大型转炉炉衬修整技术
2022-06-04张立君
张立君
(河北钢铁集团宣钢公司二钢轧厂,河北 宣化 075000)
合理的炉型可以降低冶炼时的操作难度,减少喷溅的发生,提高金属收得率,减少炉内死区空间,均匀炉内的成分、温度,做到装准出净,从而实现节能降耗,清洁生产。因此炼钢炉型的控制不仅要关注各部位的工作层厚度,更要关注整体炉型控制是否合理,能否满足冶炼钢种的工艺需要。传统的转炉炉型控制需要在一周或更长时间内把炉型调整过来,河北钢铁集团宣钢公司(全文简称宣钢)开发的炉型控制创新技术[1]则可以在1~2 h 之内调整好炉型,满足品种钢生产的工艺需要。宣钢根据大型转炉的炉型特点,根据不同的冶炼工况调整好溅渣护炉的工艺操作,并根据前大面兑铁加废钢的侵蚀特点开发了针对前大面的炉衬修补工艺,通过技术创新,宣钢2 号150 t 转炉炉役实现了17 000 炉炉龄,工作层厚度始终在控制范围之内。
1 炉衬维护技术
1.1 控制溅渣层厚度,保证合理炉衬内型
转炉溅渣护炉技术近几年在国内得到了广泛应用,成为转炉炉衬长寿技术[2]的里程碑。但是长期以来,宣钢更关注溅渣层的增厚,而忽略了溅渣层厚度的合理控制。溅渣层厚度太厚会给生产带来不利影响:溅渣层的膨胀系数要大于炉衬镁碳砖的膨胀系数,如果溅渣层厚度太厚,一旦遇到停炉时间大于8 h 的状况,溅渣层剧烈收缩会拉出或拉断镁碳砖工作层,长此以往会造成镁碳砖工作层的粉化;溅渣层厚度太厚,会造成炉帽、炉口结渣严重,炉型异常;溅渣层厚度太厚,一旦遇到局部区域溅渣层厚度吃薄,又会造成大面积溅渣层坍塌事故;溅渣层厚度太厚,会减小炉膛内容积,增加吹炼过程喷溅的几率,升高炼钢工序成本。
1.1.1 顶吹供氧喷枪吹扫
转炉溅渣护炉技术[3]应用十几年以来,在炉型控制上有两个明显的控制缺陷:炉帽、炉口结渣严重和出钢侧炉衬渣层异常增厚。究其原因,主要是转炉溅渣护炉技术中留渣量参数失控和炉型不均匀。转炉留渣量的多少不仅是溅渣护炉本身重要的工艺参数,而且决定了溅渣层的厚度,转炉留渣量过大,炉渣可溅性增强,在熔池内易形成浪涌,若进一步强化转炉上部的溅渣效果,往往造成炉帽、炉口结渣严重影响正常的冶炼操作。根据钢铁研究总院得出的公式,合理的留渣量如下:

式中:Qs为转炉单炉留渣量,t;W 为转炉质量,t;n 为系数,取值为0.583~0.650。
