二氧化碳加氢合成甲醇工艺装置研究进展
2022-06-06张欢欢
张欢欢,江 炜
(浙江工程设计有限公司,浙江 杭州 310002)
甲醇是重要的化工基础原料,也是重要的燃料,当前主要由天然气或煤经合成气(H2+CO)制备[1]。随着我国“2030 年前实现碳达峰,2060 年前力争实现碳中和”目标的提出,二氧化碳的捕集、利用与封存技术(CCUS)成为研究热点,利用捕集的二氧化碳和电解水产生的氢气合成甲醇不失为一条碳循环利用的可行工艺路线。
当前全球甲醇的年需求量约为1 亿t,且还以每年6%的增速在持续增长,其中中国和美国是拉动全球甲醇需求量和产量快速增长的主要动力[2]。中国是甲醇需求最多的国家,除了甲醛、甲基叔丁基醚、二甲醚、乙酸和乙醛等传统甲醇衍生物的需求保持继续增长外,增长较快的需求还来自两方面:一是用甲醇作汽油组分,二是用甲醇生产乙烯(MTO)和丙烯(MTP)。目前工业上合成甲醇大多从化石资源出发,将煤转化为含有一氧化碳(CO)、二氧化碳(CO2)和氢气(H2)的合成气,在高压和高温下通过催化剂进行催化转化[3]。20 世纪20 年代,BASF 公司最早实现高压合成甲醇工业化,20 世纪60 年代ICI 公司实现低压合成甲醇工业化,很快又成功实现中压合成甲醇工业化[4]。传统的甲醇制备方法消耗了大量的化石资源,1994 年诺贝尔化学奖得主George A.Olah指出,以二氧化碳为原料加氢合成甲醇的循环模式,为化石资源紧缺问题提供新的解决途径。本文以此工艺路线为研究对象,介绍国内外工艺装置的最新进展,探索工业化应用的可行性。
1 工艺路线
二氧化碳加氢制甲醇的工艺路线见图1。通过光伏或核电等清洁能源电解水制氢气,通过二氧化碳捕集装置收集发电厂或工厂产生的二氧化碳,在催化剂的作用下合成甲醇。该工艺路线提供了一条利用再生能源制备绿色液体燃料甲醇生产的全新途径,意义重大。
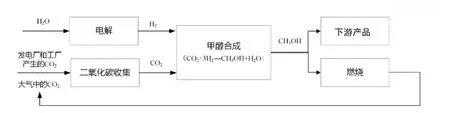
