国内某钢厂支承辊R 圆弧根部裂纹检测时辊端位置确定
2022-06-04刘永锋
赵 亮,刘永锋
(1.轧辊复合材料国家重点实验室,河北 邢台 054025;2.中钢集团邢台机械轧辊有限公司,河北 邢台 054025)
国内某钢厂热轧轧线支承辊的辊颈断裂事故接连不断,平均每月达到了6 起左右的断辊事故。2012年10 月,中钢集团邢台机械轧辊有限公司(以下简称中钢邢机)为某钢厂提供产品及服务,结合现场的钢材轧制情况以及支撑辊的使用规程,通过对支撑辊材质和制造工艺的双项优化,虽然实现了辊颈强度的最大化,但是在运行过程中发现断辊事故仍然不断发生。为了减少支撑辊断辊事故的发生,加强支撑辊辊颈部位的超声波检测,通过检测情况和分析判断,指导现场支撑辊的使用。
1 某钢厂热轧轧线的基本情况
某钢厂热轧产线2009 年建成投产,主要以轧制镍合金及不锈钢材料,年生产能力80 万t 左右。某条轧线配备蓄热煤气连续推钢式加热炉,钢坯在炉内加热温度为1 150 ℃~1 250 ℃。热轧轧机为半连轧轧机,分为1 架粗轧和8 架精轧:1RM+8FM。粗轧机组由立辊轧机(CL)和二辊平辊可逆轧机(CP)组成,钢坯经过5-7 个道次轧制后,粗轧机组将钢坯由170 mm 左右轧到厚度为20~30 mm 的中间坯,进入后续除鳞和精轧机组。根据所轧制带钢厚度的不同,为保证精轧质量,进入精轧机的中间坯温度应在1 050~1 120 ℃之间,在辊道上加保温罩,经过鼓式飞剪切头后,进入精轧机组开始轧制。精轧机组由1架立辊(JL)和8 架四辊平辊轧机(JP1-JP8)组成,最高轧制线速度为15 m/s,通过张力调节系统使带钢在微张力、恒张力状态下轧制。带钢最终轧制温度在950 ℃以上,带钢头部从精轧末架出来,经输出辊道送往卷取区。某条轧线轧机(立辊+2 辊可逆粗轧+立辊+8 机架4 根精轧)的布置见图1。

图1 轧机布置图
2 支撑辊辊颈断裂的原因
支撑辊作为轧机各机架轧制中增加工作辊的刚度,防止工作辊在轧制过程中因变形影响板材质量的重要工件,其直接或间接的承载了轧制力的负荷,要求支撑辊的强度和轧制力匹配度很高。早期国内建设的热轧板带轧机,在轧制过程中轧制力较小,支撑辊的选择方面对强度的要求也就不用太高。随着钢铁轧制技术的进步,钢材品种强度的逐渐提高,轧制过程中对轧制力的要求也越来越高,对支撑辊在使用过程中的要求、检测和维护的要求同样越来越高。
支撑辊在轧制过程中,一方面需要承受很多的弯曲应力和摩擦力;另一方面辊身表面需要长期承受冲击、摩擦、异物等轧制多种现象。常见的几种支撑辊失效形式:辊面压痕、粘钢、掉肩、辊身掉肉、辊颈断裂等。
对应某钢厂热轧现场经常发生辊颈断裂的实际情况,通过长期跟踪检测分析得出的主要原因为施加的轧制应力超过辊颈的材料强度而产生的。轧制过程中,带钢上的压下量来自于施加到辊颈上的轧制力。因此,轧辊上的每个点都在张应力和压应力之间循环。位于离中心线最大距离的辊颈表面各点承受了最高的张应力和压应力。沿着辊颈上的直径变化,这种应力可集中在辊颈表面不同的位置。这通常位于旋转弯曲应力较高的辊颈区域,如果施加在这位置上的轧制压力大于应力集中点材质的抗拉强度,就会形成圆周向表面裂纹。然后这些裂纹通过疲劳方式在横截面径向弥散,直到周围材料的强度降到辊颈断裂发生的程度,断辊发生。为进一步避免或减少支撑辊辊颈断裂的情况发生,中钢邢机从支撑辊生产工艺设计、材料强度提升、制造工艺优化、R圆弧位置改进等多种方式进行研究和试验。
3 支撑辊辊颈断裂位置判断
中钢邢机结合某钢厂热轧现场的钢材轧制情况以及支撑辊的使用规程,通过对支撑辊材质和制造工艺的双项优化,材质由原来的Cr5 铸钢改为Cr5锻钢,R 圆弧尺寸由原来的R80 扩大到R120,再到后期的R150。但是,在运行过程中发现断辊事故仍然不断发生,且断裂位置基本位于R 圆弧与辊颈过渡处,为了更进一步的减少断辊事故发生,采取了轴向穿透检测,通过长期进行的轴穿检测,掌握了R圆弧处裂纹扩展动态,了解了异常波与正常波的区别。
长期以来,轴穿检测时探头在辊颈端面所处的位置都是依靠经验掌控,一般以1/3 圆周处作为检测点,声速按照5 700~5 900 m/s 进行控制,未采取过任何理论核算与验证,这样以来,可能忽略了不同备检材质的参数设定。结合某钢厂热轧现场支撑辊情况,针对超声波轴穿时束状散射情况进行了简单分析,查询了相关超声波检测书籍资料,学习了《超声波探伤教材》,得知圆形探头检测时其散射角度与探头直径、频率以及材质的传播速度有关,公式如下:

