SPC 在座椅头枕拔插力控制中的应用
2022-06-08陈述罗巧玲
陈述 罗巧玲
佛吉亚(柳州)汽车座椅有限公司 广西柳州市 545000
1 SPC 概述
SPC 是一种借助数理统计方法的过程控制工具,它不仅能解决个别工序的问题,而且强调从整个过程、体系来解决问题。
SPC 采用控制图对生产制造过程质量特性进行检测、记录、评估,监察过程是否处于控制状态的一种统计方法。控制图包含中心线(CL)、上控制线(UCL)及下控制线(LCL),按时间抽取样本并测量描点,从描点结果是否落在控制线内或排列不随机判断过程是否异常。
当过程出现异常波动时,要立即用解决工具进行原因查找,实施改进措施,使生产过程恢复正常,保证产品质量趋于稳定可靠。控制图结构见图1。
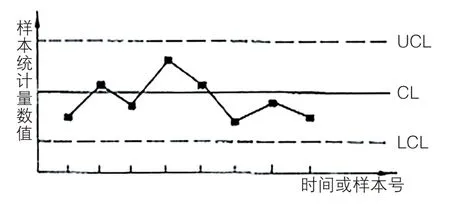
图1 控制图结构
2 应用实例
座椅头枕拔插力是汽车座椅关键控制点,拔插力小,头枕容易自由下落,车辆行程时头枕容易发生异响问题;头枕拔插力大,乘客在调整头枕过程中很难操作,会产生抱怨,因此厂家的座椅生产过程必须做好头枕插拔力的管控。
座椅生产过程中,以往只用测力计对拔插力进行检测和记录,根据图纸技术要求判定是否合格,但不能保证座椅装配过程中拔插力是否受控。通过使用SPC 画出控制图的方法对座椅装配中的头枕插拔力进行管控,能够确保座椅装配过程中头枕拔插力的稳定性。
2.1 控制图的分类及选用
SPC 控制图分类见表1

表1 控制图分类
常用的控制图类型主要是X-R 和X-S两种。对计量数据而言,X-R 控制图是最基本的控制图。X 控制图主要用于观察正态分布的均值变化,而R 控制图用于观察正态分布的分散或变异的情况,两者结合用于观察正态分布的变化。
X-S 控制图与X-R 控制图相似,只是使用了标准差S 控制图代替了R 控制图,X-R 控制图由于计算简便得以广泛应用,但当n >10 时用极差来估计总体的标准差效率降低,所以需要用S 控制图来估计总体标准差σ。
座椅头枕拔插力的测量数据为连续型的计量值数据,并且所设立的点在测量能力上有保证,计算过程简单,易于现场推进,所以选择X-R 控制图。不选择X-S 控制图的主要原因是计算相对麻烦,不易于现场的实施。
2.2 数据收集
应用SPC 对头枕拔插力进行管控,首先收集头枕拔插力数据,然后计算关键控制统计量,画出X-R 控制图,深入分析质量状况及预测问题。
(1)选择子组大小、频率和数据
一是子组样本量,参照标准取5 组。二是子组频率,应根据产品的特性和当前质量状况来确定抽样频率,产品特性越容易检验或越重要,抽样频率通常越高,如果当前质量差,相对频率应加大,工厂控制计划中对该装配过程进行监测的子组频率为每班2 次。三是子组数,子组数越多,对过程的监控越全面,考虑过程监控成本,一般为25 组。
(2)采用测力计对头枕拔插力进行数据收集,记录原始数据(实例见表2)。
2.3 计算每一个子组样本的控制统计量

