醋酸生产废液中碘和铑的回收工艺试验研究
2022-06-06易秉智万长波陈剑峰彭金鑫姚田田胡湘钧
易秉智,万长波,陈剑峰,彭金鑫,姚田田,胡湘钧
(浙江特力再生资源股份有限公司,浙江 嘉兴 314300)
醋酸是现代工业中一种重要的化学产品和有机化工中间体,可用于制取醋酸乙烯单体(VAM)、醋酸纤维、对苯二甲酸、聚乙烯醇、醋酸酯及金属醋酸盐等,广泛应用于医药、农药、印染及食品加工等行业。醋酸的工业化生产方法有轻烃液相氧化法、乙醛氧化法、乙烯直接氧化法和甲醇羰基化法,其中,甲醇羰基化法原料供应充足,生产成本及环境污染相对低,它已经成为世界上醋酸生产的主流工艺。甲醇羰基化法可分为高压法和低压法。高压法使用CoI2作为催化剂,其价格较低,但是工艺操作条件苛刻,设备要求高,投资成本大;低压法使用铑-碘系催化剂,其价格昂贵,但反应条件温和,产品转化率高,从而被广泛选用[1-2]。在甲醇羰基化生产醋酸的过程中,反应产物经精制分离得到高纯度醋酸,同时会产生体积分数约1%的重组分残液,其具有强烈刺激性,环境污染大。其主成分为乙酸,还含有丙酸、高沸点聚合物、水、碘、钾及贵金属铑等。已有文献对其中的有机组分回收进行了研究,制备了多种产品[3-4],但对废液中具有极高经济价值的碘和铑的回收没有报道。
碘及含碘化合物广泛应用于化学工业、医药卫生领域、军事工业及食品工业,它是一种战略物资和稀缺资源。全球碘资源仅集中在少数国家,我国碘资源仅占全球的0.05%,年产量约为800 t,但年需求量为5 000 ~6 000 t,且年增长率达5%。目前,常用的碘回收方法有离子交换法、空气吹出法、萃取法、活性炭吸附法、沉淀法、液膜分离法和溶剂浮选法等[5-6]。