高铁站房钢结构网架施工质量管控要点
2022-06-07刘昊奇
刘昊奇
中国铁路广州局集团有限公司广州工程建设指挥部 广东 广州 510000
铁路交通事业作为我国社会发展过程中的一个重要部分,其不仅直接关系到人们的日常出行,与社会稳定性发展也有着紧密联系。随着铁路交通不断发展,铁路建设工艺技术水平也在逐渐改良提升,一系列先进技术的应用范围也逐渐扩大,其中应用率较高的即钢结构网架施工技术,其在铁路站房中的使用可以有效保障施工效率,进一步提高施工质量水平,这对铁路交通事业的发展有着积极的促进作用。为了进一步发挥出钢结构网架施工技术的作用,要在该应用过程中不断探索,掌握该技术质量控制要点,为后续的施工提供技术和安全保障。
1 工程概况
广汕高铁惠东南站,位于广东省惠州市惠东县,站房长144.0m,宽43.2m,建筑面积:7990.6m2,建筑总高度:17.15m(室外地面到屋面檐口),建筑层数:地上1层(局部2层),局部地下1层。站房主体采用现浇钢筋混凝土框架结构,两侧屋面采用混凝土。候车大厅钢屋盖长80m,宽43.2m,通过下弦支座支撑于钢筋混凝土柱上,钢屋盖采用正放四角锥的网架结构,采用焊接节点连接,支座采用成品铰支座。构件主要包括网架杆件、焊接空心球、檩条、马道,材质均为Q355B,网架总体重量为182t。

图1 站房整体轴侧图
本工程钢结构网架总体施工方案采用地面搭设胎架,地面拼装焊接,散件分区拼装,待主次檩条与马道和网架焊接完成后,采用液压提升设备进行整体提升安装。进站口雨棚施工方案采用散件吊装,高空焊接,待屋盖提升完后安装。候车大厅区域为100mm厚C20配筋地坪板,经硬化后作为钢结构拼装及吊装场地。
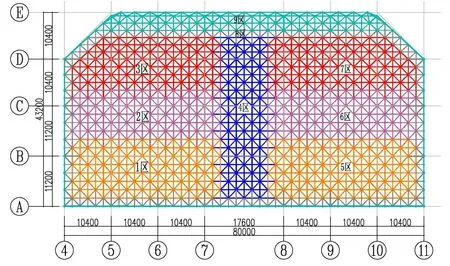
图2 网架分区示意图
钢结构拼装采用25t吊车配合塔吊安装。1~7区采用地面拼装,整体提升。
8~9区为站房混凝土结构悬挑区域,采用原位拼装;周边灰色后补杆件待网架提升后,采用高空原位拼装。
本工程采用的“液压同步提升施工技术”为较成熟钢结构安装施工方法,利用汽车吊和塔吊在候车大厅地面上进行各提升分区钢网架的拼装;主要以独立提升架与结构上提升架作为提升网架的提升点,一个提升支架上部设置1个提升器,共计10个点;本次最大提升高度约13m。为确保钢屋盖结构单元及钢柱结构提升过程的平稳、安全,根据钢屋盖的特性,拟采用“吊点油压均衡,结构姿态调整,位移同步控制,分级卸载就位”的同步提升和卸载落位控制策略。
本项目钢结构施工总体流程如下:支座预埋→胎架搭设→网架拼装→马道及檩条安装→整体提升→后补杆件安装→卸载→防腐防火涂料
2 施工主要技术要点
2.1 钢结构测量
2.1.1 测量内容及方法
作为施工的依据,在钢结构施工过程中进行的一系列测量工作,衔接和指导各工序的施工,它贯穿于整个钢结构施工过程,是关键技术工作之一。通过高精度的测量和校正使得钢构件安装到设计位置上,满足绝对精度的要求,因此测量控制是保证钢结构安装质量以及工程进度的关键工序。本项目钢结构测量主要包括平面测量、标高控制两部分,测量应遵循“由整体到局部”的原则。平面控制网的测量总体思路为根据现场通视条件,利用土建提供的测量控制点,先测设主控轴线,在此基础上根据结构安装过程中测量需要进行测控的部位及建筑轴线进一步加密,并确保主要测站点形成闭合导线,相互通视,以便进行坐标联测复核。整体大范围内高程的测量采用全站仪进行统一控制,局部较小范围内的标高控制、引导在作业环境允许的情况下优先使用水准仪进行测量控制。主要测量内容包括设计控制网复核和钢结构施工控制网的建立,预埋件定位、平整度及标高复测,拼装胎架安装定位、测放及检查,网架单元地面拼装的测量监测,网架结构整体提升过程中的测量监控;网架卸载过程中关键部位的观测。