根据上式计算要求,需要每炉冶炼结束后对炉渣进行测算,并倒出多余的炉渣。实际生产中,由于测量设备的限制和冶炼节奏的要求,基本上很难满足。转炉冶炼操作规程要求在出钢前将炉渣做粘,出完钢后直接进行溅渣操作。这就造成了炉帽、炉口结渣,并同时由于出钢时粘稠炉渣的涂敷作用出钢侧炉衬渣层异常增厚。
根据这一生产工艺需要,宣钢开发了顶吹供氧喷枪吹扫炉帽、炉口结渣工艺。工艺操作要点是:冶炼终点副枪TSO 测试完毕后,根据TSC 测定样品化学分析判断可以满足出钢条件的前提下,将供氧喷枪上升到喷头距离炉口2 m 高(氧枪相对枪位9.3 m)的位置,手动打开供氧切断阀进行氧气吹扫炉帽结渣。供氧喷枪上升到喷头距离炉口2 m 高时氧气流股的喷射夹角与炉帽的倾角相同,均为30°角度。吹扫时间为1~3 min,然后加入炉渣抑制剂进行出钢操作。供氧喷枪吹扫炉帽、炉口结渣工艺一般利用生产间隙吹扫2~3 次就会有明显的效果。该项操作的关键技术要点是供氧枪位的计算和吹扫时机的把握。供氧枪位根据炉型尺寸和供氧喷头数据即可计算结果;吹扫时机需要及时利用吹炼刚刚结束时炉帽上黏附的金属液滴和高温炉渣,以帮助实现炉帽结渣的燃烧和熔化。
但是若要对炉膛内局部区域异常增厚的炉衬渣层,或者在出完钢溅渣结束后进行炉衬吹扫,该项工艺根本无法实现,这就需要利用到宣钢自行开的另一项新技术——丙烷喷枪局部炉衬吹扫技术。
1.1.2 丙烷喷枪局部炉衬吹扫
炉膛内局部区域异常增厚的炉衬渣层一般会超出顶吹供氧喷枪的喷射夹角范围,因此无法实现,另外顶吹供氧喷枪吹扫的另一个前提条件是炉衬渣层粘附的金属液滴和高温炉渣。
对正常吹炼结束的炉衬渣层进行吹扫,必须考虑到炉衬渣层的耐火度参数要求,转炉耐火材料的理化指标如表1 所示。
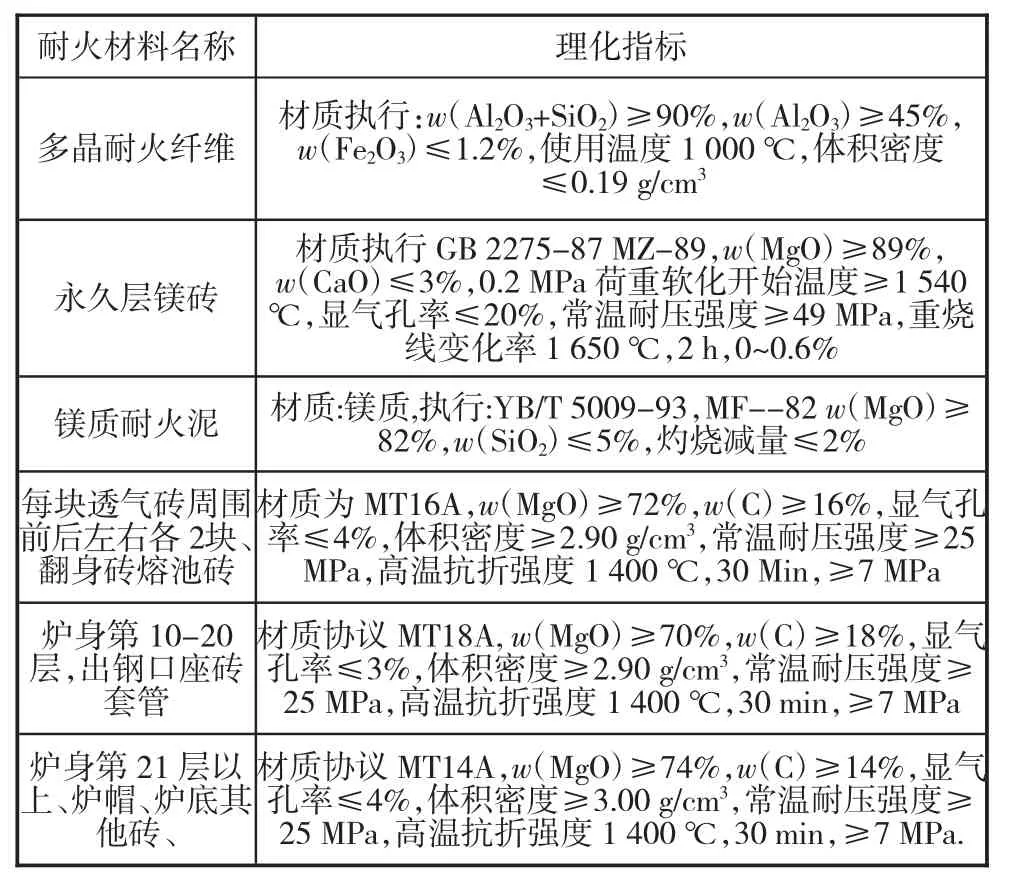
表1 转炉用耐材理化指标
根据以上理化指标可以得知,炉衬耐火材料及渣层的荷重软化开始温度≥1 540 ℃,一般情况下转炉耐火材料的耐火度在1 650~1 750 ℃之间。
目前转炉炉前常规装备的煤氧枪是高压焦炉煤气和氧气混合燃烧的切割工具,焦炉煤气和氧气混合燃烧的最高温度是1 500 ℃。因此煤氧枪根本无法实现对炉膛内局部区域异常增厚的炉衬渣层进行切割或吹扫。