式中:θ0为半扩散角,即半径方向的扩散角度;λ 为波长;RS则为探头半径,因为λ=v/f,即波长等于传播速度与频率之比,作为某钢厂热轧现场使用的探头频率为2 MHz,直径为Φ24 mm,声速为5 900 m/s,那么λ=v/f=5 900×103/(2×106)=2.95 mm,从而得到sinθ0=(1.22×2.95/24)≈0.15,查到所对应的角度为8.6°,因此扩散角θ0为8.6°(见图2)。
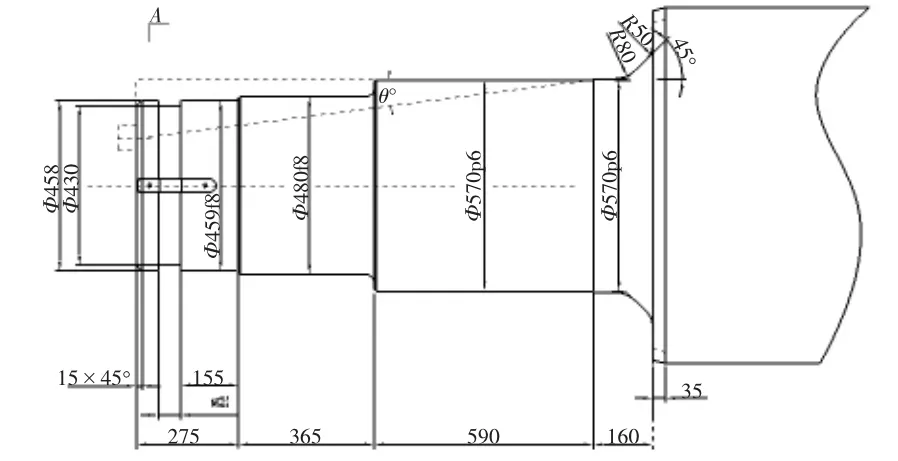
图2 探头位置示意图(mm)
如果按照8.6°的半扩散角反推探头所处的位置,位置L=(275+365+590)tanθ0-(570-458)/2=130 mm,因此探头所处的位置应某距辊端外沿的130 mm处,而按常规的1/3 圆周计算则为458/3=153 mm,因此存在着少量的偏差。
4 某钢厂热轧轧线支撑辊使用指导
结合以上检测位置的推理计算,以及长期对现场支撑辊的超声波检测判断。整体Cr5 锻钢支撑辊穿透性良好,选取2 MHz 频率的直探头,会在R 圆弧位置变径处产生反射波,而一旦有裂纹产生,将会在正常反射波前方再产生一束波,即称双波(见图3),根据双波高低来判断裂纹的扩展情况,并进行颜色预警划分,前波低于后波,称为黄色预警(见图4),一般使用于F3-8 机架,前波高于后波,称为红色预警,一般使用于F5-8 机架。

图3 黄色预警轧辊波形图
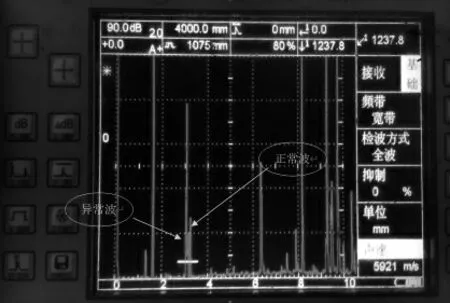
图4 红色预警轧辊波形图
5 结论
经过计算论证,基本确定了某钢厂热轧支撑辊R 圆弧根部断裂位置,掌握了轴穿检测探头应某所处的位置。通过对现场周转支撑辊的检测,基本验证了以上结论,并确定了定期检测的支撑辊专项措施,以保障轧辊的正常使用,减少使用风险。