图1 二氧化碳加氢制甲醇工艺路线图
(1)能够大规模消纳并资源化利用二氧化碳,是实现“3060”双碳战略目标的有效手段。
(2)能够解决我国可再生能源弃电问题,将电能转化为可长期储存的液态燃料,开创了高压输电外输送能源的新模式。
(3)所生产的甲醇是优质的液体燃料和大宗化工原料,有非常好的市场和经济效益。
(4)作为理想的储氢载体,甲醇储氢量大,运输安全方便,到目的地后与水重整即可生产氢气,且生产、储存、运输、应用过程安全可靠,技术成熟。
2 典型装置
绿色甲醇工艺装置主要由四部分组成:光伏或核能发电装置、电解水制氢气装置、二氧化碳捕集装置和二氧化碳催化加氢制甲醇装置。发电装置技术较为成熟,本文主要研究电解水制氢气装置、二氧化碳捕集装置和二氧化碳催化加氢制甲醇装置。
2.1 电解水制氢气装置
电解水制氢气主要有两条路线:碱性水电解法和质子交换膜(PEM)水电解法,主要技术比较如表1 所示。
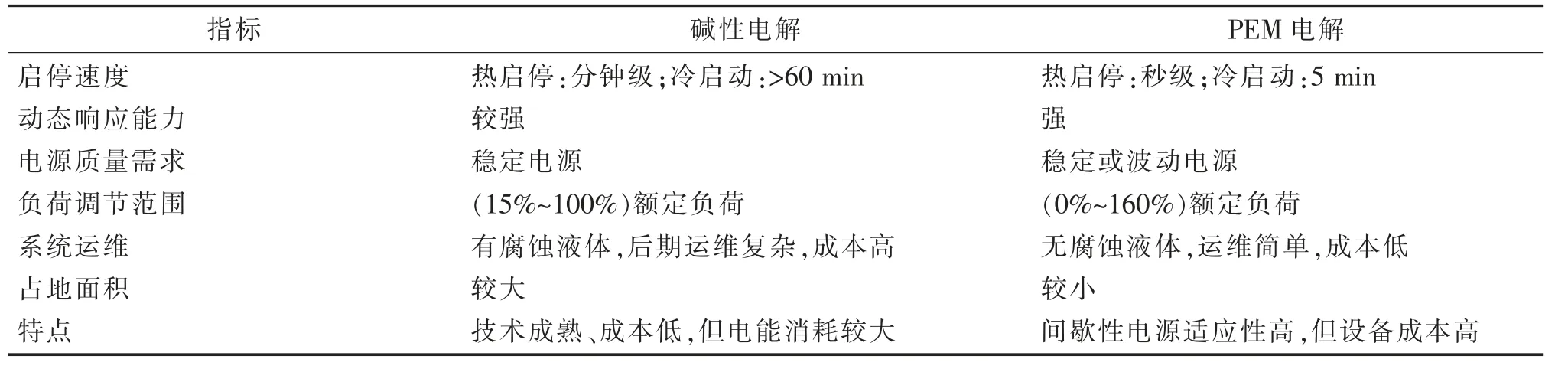
表1 电解水制氢气技术比较
电解槽是制氢设备成本中的主要部分,据国际能源署(IEA)数据,碱性水电解槽和质子交换膜水电解槽在制氢系统设备成本中的占比分别为50%、60%,目前碱性电解槽基本实现国产化,价格为2000 元/kW~3000 元/kW,质子交换膜电解槽关键技术与材料需依赖进口,价格为7000元/kW~12000 元/kW。假设年均全负荷运行7200 h,电价为0.2 元/kWh,则碱性水电解与质子交换膜水电解的制氢成本分别为11.93 元/kg、11.67 元/kg(其中电费成本是制氢成本构成的主要部分,占比分别为82%和45%),已无限接近于煤化工制氢成本(12 元/kg)。未来可通过降低PEM 水电解槽的材料成本、提高电解槽的效率和寿命等途径进一步降低制氢成本。
