煤矿空压机余热回收利用项目设计
2022-06-06郭冲冲张林兵刘晓峰崔明辉崔楚阳
郭冲冲 张林兵 刘晓峰 崔明辉 崔楚阳

摘要:為了提高空压机能量利用率,解决空压机在夏季制冷效果差等问题,以新疆地区某煤矿空压机改造工程为例,提出了一种余热回收系统用以吸收空压机产生的余热。系统利用油水换热器将空压机产生的余热经一次循环系统传递到高温水箱,由高温水箱加热自来水制备洗浴热水。研究数据表明,系统全年回收余热相当于87 952 m天然气所释放的热量,在冬季、夏季和春秋季利用这些余热可制备的45 ℃洗浴用水量分别为51.5,58.9和55.7 t。此外,经济性分析表明,系统的静态投资回收期预计为2.5 a。因此所设计的空压机余热回收技术具有一定的经济和使用价值,研究结果对矿区空压机余热回收系统的推广具有重要的借鉴意义。
关键词:节能技术;余热回收;空压机;能量利用率;经济性分析
中图分类号:X706文献标识码:A
DOI: 10.7535/hbgykj.2022yx02011
Project design of waste heat recovery and utilization of coal mine air compressor
GUO Chongchong ZHANG Linbing LIU Xiaofeng CUI Minghui CUI Chuyang
(1.School of Architectural Engineering,Hebei University of Science and Technology,Shijiazhuang,Hebei 050018,China;2.School of Energy and Environmental Engineering,Hebei University of Engineering,Handan,Hebei 056038,China)
Abstract:In order to improve the energy utilization efficiency of air compressor and solve the problem of poor refrigerating effect in summer,a waste heat recovery system was proposed in this paper to absorb the waste heat of air compressor based on the air compressor reconstruction project of a coal mine in Xinjiang.The oil-water heat exchanger was used to transfer the waste heat generated by the air compressor to the high temperature water tank through the primary circulation system in this system,and then the high temperature water tank was used to heat the tap water to prepare hot water for bathing.Research data indicates that the waste heat recovered by the system in the whole year is equivalent to the heat released by 