敞车侧墙板对接焊缝技巧运用
2022-06-08白博昌姜志刚王松
白博昌 姜志刚 王松

摘要:本文通过对敞车车型侧墙板截换对接焊缝焊接过程中产生的焊接缺陷,进行了系统分析研究并提出了相应的控制措施,对于敞车厂修侧墙焊接技巧提供了重要的借鉴意义。
关键词:侧墙板、焊接缺陷、焊接技巧
1.现状
C64型敞车侧墙板的对接横向焊缝通常采用手工电弧焊,焊接过程控制不好容易出现焊缝未熔合、夹渣、焊缝焊偏、焊缝气孔、焊缝成型质量差和焊后未除药皮等缺陷,这些焊接缺陷不仅影响焊缝质量还有可能影响铁路货车安全运行。
2.问题分析
2.1未熔合
(1)焊接時电流过小或焊速太快,因热量不够,使焊缝金属未得到充分熔化。
2.2气孔
(1)焊缝表面不洁净(如存在铁锈,氧化铁涂层材料)。
(2)电弧太长,保护效果减弱,使空气中氮气,氧气侵入。
2.3焊瘤
焊瘤俗称烧穿或者焊漏,焊接过程中,熔化金属从坡口背面流出。
2.4焊缝成型质量差
焊接前,焊缝间隙大小不均匀;焊口清理不干净;焊接时,焊接电流不稳,起伏较大,操作人员的不规范作业如:焊条摆动幅度不一样,焊条与焊缝的夹角选择不当等;焊条运条速度掌握不好。
2.5焊接裂纹
焊缝金属的碳含量或硫磷含量过高时,其焊接性变差,容易产生裂纹;焊条、焊接材料中的合金元素和硫磷含量越高时,产生裂纹的倾向也就越大;低温或有风的情况下焊接,使焊缝冷却速度过快也容易产生裂纹;焊接厚板因其结构的刚性大也容易产生裂纹。
2.6夹渣
基本上是由于操作技术不当所导致的,使熔池中熔渣未浮出表面存在于焊缝中的缺陷;焊接电流太小造成焊缝融化不良,或者焊接时电弧热量和吹力不够熔渣无法浮出熔池;焊前未清理焊缝上的赃物或杂质,焊接速度太快,焊接方向不合理也会形成夹渣。
3改进措施
3.1改变焊接方式
对敞车侧墙板采用的手工电弧焊焊接改用富氩气体保护焊焊接。
3.2焊接参数选择
(1)焊接电流电压选择
焊接时电流电压在保证熔合良好的情况下,尽量选择小电流,因为当焊接电流电压过大时,电弧力和热输入均增大熔深增大,成型也非常差,易造成熔池翻滚,飞溅大,易烧穿焊缝,使焊缝背面容易出现焊瘤。焊接电压必须与电流形成良好的配合,焊接电压应伴随焊接电流增大而提高,应伴随焊接电流减小而降低,焊接时听到“沙…沙”的声音,具备最高的生产率。
焊接参数的确定参照下表:
(2)焊接速度
焊接速度对焊缝内部与外部的质量都具有重要影响,当电流电压一定时,焊接速度过快时,熔深、熔宽,余高减小,成凸型或者驼峰焊道,气体保护作用就会受到破坏,易出现气孔,同时使焊缝冷却速度也会相应加快,因而降低了焊缝金属塑性和韧性。并会使焊缝中间出现一条棱,造成焊缝成形不良。焊接速度过慢,熔池变大,焊道变宽吗,焊趾部满溢。焊速慢易排除出熔池中的气体。因过热造成焊缝金属组织粗大或烧穿。
(3)干伸长度
焊丝伸出导电嘴的长度为干伸长度,一般经验公式为10倍的焊丝直径1=10d(表一)。规范大时,略大。规范小时。略小。焊丝干伸过长时,焊丝电阻热越大,焊丝熔化速度加快,易造成焊丝成段熔断。飞溅大熔深浅,电弧燃烧不稳定,同时气体保护效果不好。焊丝干伸过短:易烧导电嘴,同时,导电嘴发热易夹丝。飞溅物堵塞喷嘴,熔深深。
(4)气体选择
焊接气体选择富氩气体和二氧化气体碳气体,焊接气体混合比例是富氩气80%,二氧化碳20%,气体流量为18-22L/min(如右图),当气体流量过大时产生紊流造成空气侵入,产生气孔。气体流量过小时,风速大于≥2m/s气体保护不好,已产生气孔。
(1)富氩气体保焊引弧采用碰撞引弧,引弧时不必抬起焊枪,只要保证焊枪与焊缝距离就行。
(2)焊接时一般采用左焊法(左焊法余高小,宽度大,飞溅小,便于观察焊缝,焊接过程稳定,气体保护效果好。焊缝缝大时容易及时处理)。焊接过程中要保持焊枪适当的倾斜和焊嘴高度(焊枪倾角一般为80°-90°,焊嘴高度10-15mm),使焊接尽可能的匀速移动。焊接时尽量采用双手持枪的方式,增加焊接时拿焊枪的稳定性。
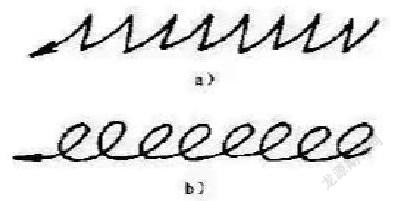
(3)焊枪摆动一般采用锯齿法(a)或画圆法(b)(小幅度摆动),当焊缝稍大时采用二次收弧电焊接,可以防止焊缝烧穿和焊缝背面产生流挂或焊瘤。
(4)焊接接头时采用倒退焊法,就是在上一道焊缝末端处向前10mm处起弧,起弧后快速向后拉,拉至到上道焊缝末端处稍作停留使焊缝充分熔合后转入正常焊接,这样能达到完全消除前一道弧坑的目的。
(5)焊接结束前必须收弧,若收弧不当容易产生弧坑并出现裂纹,气孔等缺陷,焊接结束前必须采取措施。
4结论
通过以上的操作方法措施,由手工电弧焊改为富氩气体保护焊,易出现的焊接缺陷得到了合理的控制,提高了侧墙板焊接质量,降低焊接成本,大幅度提升了生产效率,同时也降低了电焊操作者的劳动强度,焊缝成形美观,车体三板焊接质量得到了有效提升。
参考文献
[1]徐亚东.铁路货车车体破损故障分析及建议[J].铁道车辆,2014,52(04):43-44+6.
[2]韩文俊.铁路专用线货车使用现状分析与思考[J].铁道货运,2016,34(06):37-41.
[3]《铁路货车修造技术》 2013年.
[4] 中国机械工程学会焊接学会编《焊接手册》机械工业出版社.
