压力容器焊接常见缺陷的产生和防治措施
2017-07-13薄志军
薄志军
摘 要:压力容器是工业生产中必不可少的主要设备,其广泛应用于很多行业。压力容器具有数量多和类型复杂等特点,其不仅需要承受罐内介质的贮存压力,还要承受容器内介质的影响,一旦发生问题,势必会引发安全事故。因此,必须加强对压力容器焊接质量的严格控制,以此保证压力容器的整体质量,确保其能够安全运行。据此本文对压力容器焊接常见缺陷的产生和防治措施进行了详细分析。
关键词:压力容器;焊接缺陷;防治措施
中图分类号:TH49 文献标识码:A 文章编号:1671-2064(2017)11-0091-02
1 压力容器焊接常见缺陷的产生
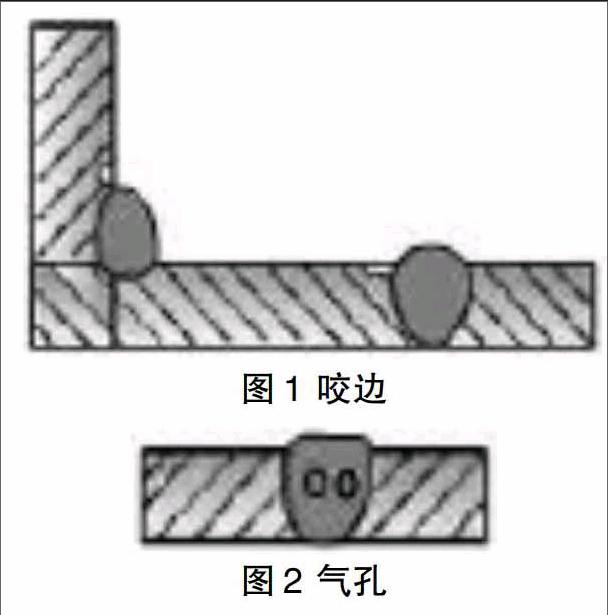
1.1 咬边(如图1)
咬边即焊接缝隙边缘的凹陷。咬边一般是因为焊接工艺的参数选择不恰当或者操作不当导致的。导致咬边产生的主要原因有很多,其中主要有操作方式方法不得当,焊接规范选择不正确,电弧过长、运条的方式和角度不恰当、电流过大、破口两侧的停留时间过短或过长等。通过实验发现,焊丝偏移中心距离过大,导致熔池停留时间有所增加,从而发生咬边,并且焊接太快,使得收弧后无法及时填满弧坑。
1.2 气孔(如图2)
气孔就是指熔池中的气泡在凝固前,没有及时散发,而是在焊接的缝隙内残留下来,最后形成了空穴。气孔的产生会直接导致焊缝金属的严密性备受影响,产生气孔的根本原因是外界的气体,或焊接时产生的砌体进入了熔池内部,在熔池尚未凝固之前,没有及时排出,最终造成气孔。导致气孔产生的主要原因有三项,即其一,坡口边缘不干净,存在锈迹等。其二,焊条或焊剂没有严格按照既定规范进行烘焙。其三,气泡不能通过熔渣,焊接的速度过快,焊接的电压太高,焊接的环境不够干燥等。
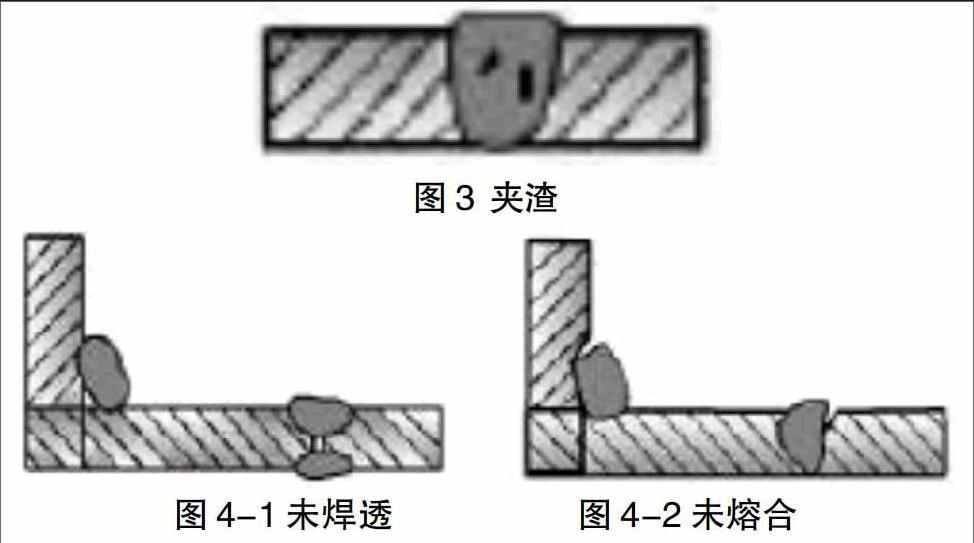
1.3 夹渣(如图3)
导致夹渣形成的主要原因是在焊缝处残留了熔渣。夹渣的存在将会对压力容器的安全运行造成直接性的影响,其具有较大的危害,会在很大程度上降低焊缝的强度和严密性。而夹渣产生的原因主要包括,焊缝边缘存在氧割或碳弧气泡残留下来的熔渣,或者焊接时速度过快,焊接时坡口角度选择不恰当,焊接电流不充足。另外,在选择使用碱性焊条时,很有可能会由于极性异常,或电弧太长,出现夹渣的缺陷。
1.4 未焊透(图4-1)、未熔合(图4-2)