87 952 mnatural gas,which can be used to prepare 51.5,58.9 and 55.7 t of bath water consumption at 45 ℃ in winter,summer and spring and autumn,respectively.And the static payback period of the project is expected to be 2.5 years through the economic analysis.The waste heat recovery technology of air compressor has certain economic and practical value,and the research results have important reference significance for the promotion of waste heat recovery system of air compressor in mining area.
Keywords: energy-saving technique;waste heat recovery;air compressor;energy utilization efficiency;economic analysis
空气压缩机是用于生产压缩空气的机械设备,其将电能转化为机械能,通过压缩做功的方式提高气体的压力[1-2]。随着现代化工业的发展,压缩空气为人类生产和生活提供了很多动力,在煤矿企业挖掘中,空气压缩机是不可或缺的设备。但空压机耗能大,在使用过程中除了产生用于做功的高压气体外,还产生大量的压缩热。据统计,仅有15%的能量转换为空气势能用于做功,其余85%的能量直接转换为热能,这些热能直接流失排放,在压缩时,空压机内部油气混合物温度能够达到80~100 ℃[3-7]。为满足空压机正常运行温度要求,经油气分离器分离后的高温润滑油需经冷却器冷却散热及过滤器过滤,完成下一个循环,这些热量的流失导致能量利用率低[3]。目前,喷油螺杆空压机余热回收多采用一次余热回收方式,这种余热回收系统虽然换热效率较高,但如果设备清理不及时则易出现结垢及换热装置泄露的情况。为克服一次余热回收方式的弊端,可采用二次余热回收的方式,该方式借助热回收装置通过两次热交换将热量回收,不但提高了系统的换热效率,也一定程度上加强了系统的稳定性[8-10]。无油螺杆空压机理论上可达到100%余热回收,但离心式空压机需借助热能换热收集器回收余热[11]。目前对空压机余热回收的研究相对较多,但对余热回收后利用的设计研究及系统经济性分析并不多。
本文以新疆地區某煤矿喷油螺杆空压机为例,通过设计系统方案,[JP+1]采用二次余热回收的方式,将空压机产生的余热回收利用作为洗浴水加热热源,并分析了该余热回收系统的实用性和经济性,为矿区空压机余热回收设计提供了理论和实例参考[11-12]。
1项目概况
以新疆地区某煤矿为例,利用矿区空压机的余热来制备洗浴热水。该煤矿厂区内有4台空压机,其中,185 kW空压机2台,160 kW空压机2台。采用风冷系统,正常运行时启动1台185 kW的空压机,其他空压机为备用。这种传统空压机冷却系统冷却效果比较差,尤其夏季冷却效果更差,长此以往不利于空压机的稳定运行,大大缩短了空压机的使用寿命,同时将空压机的余热散失到空气当中,[JP2]造成能源浪费。本次改造利用4台120 kW油-水换热器空压机余热回收装置进行余热回收,用于制备45 ℃洗浴热水,从而进一步减少洗浴用热水的投资。