铑属于铂族金属元素,具有催化活性高、选择性强、熔点高、延展性好、耐酸碱腐蚀、高温抗氧化及热稳定性好等优点。基于这些优异的物理化学性质,铑在工业生产中具有重要的作用,被广泛应用于航天军工、石油工业催化剂制备和汽车尾气处理等方面。但我国铑资源匮乏,国内所用铑粉大部分依靠进口。从有机废液中回收铑的主要方法有萃取法、沉淀法、吸附法、焚烧法、液相消解法和浸没燃烧法等[7-11]。醋酸生产产生的废液成分复杂,同时含有多种有机组分、水和多种金属离子,因此萃取法难以选择合适的萃取剂,沉淀法难以选择合适的沉淀剂,吸附法难以选择合适的吸附材料。焚烧法处理操作简单,但过程需要严格控制,避免铑随烟气挥发,同时大量碘随烟气升华,回收治理困难。液相消解法操作冗长,过程中耗用大量酸,产生大量废气。浸没燃烧法动力消耗大,设备要求高,含碘废气治理困难。
试验采用硝酸氧化析出废液中的碘,过滤后滤渣通过升华纯化回收单质碘,滤液通过置换吸附法回收铑,工艺简单便捷,置换回收率高,并已经消除有机组分和碘的影响,可直接进入下步分离提纯工序。
1 试验部分
1.1 原料与设备
试验所用醋酸生产废液采用硫酸-高氯酸破除有机组分后,利用电感耦合等离子体发射光谱仪(ICPAES)进行全谱扫描。
由全谱扫描结果可以看出,废液中除了有机组分外,还含有铜、锌、铁、镍、铬、钠等元素,测定其含量,结果如表1 所示。试验所用试剂均为分析纯。试验仪器有烧瓶(3 L)、烧杯(5 L)、控温电炉板、抽滤装置和马弗炉等。
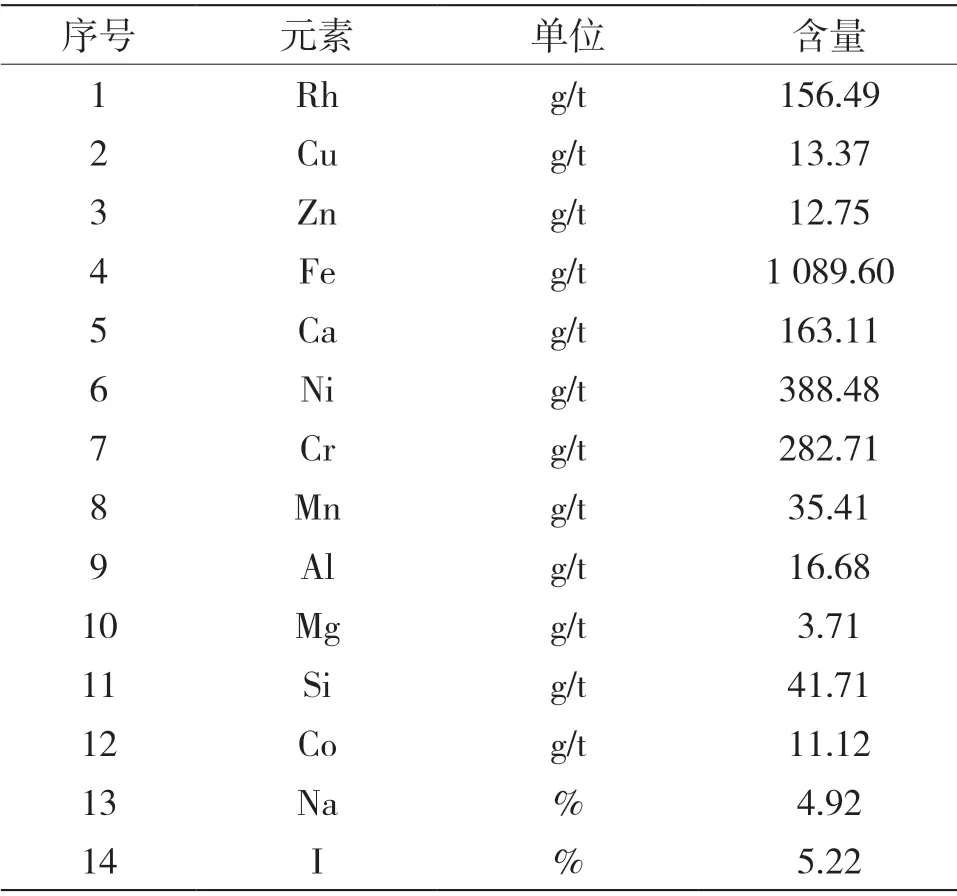
表1 醋酸生产废液的主要无机组分含量
1.2 原理与方法
1.2.1 试验原理