在双碳目标下,煤化工、石油精炼、钢铁企业急需进行战略转型,以实现能源的绿色、低碳、循环可持续发展。在此背景下,各大型企业积极引进电解水制氢与原有的产业链进行有效融合,以实现经济效益与环保效益的双赢。
中国石油化工集团有限公司积极布局氢能产业,已在加氢站、制氢技术、氢燃料电池、储氢材料等多个领域取得突破,目前已在燕山石化公司、高桥石化公司等企业建成7 套氢纯化生产装置,并在广东、上海等17 个省区市建成加氢站31座。其首个兆瓦级电解水制氢示范项目于2021年9 月启动,由中原油田牵头,大连石油化工研究院、广州工程有限公司、青岛安全工程研究院共同攻坚,预计2022 年9 月建成投产。主要探索风电、光电制氢多能源高效耦合稳控技术、绿氢制备关键技术、绿氢示范工程建设方案及运维技术、绿氢制备装置安全控制技术。该项目运用质子交换膜(PEM)电解水制氢气,生产中没有任何污染物排放,设备可以随开随停,便于就地消纳风力发电、光伏发电等波动性较强的可再生绿电。该项目的功率为2.5 MW,一天生产超纯氢1.12 t,纯度可达99.9995%。
北京京能电力股份有限公司投资230 亿元在鄂尔多斯建设5000 MW 风、光、氢、储一体化项目,2020 年开工建设,2021 年建成投用。该项目主要利用煤矿塌陷区闲置土地、工业建筑屋顶及其他政策允许的区域建设5000 MW 分布式光伏,利用西北地区风电、光电的电价优势,规划建设2×104Nm3/h 水电解制氢及制氧,2×105Nm3/h 制氮的绿色能源岛,通过管网或运输车辆,为宁东煤化工园区、国际化工园区、环保产业园的大型企业供应氮气、氢气和压缩空气。
宁夏宝丰能源集团股份有限公司的国家级太阳能电解水制氢综合示范项目,涉及太阳能电解水制氢、氢气储运、加氢站、氢能交通示范应用、与现代煤化工耦合制造高端化工新材料等多个领域。共使用25 台单台产能为1000 Nm3/h 的高效碱性电解槽,采用国际领先的工艺、技术和装备,配置了完善的检测和控制仪表,并结合DCS、SIS 自控系统,自动化程度高。2021 年4 月已有10 台碱性电解槽投入运行,计划为2021 年底项目全部建成投产。