2项目方案设计
2.1项目设计原理
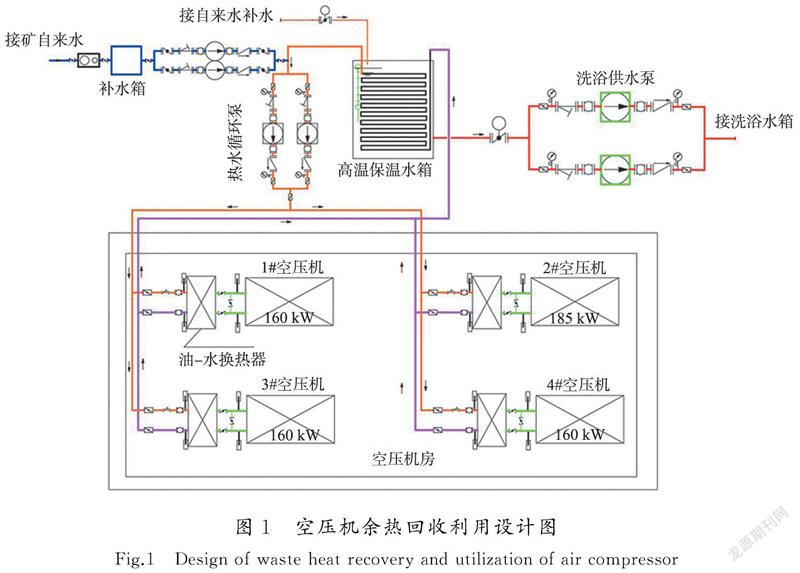
空压机余热回收利用设计如图1所示。该系统的设计依据为《工业供暖通风与空气调节设计规范》(GB 50019—2015)、《建筑给水排水设计规范》(GB 50015—2003)、《全国民用建筑工程设计技术措施暖通空调·动力》(2009)、《全国民用建筑工程设计技术措施·给水排水》(2009)、《通风与空调工程施工质量验收规范》(GB 50243—2002)等规范文件。整个空压机余热回收利用系统由一次循环系统、二次循环系统和补水系统组成[13]。系统运行时,拟回收空压机60%的热量用于洗浴用水的加热。为了能够更好地减少热量损失,余热回收的管道都做了保温处理。
由图1可知,从高温保温水箱出来的水在循环水泵的作用下通过油-水换热器吸收空压机60%的热量,再流经高温保温水箱释放热量完成一次循环过程;自来水流经高温水箱吸收释放的那部分热量以达到洗浴温度,再由洗浴供水泵送到洗浴水箱完成二次循环过程。为保证一次循环系统压力的稳定,矿井自来水经过软化处理后在补水泵作用下对系统进行补水[14-15]。
2.2工艺核心技术
设计方案通过对空压机余热进行回收,保证空压机正常运行并防止余热系统结垢。采用二次闭式换热技术及高效反冲逆流换热技术,首先是90 ℃以上的高温机油与一次闭式换热机组的软水互相闭式循环冷热交换。由于从高温热油中提取的热量是一定的,软水在油水换热器出口处温度与流速有关,经计算出口处最高温度可以达到60~70 ℃;然后一次换热机组的软水提取热量后进入加热保温水箱的内置盘管中,直接对30 m带内置防结垢换热盘管的加热保温水箱内洗浴水进行加热,当加热保温水箱液位和温度达到系统设定值,自动通过洗浴供水泵输入原有的洗浴保温水箱供职工洗浴使用,整个系统实现了自动控制无人值守。
3余热回收利用计算
一般余热回收热量为空压机输入功率60%~70%的热量[14],按照本矿区正常运行1台功率为185 kW的空冷空压机,回收效率为60%进行计算,可以回收111 kW的热量,空压机余热回收系统按照每天运行24 h,根据式(1)计算。
Q=cmΔt, (1)
式中:Q为空压机余热回收总热量,kJ;c为水的比热容,kJ/(kg·℃);m为每天制取热水量,kg;Δt1为洗浴用水温差,℃。
考虑保温水箱内换热器效率,按照系统热量最大损失10%计算,即热转化效率取90%。夏季以进水温度10 ℃计算,制取45 ℃洗浴热水,则夏季每日可制取58.9 t热水;春秋季以进水温度8 ℃计算,能够制取45 ℃的热水量,则春秋季每日可制取55.7 t热水;冬季以进水温度5 ℃计算,能够制取45 ℃的热水量,则冬季每日可制取51.5 t热水。
4设备选型
1)油-水换热器选型空压机负荷为185 kW,回收率为60%,其运行负荷为111 kW,根据以上参数每个机组选择1台120 kW的油-水换热器,共4台。
2)循环水泵选型循环水泵流量依据式(2)计算。
G=0.86Q/Δt, (2)
式中:G为水泵流量,kg/h;Q为水系统的负荷,kW;Δt为系统设计水温差,℃。
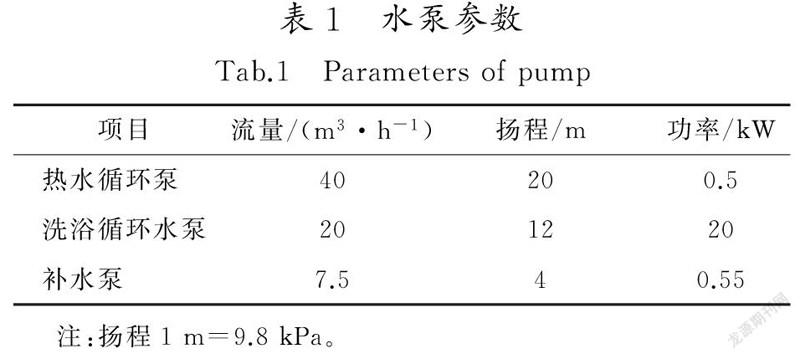
依据系统循环水量及环路阻力确定水泵流量及扬程,所选循环水泵均为一用一备。循环水泵扬程利用式(3)进行计算。
H=H+H+H, (3)
式中:H为循环水泵扬程,Pa;H为水系统总的扬程阻力损失,Pa;H为水系统总的局部阻力损失,Pa;H为设备阻力损失,Pa。