将醋酸生产废液倒入烧杯后,加入硝酸进行氧化,废液中的碘离子被氧化为碘单质析出。真空抽滤后得到粗碘,粗碘含有杂质和水分,用升华法进行提纯处理,得到精碘。除碘过滤液采用置换吸附法进行处理,得到富集置换渣,其与升华后的滤纸合并灰化后,进入下步铑精炼工序。试验涉及的主要反应为:

1.2.2 试验方法
将醋酸生产废液样品倒入烧杯后,搅拌条件下滴加硝酸,直至溶液中出现大量紫黑色晶体,停止搅拌。陈化反应1 h 后,真空过滤,粗碘渣采用升华方式提纯,得到精碘。除碘液加入铁粉(搅拌)进行置换,放置过夜后,次日补加少量活性炭(搅拌)进行吸附。1 h 后真空抽滤,得到置换渣,其与升华后的滤纸合并灰化,经过富集,渣中铑含量是废液中铑含量的百倍以上。工艺流程如图1 所示。
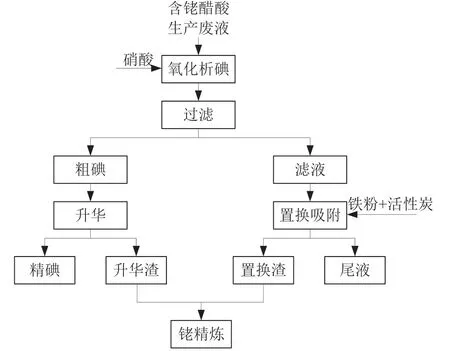
图1 从醋酸生产废液中分离提取碘和铑的工艺流程
2 试验结果与讨论
2.1 氧化剂的选择
回收碘的常见氧化剂有氯气、亚硝酸钠、双氧水、次氯酸钠和FeCl3等。工业上较多使用氯气,但氯气属于剧毒化学品,购买手续复杂,审批严格,同时使用时需要严格控制用量,避免过氧化生成碘酸;亚硝酸钠价格较高,且仅在pH <2 的酸性介质中起作用,工业应用受限;双氧水与乙酸可形成具有爆炸性的过氧乙酸,其不适用于醋酸生产废液。为此,试验考察了次氯酸钠、FeCl3、硝酸和硫酸对醋酸生产废液的氧化析碘效果,结果如表2 所示。

表2 不同氧化剂对醋酸生产废液的氧化析碘效果
从试验现象可以判断,加入次氯酸钠及硫酸效果不佳,原因是废液中大量醋酸等有机物组分消耗了氧化试剂;加入FeCl3可氧化析出碘单质,但并不稳定,而且大量铁的加入对后续置换工序有一定影响,因此试验选择硝酸作为氧化剂。