根据这一实际工艺的需要,宣钢开发了用于转炉炉衬渣层切割或吹扫用的丙烷喷枪。丙烷气和氧气燃烧的最高温度是2 200 ℃,可以达到对炉膛内局部区域异常增厚的炉衬渣层进行切割或吹扫的工作要求。
转炉炉前用丙烷喷枪的工艺流程:瓶装液化丙烷气—汇流排—管道—炉衬吹扫喷枪。
丙烷气在0 ℃、1 atm(101.3 kPa)时的密度是2.02 kg/m3,即0.495 m3/kg,每罐丙烷气质量50 kg,气化后体积200 m3左右,到炉衬吹扫喷枪的相对压力为0.2 MPa 左右。因此4 罐丙烷气接入汇流排后可以满足炉衬吹扫喷枪40 min 工作的需要。通过炉帽及出钢口周围的吹扫,使转炉炉膛增大,炉容比增加,增加了钢水的反应空间,喷溅次数降低;合适的出钢内口维护,保证了钢水全部出净,提高了溅渣护炉效果,有利于高熔点的物质形成,从而减少了炉衬侵蚀,提高了炉龄。
1.2 前大面修补技术
宣钢150 t 转炉使用的是国内最新的干法除尘工艺[4],每炉都要求先加废钢后兑铁水,这样对转炉[5]的前大面造成了一定损伤,每次加废钢对大面的冲撞,致使1 号炉炉龄1 000 多炉时,前大面废钢冲击的部位已侵蚀下去300 mm 多,这样给后期炉衬维护带来了困难。为此,技术人员根据前大面侵蚀深度和高度制定相应的贴补方式,减轻了机械损伤。
1)渣补。在生产中如出现等节奏,但时间又不是很长,补炉时间不够的情况下,可以采用渣补,具体方法:溅完渣后(炉渣不要溅得太干,要有一定流动性),把转炉摇到90°,使炉渣平铺在前大面上,等到下一炉吹炼前,将炉渣倒掉,这样就有一部分炉渣粘附在了前大面上,这样反复几炉,大面就有了渣层,起到了保护大面的作用。
2)废钢补。如果生产节奏比较紧张,没有补炉时间,大面状况不太好的情况下,可以实施废钢补,这种方法时间较短,效果很好,一般能坚持十炉到十五炉左右。具体方法:首先准备4~5 t 生铁块,在放完钢后,把转炉摇到68°~70°之间,然后将铁块用废钢斗缓缓的加入炉内,速度尽量慢。然后将转炉慢慢往下摇,用炉渣将加入的铁块全部盖住,静置大约120 s 后,起炉溅渣[6],溅渣时间稍长一些,尽量别调料,把炉渣溅干,使溅起的渣层把铁块全部覆盖,然后将剩余的炉渣倒掉,组织下一炉生产,这样大部分铁块会粘贴在转炉前大面,对后面加入废钢起到缓冲作用,经过一段时间后,铁块逐渐褪去,然后在组织下一次铁块渣补,反复循环,从而减少了前大面受废钢的冲击损伤。
2 实施效果