2021 年建成及在建的部分可再生能源制氢项目见表2。
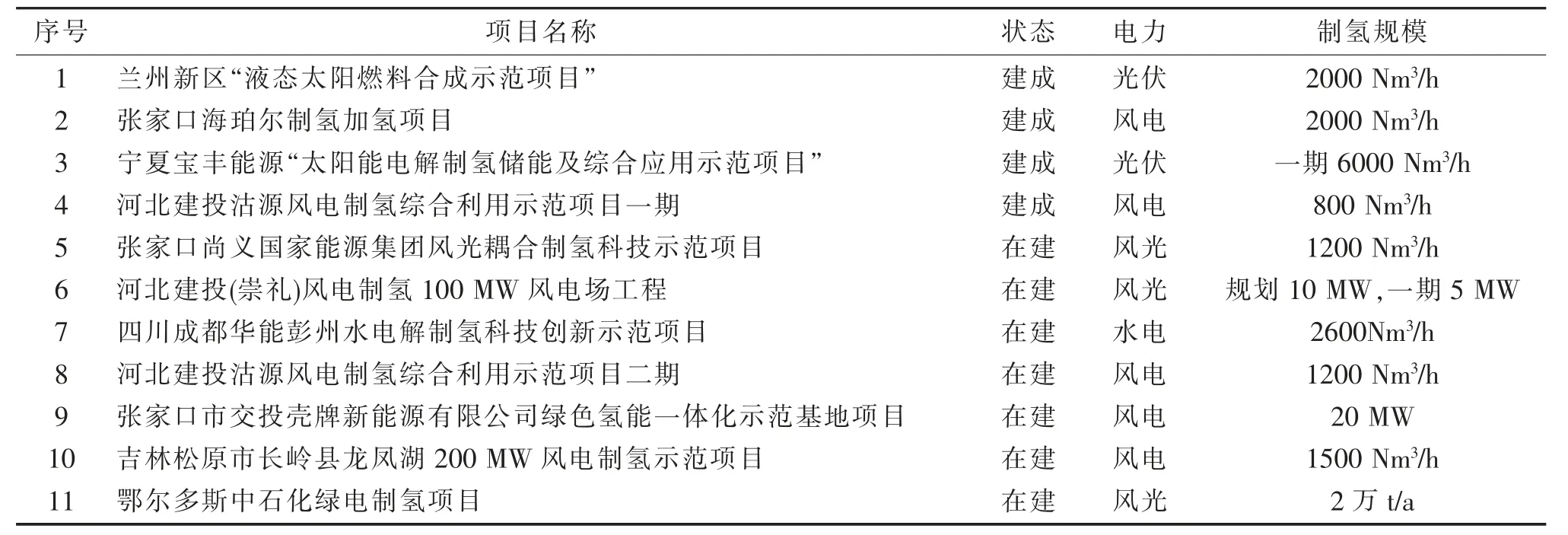
表2 2021 年建成及在建的部分可再生能源制氢项目
2.2 二氧化碳捕集装置
根据二氧化碳分离过程在系统中的位置和不同的循环方式,二氧化碳捕集技术可以分为燃烧前捕集、燃烧后捕集和富氧燃烧技术。燃烧后捕集又分为吸附法、吸收法、膜分离法。其中吸附法分为变温吸附法(TSA)、变压吸附法(PSA)、变电吸附法(ESA);吸收法又有物理吸收法和化学吸收法。燃烧前捕集和富氧燃烧的适用范围有限,且与本文主题关联性不强;燃烧后捕集技术的分类及优缺点见表3[6]。
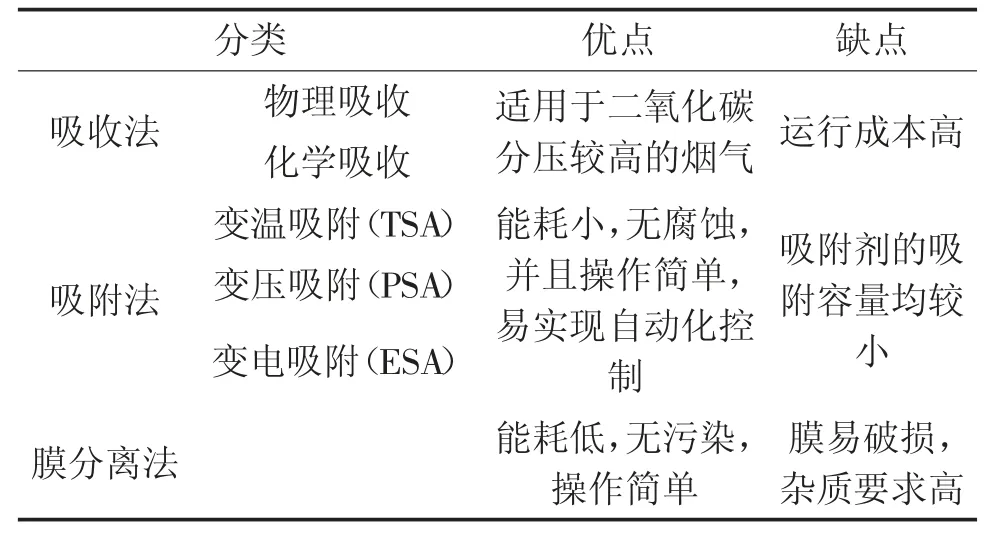
表3 燃烧后碳捕集技术分类及优缺点
化学吸收法CO2捕集技术常选用复合胺作吸收剂[7],其水溶液呈碱性,15%~20%复合胺溶液的pH 约为12。CO2为弱酸性气体,当CO2溶解于复合胺水溶液中时,发生放热反应。40 ℃左右,CO2被复合胺溶液吸收成为富液,达到平衡后,将富液加热至100 ℃左右使之分解,释放出CO2,同时溶液成为贫液,降温后可循环使用。
吸附法可通过沸石和活性炭小球作为吸附剂,采用两级加压吸附真空解吸(VPSA)过程处理电厂烟道气中CO2的吸附捕集技术,以得到满足要求的CO2纯度。常压二氧化碳吸附捕集技术分为鼓风机升压单元、干燥单元和CO2回收单元三部分,如图2 所示。原料气经鼓风机升压,除去原料气中50%水分,经冷却分液后输送至干燥单元,经变温吸附(TSA)干燥后,进入CO2回收单元。加热干燥后,采用真空泵抽真空得到二氧化碳产品。
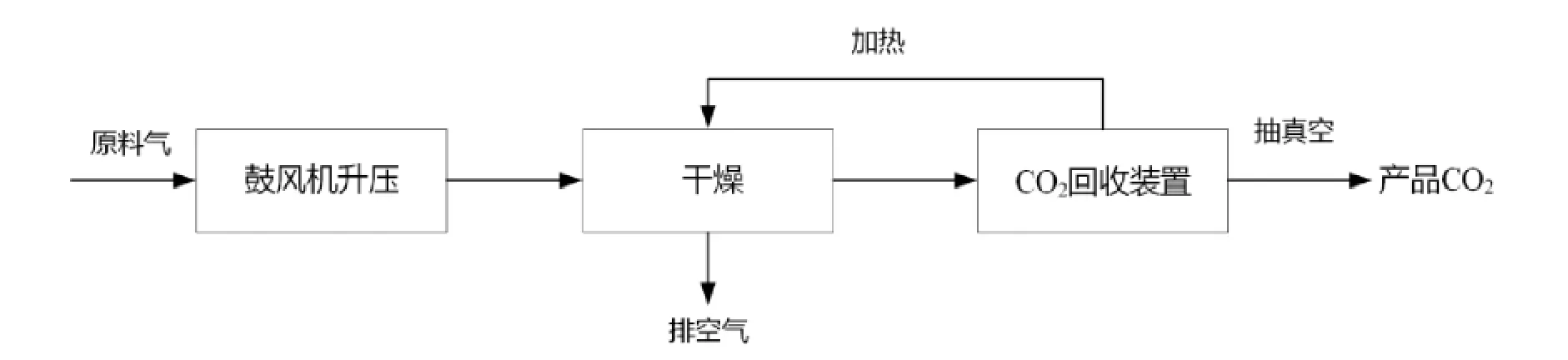