2.2 碘的回收
称取定量醋酸生产废液,加入理论值略过量的硝酸,析出大量碘单质,陈化反应1 h 后,真空抽滤。因为碘微溶于水,因此真空抽滤得到的粗碘不洗涤,减少溶解损耗。粗碘含有大量水分和杂质,采用升华法进行精制提纯,试验采用的加热升华装置如图2 所示。
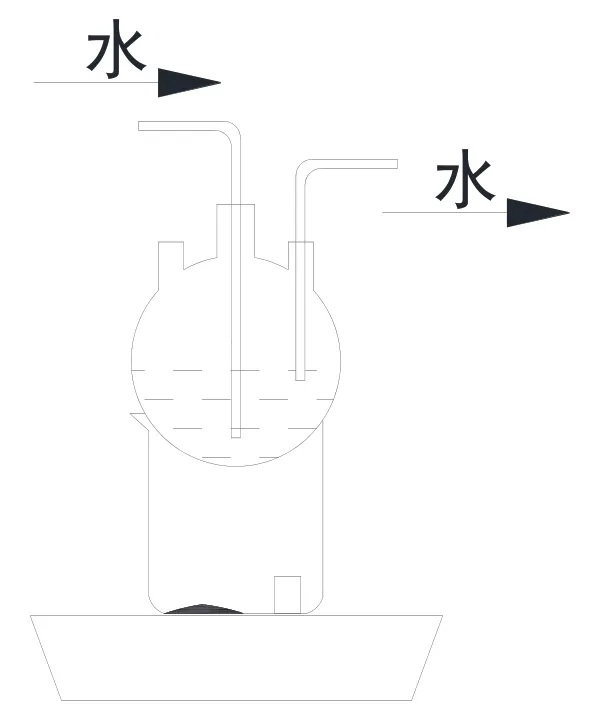
图2 加热升华装置
将过滤粗碘连同滤纸放置在大烧杯底部,以氯化钙作为吸水剂,烧瓶中通入流水进行冷却,装置放置于控温电炉板上,调节温度至80 ℃进行升华,收集得到的精碘,试验制得的粗碘及精碘如图3 所示。最后,计算碘回收率,结果如表3 所示。

图3 试验制得的粗碘与精碘
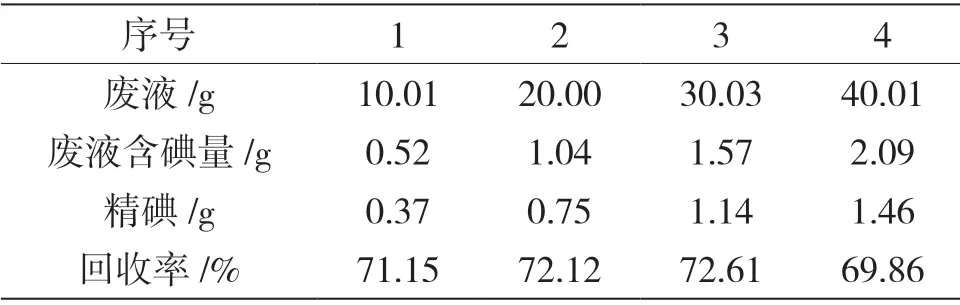
表3 醋酸生产废液制备精碘的回收率
从试验结果可知,醋酸生产废液采用传统的实验室升华装置进行回收,碘的回收率为69.86%~72.61%,结果偏低。经分析,主要原因有:硝酸氧化析碘的陈化反应过程中,明显观察到溶液上方存在紫红色气体,即陈化过程存在一定的升华损失;粗碘渣抽滤过程中,明显观察到抽滤瓶中存在紫红色气体,即抽滤过程也存在一定的升华损失;采用传统的实验室升华装置,烧杯存在凹口,升华的碘蒸气存在溢出现象,采用滤纸堵塞,其也会吸收部分升华的含水碘蒸气。
2.3 铑的回收
部分金属的标准电极电势如表4所示。由表4可知,铑可被锌和铁置换,但锌同时可以置换铁、镍等杂质金属。除碘过滤液分别加入锌粉、铁粉进行置换,放置过夜后测定置换尾液中铑,锌粉置换后,置换液可达到排放标准(铑含量小于1 g/t)。铁粉置换效果略差,置换液未达到排放标准,且继续补加铁粉,效果不大,重新补加溶液质量0.1%的活性炭,搅拌1 h 后测定,置换液可达到排放标准。置换测定结果如表5 所示。