3)补水泵选型正常补水量为1%,但要考虑事故发生时的补水量,应不低于正常补水量的4%,故本系统采用6%。补水泵选用时要本着“一用一备”的原则,故本系统设计选用2台补水泵,每台水泵补3%。水泵参数如表1所示。
4)加热保温水箱选型根据煤矿职工洗浴需求规范,以及实际用水量情况,选取30 m不锈钢保温水箱一座[14]。
5)其他设备选型加热保温水箱内置盘管换热器1套;低压配电柜及PLC控制柜各1台;反渗透纯水(软水)器1台(流量1 t/h)。
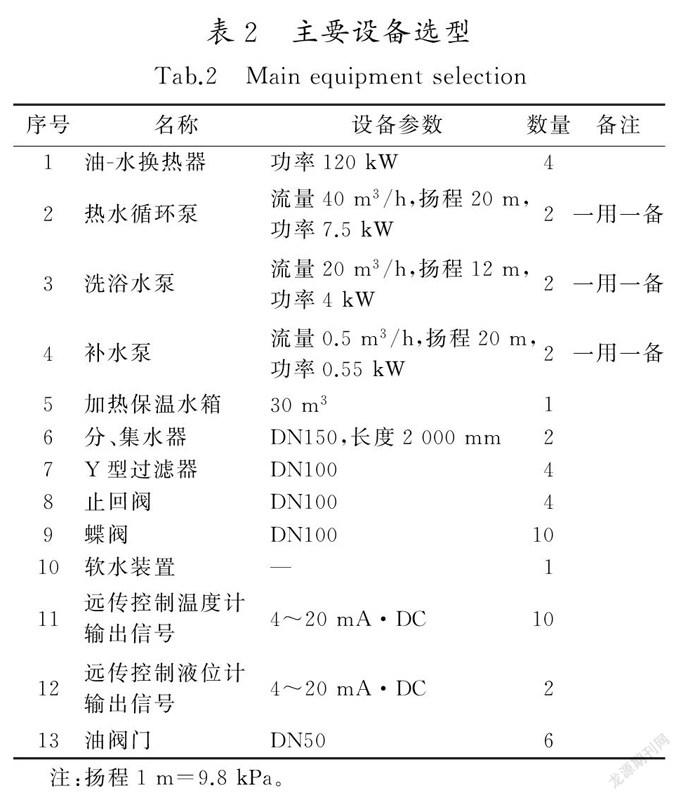
主要设备选型如表2所示。
5经济性分析
5.1初投资费用
本项目设备购置费用及安装费用均采用询价的方式进行计算,土建类工程按同类工程实际建设价格进行计算。工程安装依据《煤炭建设机电安装工程概算指标》,[JP2]并参照同类工程实际发生价格进行计算[14-16],包括水泵、水箱、水管阀件等设备费,设备安装费用以及税费,总投资约为57.73万元。
5.2运行费用
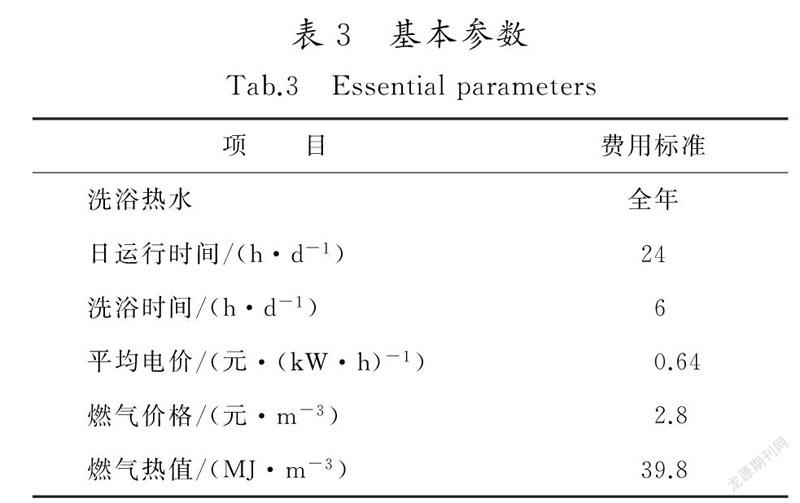
参照当地电价和燃气价格,依据本项目系统实际运行时间,统计基本参数如表3所示。
浴室加热系统全年运行,主要运行设备包括热水循环水泵、洗浴水泵,由于补水泵运行时间较短,不做考虑。设备运行费用如表4所示。
5.3燃气锅炉费用
通过空压机余热回收利用计算得系统每小时可回收余热111 kW,则全年回收余热由式(4)计算。
Q=3.6 PT, (4)
式中:Q为全年余热回收热量,MJ;P为余热回收功率,kW;T为系统运行时间,h。
由式(4)得全年可回收余热3 500 496 MJ,相当于87 952 m天然气所释放的热量,燃气费用24.7万元。
5.4投资回收期
该项目总投资费用为57.73万元,空压机余热回收系统年运行费用为1.61万元,采用空压机余热回收系统相较于燃气锅炉每年可节省费用23.09万元,计算可得该项目静态投资回收期约为2.5 a。
6结语
矿区空压机余热回收系统具有运行可靠性高、经济性好、实用性强等优点,其利用余热制备洗浴用水,提高了能量的利用率,同时余热的回收也改善了空压机冷却在夏季应用效果不佳的情况,提升了空压机的使用寿命,充分发挥了空压机的优势。研究主要结论如下:
1)本设计中一次换热系统使用油-水换热器可回收空压机运行过程中产生的多余热量;二次换热系统采用带内置防结垢换热盘管的加热保温水箱实现了洗浴用水的加热和保温;
2) 该项目年可回收余热为3 500 496 MJ,节约燃气达87 952 m3,具有较强的节能性;
3)该项目年运行费用为1.61万元,相较于燃气锅炉可节省23.09万元,项目静态投资回收期为2.5 a,具有很好的经济性,是一套可实用的方案。
新疆某矿区空压机余热回收利用系统为其他矿区的余热回收利用改造提供了参考。由于本项目空压机数量较少,回收余热量有限,对余热的利用也较为单一。后续研究可针对大型煤矿及空压机数目较多的工程设计相应的余热回收系统,并将余热应用于供暖季初末段的热源及空调新风预热等,从而进一步分析不同形式下的能量利用率,为矿区空压机的余热回收改造提供更有力的指导。
参考文献/References:
[1]王玮.新安煤矿空压机余热回收系统的应用研究[J].煤炭科技,2016(4):118-120.WANG Wei.Application research on waste heat recovery system of air compressor in Xin′an coal mine[J].Coal Science & Technology Magazine,2016(4):118-120.