图2 常压二氧化碳吸附捕集流程图
膜分离法是利用不同气体分子的不同渗透率进行气体分离,分离的动力是膜两侧的压强差[8]。目前使用的大部分是有机膜,有机膜的分离系数高,但使用温度低且不耐腐蚀,因此有机膜材料的选择开始得到关注。在一些高温和高腐蚀的使用环境,无机膜具有良好的应用前景。无机膜主要有以陶瓷为支撑膜复合一层多孔性金属分离层的复合膜、分子筛膜、碳膜等。
2.3 二氧化碳加氢制甲醇装置
二氧化碳加氢制甲醇目前尚未实现规模化,以小型示范项目为主。目前绿色甲醇工艺技术主要供应商见表4。2009 年,日本三井化学公司100 t/a 二氧化碳制甲醇中试装置建成;2015 年7月,浙江吉利控股集团有限公司对冰岛碳循环国际公司(CRI)投资4550 万美元,碳循环国际公司是冰岛首家拥有二氧化碳合成清洁甲醇燃料技术的企业;2016 年,中国科学院上海高等研究院与上海华谊集团合作在连续运转1200 h 的单管试验基础上,编制完成10 万t/a~30 万t/a 甲醇工艺包;2018 年7 月,兰州新区石化产业投资集团有限公司(以下简称“兰州新区石化”)、苏州高迈新能源有限公司(以下简称“苏州高迈”)和中国科学院大连化学物理研究所共同签署了千吨级“液态太阳燃料合成:二氧化碳加氢合成甲醇技术开发”项目合作协议,项目基于太阳能等可再生能源电解水制氢以及二氧化碳加氢合成甲醇关键技术,并于2020 年10 月通过了中国石油和化学工业联合会组织的科技成果鉴定。
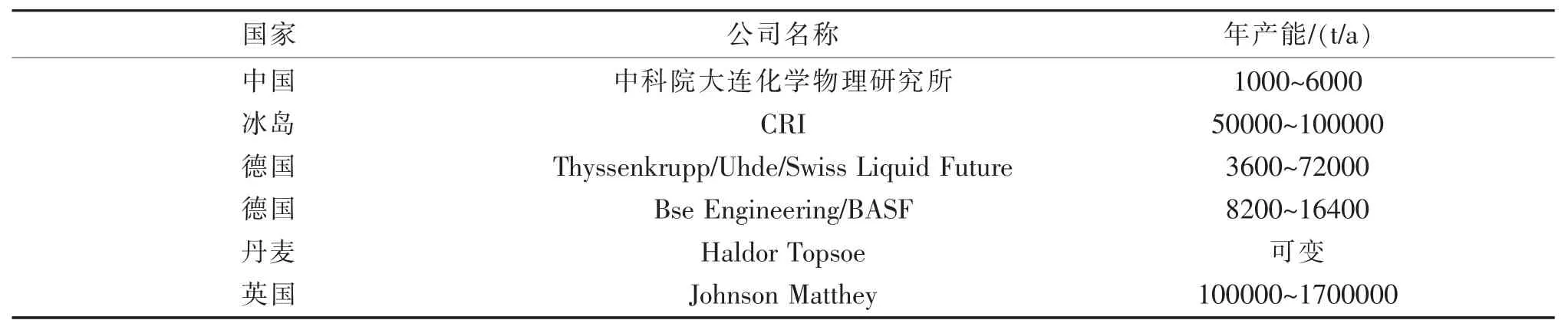
表4 绿色甲醇工艺技术主要供应商
绿色甲醇装置的核心技术是催化剂。由中科院大连化物所李灿院士团队开发应用于甲醇合成的氧化锌-二氧化锆(ZnO-ZrO2)双金属固溶体氧化物催化剂,反应压力为7 MPa 左右,温度为300 ℃左右,氢气与二氧化碳的摩尔比为3:1,甲醇总选择性达98.5%,在有机相中的含量达99.7%。该催化剂克服了传统铜基催化剂的选择性低、对硫敏感、易中毒失活等问题,并具有廉价、高选择性、抗硫中毒、稳定性高等特性。