2.1.2 测量监测
早期佛教绘画与武氏祠画像石叙事性绘画构图形式比较…………………………………………………………聂 涛(3.58)
为保证钢结构网架施工质量和安全,在整个钢结构施工全过程都要做好测量监测。本工程结构形式主要以网架结构为主,结构成形历经地面拼装,整体提升,分步卸载等过程。整个施工过程中结构体型及受力状态处于不断变化之中,这些原因将会给施工精度和质量带来一定影响,因此采取科学的工程监测方法,掌握相关的信息,有利于消除诸各种不利因素带来的负面影响,使施工质量得以保证。钢结构屋盖网架提升监测主要包括以下:提升前对屋盖及提升塔架测量控制点的坐标和高程监测并记录,提升结构离地悬停后对提升吊点位移及支撑沉降监测并记录,提升过程中实时监测提升吊点同步性,提升完成后对屋盖及提升架测量控制点的位移和挠度监测记录,提升嵌补完成后对屋盖测量控制点的位移和挠度监测记录,卸载完成后对测量控制点的位移和挠度监测记录。
2.2 网架现场拼装
2.2.1 网架拼装总体思路
本工程屋盖网架在-0.05m首层地面进行拼装,网架拼装时每个下弦球下设置拼装单管支撑,单管支撑采用预埋件进行临时固定。上弦球采用“一球多杆”的方式进行安装。
2.2.2 网架拼装顺序
屋盖网架分区进行拼装,按照由拼装起始点向四周扩散方法进行拼装,拼装过程应遵循“小拼→中拼→大拼”的原则进行,为减小施工累积误差,拼装单元尽量从中间开始,由小立体单元向周边扩散。拼装顺序:下弦钢球→下弦杆→上弦钢球→斜腹杆→上弦杆,然后依上述顺序向周边拼装,拼装过程中,随时检查基准轴线位置,标高及垂直度偏差;发现大于施工工艺允许偏差时,及时纠正。
为更好地控制网架拼装精度,制订定位的先后顺序为:先将待组装的下弦焊接球定好位→再定位下弦杆件→确定竖向腹杆和上弦球→再确定上弦杆和斜腹杆。将焊接球吊装至就位胎架,测量用配套棱镜通过自制的钢支托安放于焊接球顶部,施工测量过程中,采用水平尺将托盘安放位置调试水平,确保其上平面几何中心垂直方向通过球心。如此测量所得数据在平面位置上可按设计精度较好地控制球节点,其标高控制需注意将测得标高除去球体半径及托盘壁厚。
2.3 现场焊接施工
2.3.1 现场焊接内容及特点
本工程钢构件材质主要为Q355B,为了能较好地保证工程的焊接质量,尽量将构件在厂内焊接完成,如确需现场进行焊接的必须依据《钢结构焊接规范》(GB50661-2011)[1]标准的有关规定,对首次采用的钢材、焊接材料、焊接方法、焊后热处理等应进行相关焊接工艺评定,现场焊接工人必须持证并经现场焊接操作考核后方可上岗,同时应制定完善、可行的焊接工艺方案和措施,作为工程中指导焊接作业的工艺规范。
2.3.2 焊接要求
焊缝表面应均匀,不得有裂纹、未熔合、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。焊缝咬边深度应不大于0.5mm,且两侧咬边总长应不超过焊缝长度的10%。且一级焊缝不许有咬边、未焊满、根部收缩等缺陷。
2.3.3 焊缝检测
钢管与焊接空心球连接均采用坡口全熔透焊接,焊缝等级为二级。焊接空心球均采用坡口全熔透焊接,焊缝等级为一级。网架支座球节点的全熔透焊缝及网架杆件与网架支座的全焊透焊缝均为一级焊缝。网架焊接主要为空心球与杆件的组装焊接。组装焊接有平焊、立焊、仰焊等多种焊缝形式的全方位置焊接。现场焊接工作量大,焊接应力与变形控制是网架焊接的重点。焊接的质量检验应按照《建筑钢结构焊接技术规程》[2]、《钢结构工程施工质量验收规范》[3]执行。