大型转炉炉衬修整技术[7]针对大型转炉炉型控制的具体特点,进行了工艺和装备的创新设计,基于传统技术又高于传统技术模式,解决了大型转炉炉衬、炉型维护难度大、手段单一的工艺技术问题。与现有技术相比,在强调炉衬维护的同时更注重转炉内冶炼有效空间的控制。
2.1 炉衬修整技术实施前炉型、炉衬情况
从图1 上已经可以看出,炉帽、炉口积渣异常严重;出钢侧区域积渣已形成堤坡。这样的炉型属于异常炉型。会造成炼钢加料困难,炉容比小易喷溅,更为严重的是出钢侧区域积渣已形成的堤坡会造成炼钢出钢工序出现出钢不尽、钢渣混出的工艺质量事故。
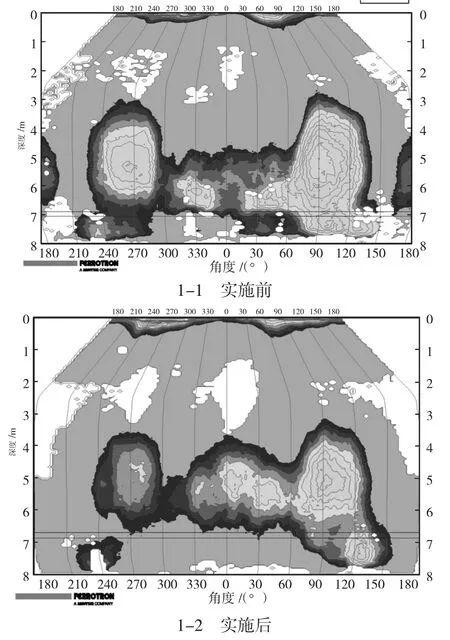
图1 炉型控制创新技术的炉型展开图
对于大型转炉来说,局部区域增厚的积渣少则5~10 m3,多时可能会有10~20 m3之多,使正常炉容为145 m3左右的转炉一下子减少到122 m3左右,从而使炉容比减少,喷溅次数增加。
2.2 炉衬修整技术实施后炉型、炉衬情况
针对以上比较严重的异常炉型,需要集中几个班次进行顶吹氧枪吹扫工艺模式;同时利用生产间隙,对出钢侧进行丙烷喷枪局部炉衬吹扫工艺操作,在出钢侧吹扫开一道沟渠形成积渣层的局部薄弱地带,诱导吹炼过程时的高温炉渣进一步侵蚀、削弱、去除异常增厚的积渣。否则大型转炉多则十几立方的积渣根本无法一下子清除,无法形成炼钢过程有效的反应空间区域。
从炉型控制创新技术实施后的炉型左、右耳轴纵断面可以清楚地看到:转炉炉型得到非常有效的控制,整个炉型有效空间得以最大限度的扩展开来,使炼钢吹炼过程炉容比得到有效保证;同时整个炉型比表面积最小,使炼钢转炉中各种物相得以更加充分有效地展开复杂的界面反应。另外可以看到,顶吹氧枪吹扫在减薄炉帽积渣的同时并不损伤炉口部分,可以进一步减轻炉帽衬砖的重力负荷。
3 结论
1)大型转炉炉衬修整技术与现有技术相比,在强调炉衬维护的同时更注重转炉内冶炼有效空间的控制。
2)注重溅渣层的厚度控制,整体控制在30-50 mm 之间。过薄则需要调整溅渣护炉工艺,过厚则需要进行炉衬吹扫。
3)顶吹供氧喷枪吹扫工艺模式保证了转炉冶炼空间,提高了炉容比,减少了喷溅。
4)丙烷喷枪局部炉衬吹扫工艺保障了钢水全部出净,提高了溅渣护炉效果。
5)大型转炉前大面修整技术减少了废钢冲击造成的机械伤害,保护炉衬的同时减少了转炉喷补时间,提了生产效率。