冰岛碳循环国际公司(CRI)在冰岛建成的世界上第一座二氧化碳加氢制甲醇装置已实现商业运行。CRI 碳制甲醇技术的原理是模拟光合作用,使二氧化碳和氢气在催化剂的作用下发生反应合成甲醇。该技术具有二氧化碳转化率高(使用的催化剂性能强、精准度高)、风险小(生产过程中不产生一氧化碳等有毒物质,系统可长期稳定运行)、能耗低(可利用地热发电过程中产生的低温热源电解水制氢)、环保效果好、自动化程度高、工艺设备易安装、便于技术复制推广等优势。
2020 年,河南顺成集团安阳顺利环保科技有限公司二氧化碳制甲醇联产液化天然气(LNG)项目,采用了冰岛CRI 专有的二氧化碳加氢制甲醇技术。该项目建成达产后,预计可综合利用焦炉煤气3.6 亿Nm3/a,生产甲醇11 万t/a 和联产LNG 7 万t/a,并减少CO2排放0.44 亿Nm3/a,具有良好的经济效益、社会效益和生态效益。
2021 年9 月,盛虹集团有限公司旗下的江苏斯尔邦石化有限公司与冰岛CRI 公司合作开发二氧化碳制绿色甲醇项目,共建全球首条“二氧化碳捕集利用—绿色甲醇—新能源材料”产业链项目,项目设计回收二氧化碳规模为15 万t/a,制造的绿色甲醇通过MTO(甲醇制烯烃)工艺转化为乙烯等中间原料,输送到下游装置生产光伏级EVA等新能源材料,产出2 万t 光伏级EVA 树脂。
3 结论
二氧化碳加氢制甲醇工艺装置通过可再生能源弃电的利用、电解水制氢、二氧化碳捕集等技术的综合利用,实现了再生能源到绿色液体燃料甲醇生产的全新途径,兰州新区示范项目的成功验收,验证了关键核心技术已被国内科研团队所攻克,接下来要解决的主要是产业化问题。随着技术的进步,光伏板、电解水槽等关键设备成本将逐步降低,催化剂的性能也将进一步提升,绿色甲醇产业必将迎来更加广阔的发展前景。