未焊透和未熔合都是非常严重的焊接缺陷,会大大降低焊缝强度,甚至引发裂缝,进而引发安全事故。在压力容器焊接时,接头的根部没有完全熔透,就会出现未焊透的现象,但是如果焊缝和焊件之间,或焊件和焊缝金属之间,存在部分部位尚未完全熔透的情况,就会引发未熔合现象。而一般情况下,导致这些现象出现的主要原因是电弧过长,焊条直径过大,电流太小,坡口表面氧化或者存在油污,焊件装配间隙太小,坡口角度过小,封底焊接清洁不够干净等等。
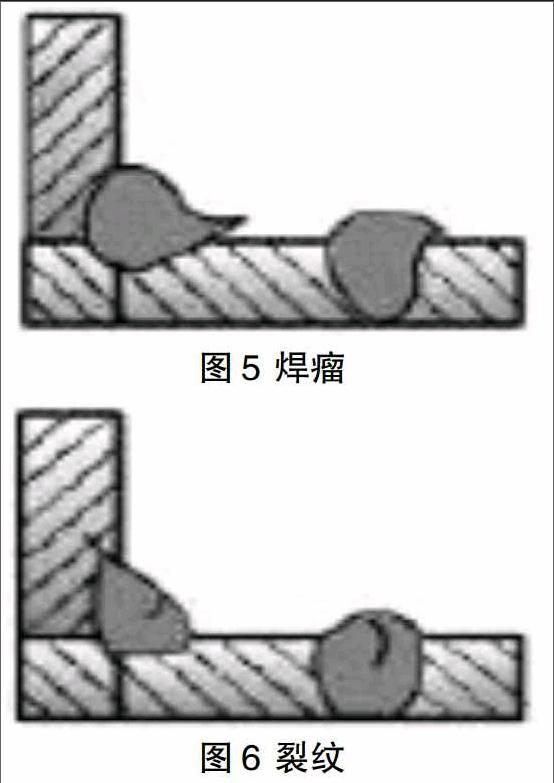
1.5 焊瘤(图5)
在压力容器焊接时,金属溢流到加热不足的母材或焊缝上面,金属一旦凝固,在自身重力作用下,金属形成的微型疙瘩就是所谓的焊瘤。焊瘤根本不能与母材或焊缝相融合,如果焊瘤存在在内部,就会直接导致强度降低,并减少有效截面的面积,从而直接影响其美观。焊瘤产生的主要原因就是运条不够均匀,导致熔池的温度太高,液态金属凝固之后,会缓慢下坠,从而在焊缝的表面形成焊瘤。立焊或者仰焊,焊接的电流太大,电弧太长,都会引发焊瘤产生。
1.6 裂纹(图6)
裂纹是焊接应力及其他致脆因素的共同作用下,导致金属材料的原子结构被损坏,形成新界面,从而出现缝隙。压力容器的焊接裂纹具有非常强大的危害性。压力容器结构破坏很多就是从裂纹开始的,其主要分为热裂纹和冷裂纹。其中热裂纹是焊缝金属从液态到固态的结晶过程中产生的裂纹,主要是在焊接后,能够立刻看见,大多发生在焊缝中心位置的周围,沿着焊缝分布。热裂纹裂口大多贯穿在表面,呈现氧化色彩,裂纹末端呈圆形。其主要是由于焊接熔池内部存在低熔点的杂质,才出现热裂纹的。而冷裂纹是在焊接金属冷却过程中,或冷却后,焊缝交接与母材的熔合线外产生的裂纹,也可能是在母材的熔合线处产生的裂纹。其主要分布在应力集中的位置,导致冷裂纹出现的原因主要包括三个方面,其一,接头处受到较大的拘束应力的作用;其二,受到焊接热循环作用,在热影响的区域内形成淬硬组织;其三,一些过量的扩散氢积聚在焊缝处,并发生不断浓集的现象。
2 压力容器焊接常见缺陷的防治措施
2.1 错边与角变形的防治措施
错边和角变形一般会发生几何应力集中,发生贴附弯曲应力。大型压力容器拼装时,难以预防的就是错边与角变形,一旦压力容器出现错边与角变形表现,想要解除就会非常难。而最有利的解决措施就是必须严格按照压力容器的生产准则,将焊接缺陷控制在要求允许范围内,并在焊接时,采取有效的防变形方法。
2.2 气孔与夹渣的防治措施