[2]夏明祥.空压机余热回收自动控制技术的应用[J].知音励志,2015(17):43-44.
[3]宓烁娅,陈吉超.空压机余热回收系统设计与节能分析[J].节能,2018,37(9):104-106.MI Shuoya,CHEN Jichao.The design and energy-saving analysis of the waste heat recovery for air compressor[J].Energy Conservation,2018,37(9):104-106.
[4]白延斌.礦井供热热源选择及可再生能源利用对比分析[J].煤炭工程,2019,51(6):68-73.BAI Yanbin.Comparative analysis of renewable energy in mine and the selection of mine heating sources[J].Coal Engineering,2019,51(6):68-73.
[5]谢广元.选矿学[M].徐州:中国矿业大学出版社,2001.
[6]姚晶宏.空压机节能的新方式[J].节能与环保,2010(5):54-55.YAO Jinghong.New way to saving energy of compressor[J].Energy Conservation and Environment Protection,2010(5):54-55.
[7]孟凡平,符如康,张豪.矿用螺杆式空压机油气系统余热回收利用的研究与应用[J].煤炭工程,2015,47(4):78-79.MENG Fanping,FU Rukang,ZHANG Hao.Waste heat recovery and utilization of oil-gas system in mine screw air compressor[J].Coal Engineering,2015,47(4):78-79.
[8]赵新红.浅谈几种典型空压机的余热回收[J].上海节能,2013(8):31-36.ZHAO Xinhong.Discuss over waste heat recovery of several typical air compressors[J].Shanghai Energy Conservation,2013(8):31-36.
[9]邓泽民,罗景辉,程艳.螺杆式空压机热回收方式及其系统分析[J].节能,2015,34(6):9-11.DENG Zemin,LUO Jinghui,CHENG Yan.Heat recovery method and system analysis of screw air compressor[J].Energy Conservation,2015,34(6):9-11.
[10]李清波.空压机的余热回收方式分析与研究[J].矿业装备,2019(5):128-129.LI Qingbo.Analysis and research on waste heat recovery of air compressor[J].Mining Equipment,2019(5):128-129.
[11]安增.煤矿用空压机余热回收原理及系统设计分析[J].机械管理开发,2019(4):47-48.AN Zeng.Principle and system design of the waste heat recovery of the air compressor for coal mine[J].Mechanical Management and Development,2019(4):47-48.
[12]韩元伟,梁磊.空压机余热回收节能系统在煤矿的应用分析[J].中州煤炭,2012(12):41-42.HAN Yuanwei,LIANG Lei.The application analysis of air compressor waste heat recovery and energy saving system in coal mines[J]. Zhongzhou Coal,2012(12):41-42.
[13]魏莹,罗景辉,熊楚超,等.邢台市某煤矿空压机回收利用系统设计[J].节能,2020,39(1):59-61.WEI Ying,LUO Jinghui,XIONG Chuchao,et al.Design of air compressor waste heat recovery system of Xingtai coal mine[J].Energy Conservation,2020,39(1):59-61.
[14]鮑玲玲,王子勇,赵阳.邢台煤矿空压机余热回收系统改造设计[J].煤炭工程,2019,51(7):26-29.BAO Lingling,WANG Ziyong,ZHAO Yang.Economic benefit analysis of air compressor waste heat recovery system of Xingtai coal mine[J].Coal Engineering,2019,51(7):26-29.
[15]毛宝霞,赵金明,张豪.矿用空压机空气系统余热回收的应用[J].中州煤炭,2010(8):100.
[16]王春,肖涌洪,张晏铭.矿用空压机余热高效回收利用技术与应用[J].煤炭科学技术,2015,43(1):142-144.WANG Chun,XIAO Yonghong,ZHANG Yanming.High efficient recovery technology and application of afterheat from mine air compressor[J].Coal Science and Technology,2015,43(1):142-144.