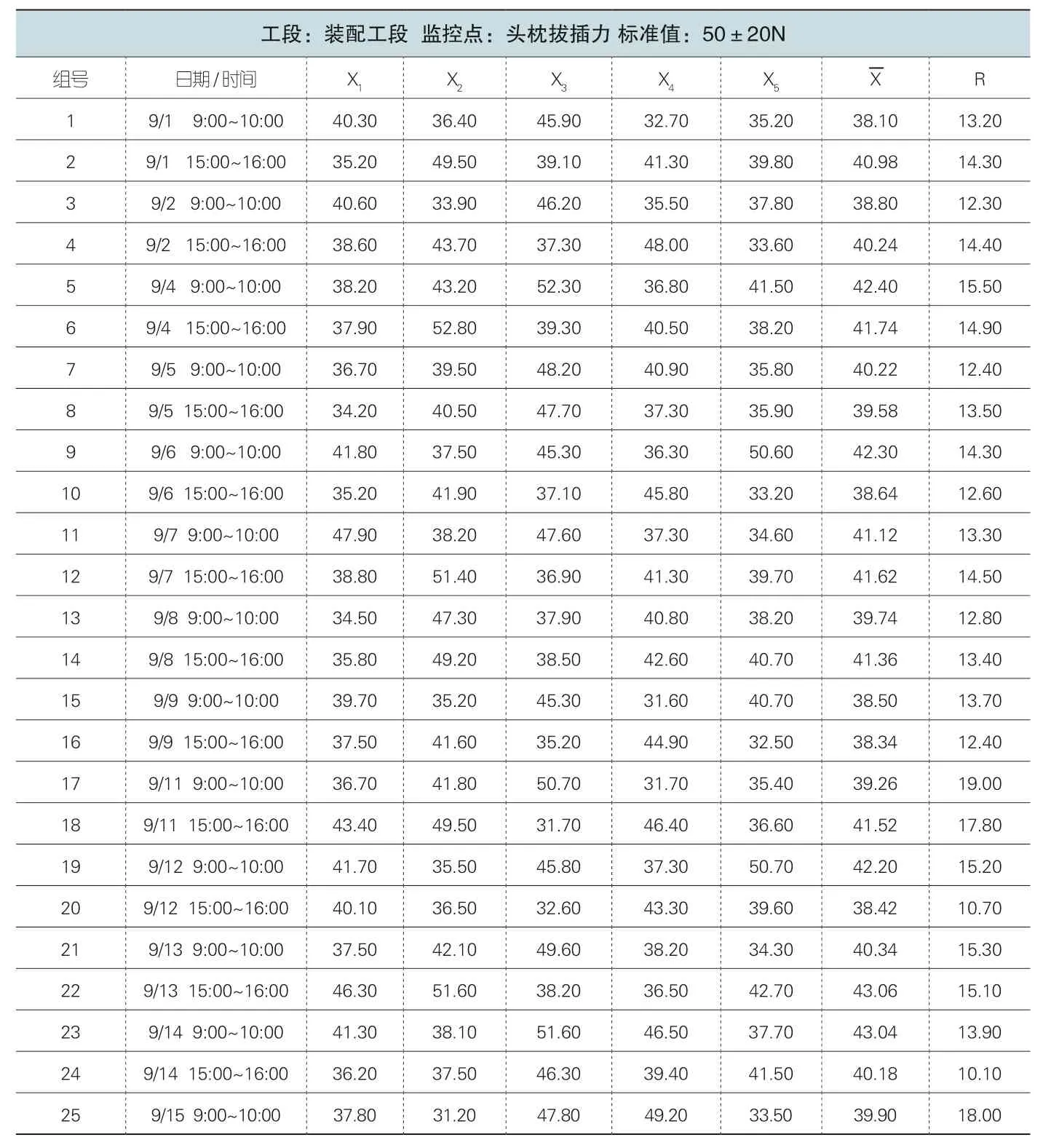
表2 数据记录及计算表
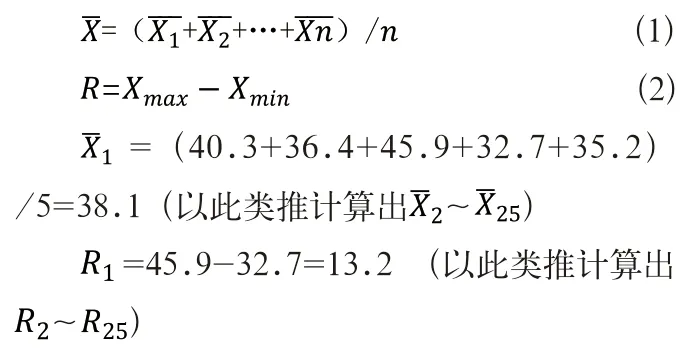
(2)计算统计指标
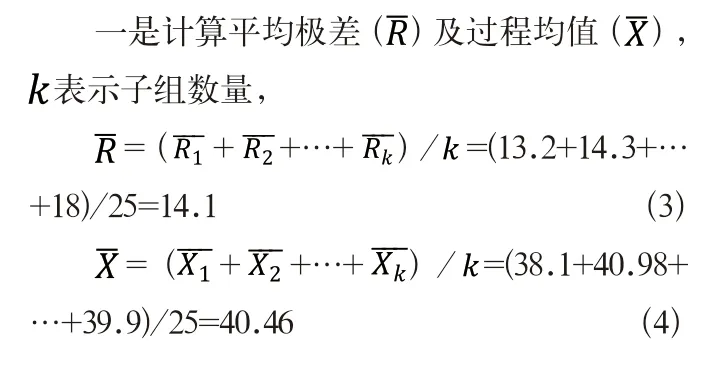
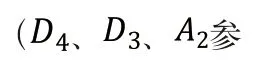

表3 、、参数表

实例计算:

2.4 绘制控制图
2.4.1 绘制均值控制图(图2)
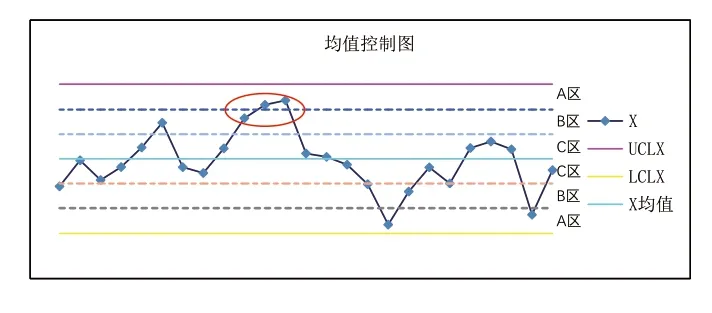
图2 均值控制图
2.4.2 绘制极差控制图(图3)
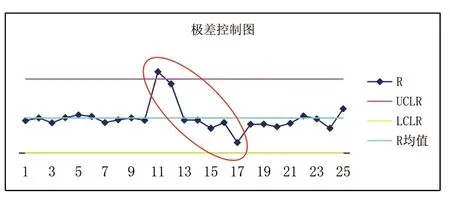
图3 极差控制图
2.4.3 控制图异常识别
根据控制图判异8 大原则分析,可知:(1)X 控制图连续3 点中有2 点在B 区之外;(2)R 控制图,连续7 点呈下降趋势;(3)R 控制图有1 点落在A 区以外。因此判断该过程存在异常,需进行过程原因分析,制定改进措施。
2.4.4 过程改善
为确定问题原因,分析采用鱼骨图(又称因果图)对5M1E:人、机、料、法、环、测进行深入分析。
人员方面,操作人员有良好的技能,数据测量期间人员稳定,能力达到L3 级别,设备/环境/测量有定期维护,无异常。物料包含头枕护套、金属导套、头枕3 个零件,以及靠背骨架部件。座椅头枕拔插力受3 个零件和1 个部件的尺寸稳定性影响较大。对3 个零件进行多批次连续抽检测量,发现头枕护套筋条尺寸存在波动,经查该注塑零件为1 模4 腔,有1 个腔的模具零件尺寸走下差,筋条偏小,头枕护套装配后存在松动,头枕拔插力会走下差。对靠背骨架部件进行检查,发现导套中心距存在偏差,要求130±0.5mm,实际测量导套上端中心距130.2mm,下端129.5mm,上下端不平行,呈喇叭口,头枕拔插时由于受力不平行,会造成拔插力偏大。
对头枕护套零件模具尺寸进行修模调整,对骨架焊合件焊具进行调整后,再次对头枕拔插力数据进行测量收集,重新计算X-R 控制图参数:

重新绘制均值控制图和极差控制图(如图4、图5)
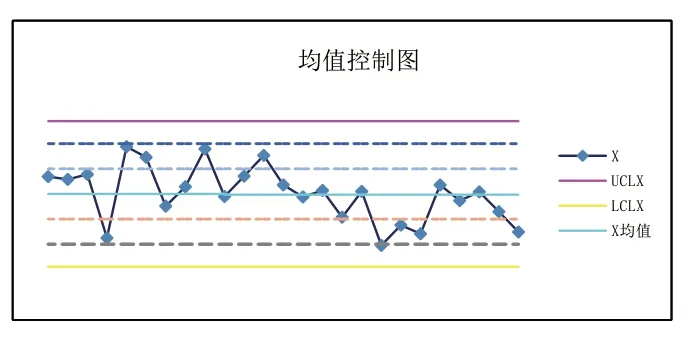
图4 均值控制图
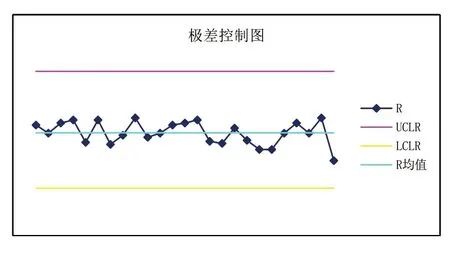
图5 极差控制图
2.4.5 控制图分析
从控制图可看出:(1)数据点无超出控制线;(2)无连续7 点单边;(3)无连续6点上升或下降;(4)无连续15 点在C 区;(5)无集中90%点在控制线1/3 区域。根据控制图的8 项判异原则,极差图和均值图内所有点均处于受控状态。
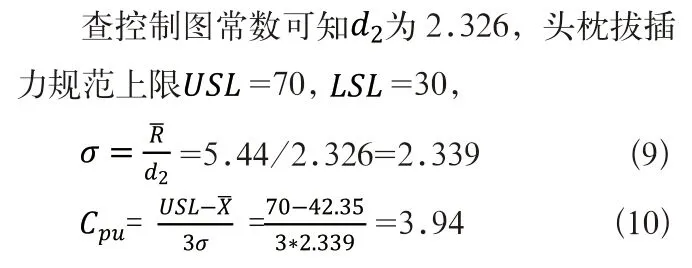
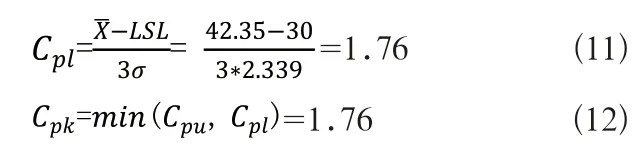
2.5 过程能力分析


3 结束语
在开展座椅头枕拔插力过程管控能力分析工作中,需要每天对拔插力数据进行测量、整理,应用SPC 工具对头枕拔插力检测数据进行统计分析,通过加强监控头枕导套、头枕护套、头枕管中心距、靠背骨架头枕导套等零部件来料及过程尺寸管控,持续改进整个座椅装配焊接生产过程的质量控制,进而达到提升公司过程质量水平的目的。