必须全面清除气孔与夹渣焊接缺陷,合理筛选合适的焊接电流与焊接速度,并详细处理坡口边缘的水渍、污渍、锈迹等,严格遵循相关规则,保存、处理、烘培焊接素材,杜绝使用腐败焊条。在脱落焊芯锈蚀时,必须保证掌控在运用领域内。在埋焊弧时,必须选择使用合适的焊接工艺参数,特别是薄板主动焊接,焊接的速度需要适当减缓。而制止焊接夹渣的措施主要是,恰当筛选坡口的分寸,详细整理坡口边缘,并选择合适的焊接电流和焊接速度。
2.3 未焊透与未熔合的防治措施
在手工焊与自动焊的接壤处,常常会呈现未焊透,必须明确其允许的缺陷分寸,如果缺陷分寸准许,可以不用返修。在焊缝的金属与坡口的交界上,常常会呈现未熔合,选择科学合理的措施进行补焊解决,筛选合适的坡口和焊接电流,固定焊接速率,及时清理坡口表面的氧化与油污,封底焊清根要完全,运条摇动必须合适,还要实时观察焊接坡口两侧的熔合情况。
2.4 裂纹的防治措施
压力容器的损害性较大的主要缺陷之一就是裂纹,由于焊接裂纹的形成太繁杂,形态各异,极易扩大,因此,必须加强对焊接裂纹的高度重视。防止裂纹发生的主要措施有,严格控制焊接工艺参数,适当减慢冷却速率,合理提升焊缝外形系数,尽量使用小电流多层多道焊,以此避免焊缝中心产生裂纹。在必要时,可以适当提高母材的预先加热到规定温度,适当强化焊接线的能量,可以在一定程度上降低结晶裂纹的发生几率。根据焊件的质量和焊接工艺,合理调节焊接的顺序,实行焊接工艺,也可以有效减少裂纹。与此同时,还应该切实根据实际情况,详细分析压力容器发生裂纹的主要原因,从而进一步保证压力容器的安全运行。
3 结语
综上所述,压力容器是一种在一定温度和压力下工作,并且介质十分复杂的重要设备,其对操作工艺要求极高,其中工作介质的种类也非常多,并且具备易燃、易爆和易腐蚀等特性,具有非常显著的危险性,一旦发生爆炸,就会直接对操作人员的生命安全和人身财产造成难以想象的后果,所以,必须全面采取有效措施,确保壓力容器焊接的整体质量,保证压力容器能够安全有序运行。
参考文献
[1]刘洪涛.压力容器焊接常见缺陷的产生和防治措施[J].房地产导刊,2015(6).
[2]赵振芳.压力容器焊接常见缺陷的产生和防治措施[J].广东化工,2012,39(4).
[3]梁宏.压力容器焊接常见缺陷的产生和防治措施[J].商品与质量·建筑与发展,2013(9).
[4]孙霞,姜德林.压力容器焊接常见缺陷的产生和防治措施[J].黑龙江科技信息,2011,39(3).