设计要求全熔透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
2.3.4 控制手段
通过信息化施工手段,优化焊接顺序,控制结构变形。在整个焊接过程中,随时用测量仪器进行变形监控。当某个点处偏差可能超控时,调控焊接顺序,及时加以纠偏。结构变形控制贯穿于整个焊接全过程,特别是起初几个区段更为重要。通过焊接过程中的跟踪监测,摸索相应规律,指导后续施工。网架的地面拼装和高空安装,尽量遵循由中间向两端或从中间向四周发展的顺序进行扩展拼装、焊接。由于有一端是可以自由收缩的,可以调整累积误差和释放焊接收缩应力,既保证网架尺寸,又可使焊接应力最小。
2.4 除锈和涂装
钢结构构件在完成焊接后,涂装也是一个很重要的施工环节,钢结构涂装质量对其后期使用寿命和使用效果有着非常直接的影响。在油漆喷涂作业前首先要对表面浮锈处理干净后方可进行,基层表面应无油污、灰尘和泥沙等污垢,且防锈层应完整、底漆无漏刷。构件连接处的缝隙应采用防火涂料或其他防火材料填平。
本工程采用的钢构件的除锈方法主要是通过人工打磨,特别是要对超声波探伤部位涂抹润滑剂的位置进行彻底清除。现场补涂的油漆与制作厂使用的油漆相同,由制作厂统一提供,随钢构件分批进场。钢结构涂装处理后检查应达到涂装颜色一致,色泽鲜明,光亮,不起皱皮,不起疙瘩。涂装时要尽量考虑环境温度和湿度,防腐涂装施工环境温度的要求在15℃~30℃之间,具体应按涂料产品说明书的规定执行。防火涂料涂装环境温度宜保持在5~38℃,空气应流通。尽量避开雨天进行涂装作业。表面涂装施工时和施工后应对涂装过的构件进行保护,防止飞扬尘土和其他杂物。涂装漆膜厚度的测定采用触点式漆膜测厚仪测定漆膜厚度,漆膜测厚仪一般测定3点厚度取其平均值。
2.5 提升工艺及关键技术
本工程钢屋盖待地面拼装完成后进行整体提升,提升高度约13m。提升重量约180t。提升架体设置:北侧主要利用原位安装结构设提升点,东、南、西侧主要利用独立提升架进行提升;东西侧各设置1个提升点;南北侧各设置4个提升点,共计10个提升点。
钢网架上提升点以临时加固杆交汇处作为提升位置,采用管骨式下锚点在上下吊点之间安装提升专用钢绞线,同时安装液压提升系统油管、控制系统;液压提升系统设备单体、联动调试,预张紧钢绞线;液压提升系统预加载,钢屋盖结构提升离开拼装胎架一定高度,空中停留、观测约12小时(尽量利用夜间进行空中停留,以节约钢结构现场提升安装工期);在确保提升系统设备、临时设施(提升平台、上下吊点及加固措施)及永久结构等安全的情况下,开始正式同步提升钢屋盖;提升设备同步提升钢屋盖至设计标高附近,利用单个提升吊点处的液压提升器点对其空中姿态进行微调,使其满足各结构空中对接的要求;各层杆件对口调整、临时固定、正式焊接;进行钢屋盖各提升点处的补杆,使钢屋盖与已安装的支座形成一个整体;液压提升系统同步卸载作业,至钢绞线完全松弛,使钢屋盖单元自身重量转移到支承柱上;拆除液压提升系统设备及钢绞线;拆除所有临时吊装措施结构,完成钢屋盖液压整体同步提升吊装。
2.6 最终效果
通过整个施工过程中各环节的质量管控,本项目钢结构网架目前已顺利安全提升到位,各项技术指标均符合设计要求及验收规范,保障了本项目站房按期开通目标的实现,取得较好的社会和经济效益。
3 结束语
随着时代的不断发展,随着高铁站房建设的持续发展,对站房钢结构工程施工质量有了更高的要求。作为铁路建设从业人员,应充分认识到高铁站房钢结构工程施工质量的重要性,建立完善的施工质量管理体系,不断研究施工技术。确保高铁站房钢结构施工的安全可靠和优质高效。