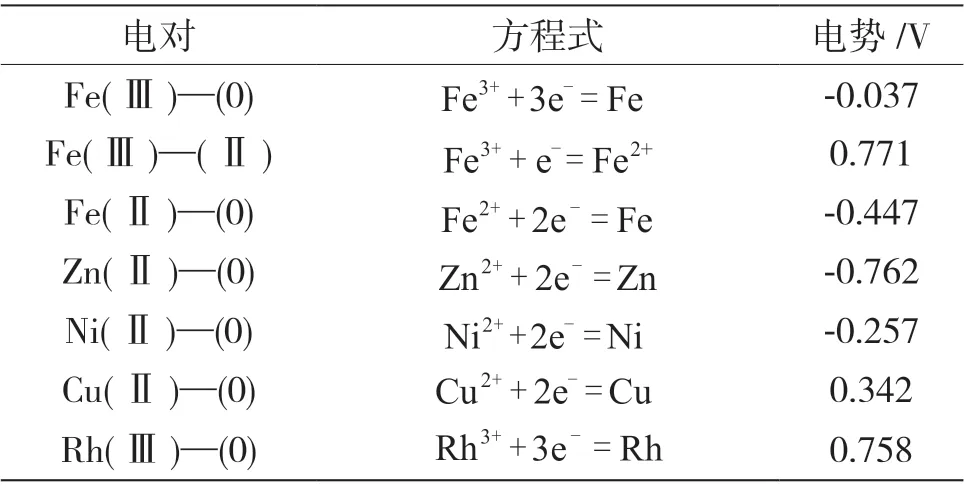
表4 部分金属标准电极电势
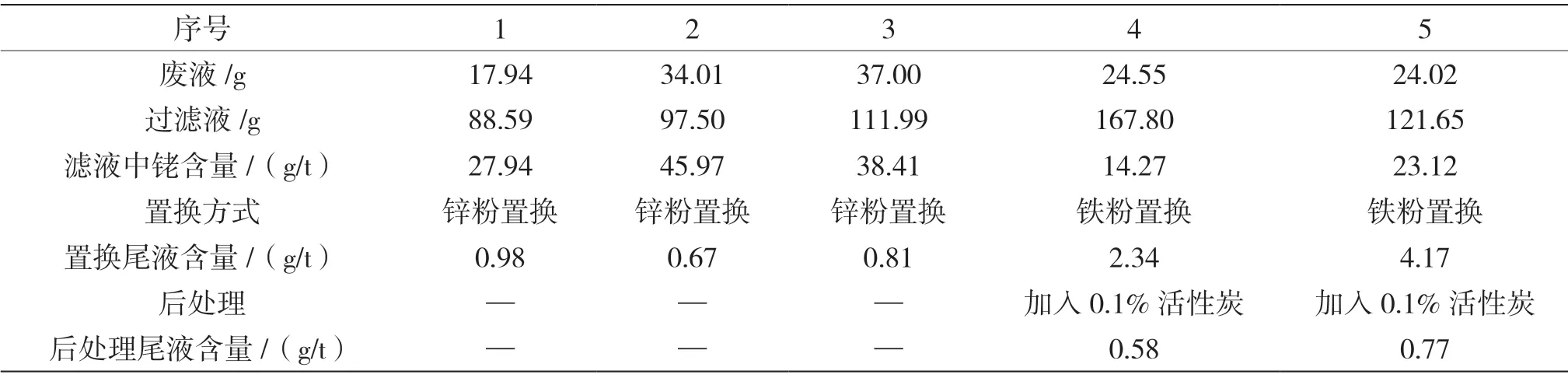
表5 除碘过滤液置换结果
锌粉置换铑时,也能置换溶液中的铁、镍等杂质,增加了用量,且锌粉价格远高于铁粉,为此试验选用铁粉置换+活性炭吸附的方式进行置换回收率的计算。称取定量醋酸生产废液,加入硝酸析碘并过滤;粗碘渣升华提纯后,残留滤纸灰化,除碘滤液中加入铁粉进行置换;放置过夜后,补加溶液质量0.1%的活性炭并搅拌1 h,然后过滤;滤纸灰化,其与碘升华灰化滤纸渣合并,称重后利用碱熔法测定其含量,结果如表6 所示。
由表6 可知,置换回收率保持在94.39%~99.94%,除去分析误差的原因,少量铑损耗在达标排放尾液中(小于1 g/t),但铑在置换渣中富集了百倍以上,并已经消除有机组分和碘的影响,可直接进入下步分离提纯工序。
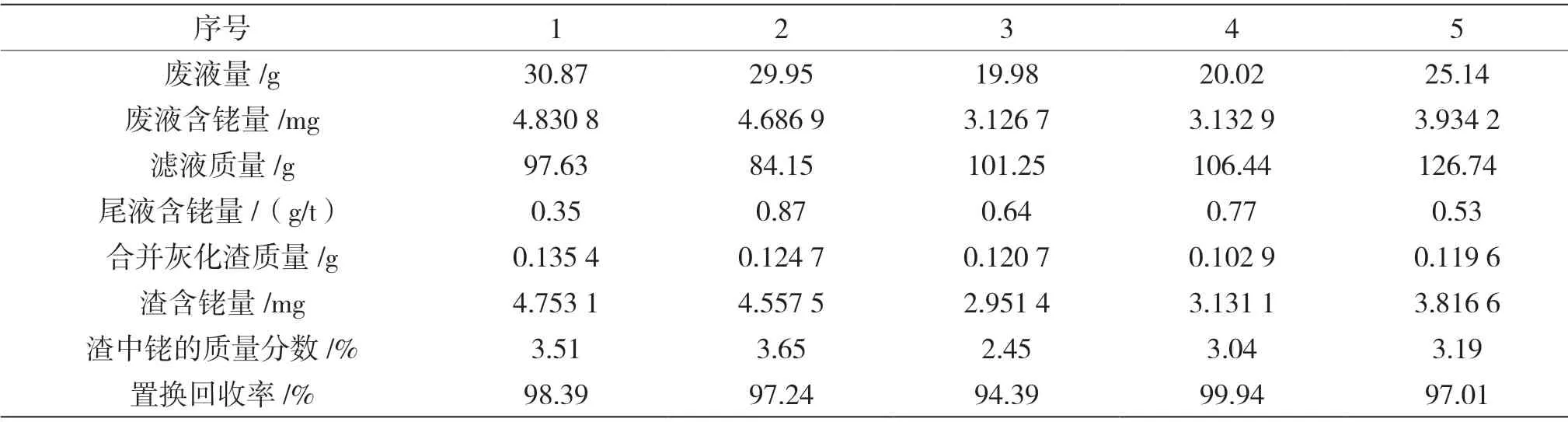
表6 测定结果
3 结论
采用硝酸氧化析碘、升华精制的方式,可回收醋酸生产废液中的碘,实验室回收率保持在69.86%~72.61%,回收碘的尾液采用铁粉置换+活性炭吸附的方式进行铑的回收,置换回收率介于94.39%~99.94%,渣中铑的质量分数得到提高,介于2.45%~3.65%,其已消除有机组分及碘的影响,可直接进入铑的分离提纯工序。
