前移的工艺手段,但粗纱和细纱两个主牵伸区的胶圈钳口对同一根须条来说是异向设置的,因此从工艺上合理避免了须条牵伸过程在两个主牵伸区的两对胶圈钳口中变速点连续的同向设置,从而在获得两个工序牵伸倍数乘数效应的同时,减轻或避免了牵伸波叠加,有利于保证牵伸质量。
四罗拉两类变速点纤维运动控制技术:后区变速点后移集中,前区变速点前移集中,这种有别于现有技术的超大牵伸结构设计,是在一套牵伸装置中设置了两个相反方向延伸的胶圈钳口,实现牵伸须条不换向,而经过两个牵伸区变速点位置的换向。
从一个特定的角度看,这个创新工艺技术结构可以理解为对牵伸须条进行了“虚拟换向”,从而避开连续两次变速点控制的同向串联,在牵伸能力得到提升的同时改善牵伸质量。
与现有技术的最大区别在于后区的纤维控制方式。在牵伸理论中,改善牵伸品质、减小牵伸附加不匀最有效的方式是纤维变速点集中,纤维变速点的集中,可以大幅度缩小牵伸过程中的纤维端部移距偏差,降低线密度的附加不匀。有两种控制纤维变速点集中的基本区域:前钳口和后钳口。在现有技术中广泛应用的是,将纤维变速点集中控制在靠近牵伸区前钳口的纤维运动控制方法,称为纤维变速点前移集中。采用纤维变速点控制在靠近牵伸区后钳口的纤维运动控制方法,称为纤维变速点后移集中。
对于纤维变速点后移集中工艺技术方案没有在行业装备中进行技术应用,具有多方面的因素。在创新的四罗拉四胶圈超大牵伸机中,第三罗拉上设置反向延伸的上下胶圈钳口,三罗拉线速度基本上接近于第二罗拉或者普通三罗拉牵伸的中罗拉线速度,可以大幅增加后区牵伸倍数的设置。
3.4 创新棉纺超大牵伸结构的优势
图11 的超大牵伸结构,是四罗拉四胶圈前后两类变速点纤维运动控制技术超大牵伸结构。前区采用了双胶圈正向延伸的设置,使纤维变速点集中在靠近前钳口的纤维运动控制方法;后区采用了双胶圈反向延伸的设置,使纤维变速点集中在靠近后钳口的纤维运动控制方法。这样大约会产生以下几个方面的优势效应:
后牵伸区采用反向延伸双胶圈钳口的设置,使后牵伸区纤维变速点集中后移到靠近后罗拉钳口,从而减小牵伸过程产生的纤维后端移距偏差,同时可以设置较大的后区牵伸倍数,有益于须条中纤维的前弯钩伸直;
前牵伸区采用正向延伸双胶圈钳口的设置,使前牵伸区纤维变速点集中前移到靠近前罗拉钳口,从而减小牵伸过程产生的纤维前端移距偏差,同时可以设置很大的前区牵伸倍数,有益于须条中纤维的后弯钩伸直;
中区采用较小的牵伸倍数,附加至少一个集聚元件,可以集合整理经后牵伸区牵伸而发散的纤维须条,对前区大倍率牵伸是有利的;
上述现有技术中多罗拉多胶圈钳口的牵伸区,由于客观存在的胶圈滑溜状况,两个相邻的胶圈牵伸区之间是存在着牵伸倍数动态分布的情况,在一定程度上影响到牵伸品质的稳定性。本超大牵伸技术结构设置了一个集合整理的中部牵伸区,使前后两个牵伸区的两套胶圈运动,由两对罗拉钳口分别驱动控制,从而有效阻隔了两套胶圈钳口在前后两个牵伸区驱动与运行受力的相互牵制,在确保超大牵伸工艺应用条件下,前后两个牵伸区牵伸工艺的稳定;
前二、三罗拉速度较低,适于胶圈钳口慢速运动。同时在后牵伸区反向延伸胶圈钳口的纤维控制区内,上下胶圈的工作部分都处于紧边工作状态,胶圈外摩擦力场的布置比较理想,对纤维须条的控制非常有利。如果喂入牵伸的是有捻须条,在内外摩擦力场的有效控制下,更加有利于改善牵伸品质;
本超大牵伸技术结构交替设置的纤维变速点后钳口集中与前钳口集中,对多个罗拉牵伸区纤维须条变速点多级同向串联的牵伸,可以显著改善下游牵伸区的牵伸波对上游牵伸区的牵伸波叠加放大恶化,有助于控制成纱线密度均匀度;
中区的集聚元件可以是固定或滚动的集束器,如设置1~2 个V 形沟槽的辊轮,辊轮可以随动或由二罗拉或三罗拉摩擦驱动。
本超大牵伸结构,既适用于棉条直接喂入超大牵伸纺制高品质涡流纺纱,也适于重定量有捻粗纱喂入大牵伸纺制高品质环锭纺纱,尤其是低线密度环锭纺纱,依据不同的纤维和纱线品种设置适宜的牵伸倍数分配。三个牵伸区采用了三种不同的纤维控制结构和工艺,承担不同的牵伸功能和能力。
用于环锭纺纱时,大牵伸应用可能会使须条发散,增加毛羽,可以根据纱线品种和品质需要附加集聚纺纱、赛络纺纱或集聚赛络纺纱等技术结构。另外,环锭细纱机对有捻粗纱牵伸的总牵伸倍数一般不大于200 倍,后区牵伸不会很大,且有捻粗纱有内摩擦力,可以获得更好的牵伸效应。
3 结语
上述带有双向延伸胶圈钳口两类变速点纤维运动控制技术超大牵伸结构的设计,是基于以下几个经典牵伸相关理论或机理支撑下的结构创新:
① 后牵伸区纤维变速点后移集中控制降低纤维后端移距偏差理论;
② 中区集聚不牵伸,牵伸不集聚理论;
③ 前牵伸区纤维变速点前移集中控制降低纤维前端移距偏差理论;
④ 向前延伸胶圈钳口对纤维后弯钩平行伸直机理;
⑤ 向后延伸胶圈钳口对纤维前弯钩平行伸直机理;
⑥ 交替纤维尾端和头端变速点集中控制,须条虚拟换向,降低牵伸波叠加效应理论;
⑦ 胶圈钳口设置和增强外摩擦力场理论;
⑧ 有捻须条增强内摩擦力场理论。
本文所述超大牵伸技术方案用于无捻棉条直接喂入超大牵伸高品质涡流纺纱生产,有利于拓展纤维适纺品种,通过改善牵伸品质来优化成纱品质,推动处于发展潮流中的涡流纺纱技术进步,实现品种与品质的同步完善。
本超大牵伸技术方案用于有捻粗纱大牵伸高品质环锭纱线生产,有利于进一步增大粗纱线密度,降低纺纱成本。FZJX