轨道铁水运输技术的发展及创新应用
2022-06-04尚国普
尚国普
(1.北京首钢国际工程技术有限公司,北京 100043;2.北京市冶金三维仿真设计工程技术研究中心,北京 100043)
随着冶金领域近十几年的高速发展,轨道铁水运输技术也随着炼铁-炼钢界面技术的发展打破常规,在轨道线路布置、轨道结构形式、机车车辆设备选型、运输调度组织等方面有了变革性的创新与实践。轨道铁水运输系统已逐步从庞大繁杂的传统铁路站系向简洁高效的非准轨直连式布局系统发展;运输设备已向清洁化、大型化方向发展;运输调度系统已从多级多人调度系统趋于智能无人调度系统方向发展。铁水运输系统直接影响到工艺生产流程、工程占地、工程投资、生产管理、环境保护、运营费用和岗位定员等重要方面。
第一代轨道铁水运输系统类同国铁的铁路运输系统,集合了站场、编组、走行、联络、安全等所有功能,设置多级调度管理系统、现场作业系统、维检系统、后勤保障系统等,该技术具有系统庞大、线路多、设备杂、调度繁、污染大等劣势,目前基本被淘汰。第二代轨道铁水运输系统在第一代铁路运输机理不变的情况下,重点打造铁水运输系统的独立性和专业化,具有运输设备大型化、清洁化等特征,成为我国20 世纪80 年代至21 世纪初铁水运输技术的主流。随着炼铁-炼钢界面“一罐到底”界面技术的日益成熟,其优越性在钢铁厂生产中越来越明显,高效、短捷的铁钢界面新型轨道铁水运输技术成为了“一罐到底”研究的关键点,优化工艺流程、减少作业环节、升级运输设备、缩短运输距离,从而达到减少能量耗散、降低环境污染、提高生产效率的目的。新型轨道铁水运输技术向系统简、线路短、设备少、调度智等方向全面发展。
1 常规轨道铁水运输技术的回顾与分析
1.1 第一代轨道铁水运输技术
在20 世纪的中国,绝大部分工矿企业的生产运输方式皆采用轨道运输,比如钢铁厂的大宗原燃料运入、成品运出,厂内的铁水运输、渣运输、除尘灰运输,以及厂内小品种物料倒运也不例外,铁路运输在钢铁企业生产中起着至关重要的作用。但是由于我国工业发展起步较晚,20 世纪80 年代以前的钢铁厂运输系统基本延续之前较为落后的铁路技术,存在系统复杂、运输设备落后、污染严重等问题,尤其在高温铁水安全、可靠、高效生产作业方面的技术发展缓慢,本文将我国20 世纪80 年代以前的铁水运输系统定义为第一代轨道铁水运输系统。
第一代铁水运输系统(见图1)采用的是准轨轨道线路、机车、车辆等系统组合,将铁水从炼铁高炉运输至炼钢转炉的运输作业流程。配套轨道铁水运输系统的主要设施有:国家准轨铁路线路(轨距1 435 mm、38 kg/m 或43 kg/m 的重型轨道,30 cm 左右的明碴道床);走行正线、编组站、停车线、安全线、检修线等复杂的轨道线路系统;庞大的人工管理、维检、后勤保障系统;原始的低功率蒸汽机车、小容量铁水罐车等设备系统(轴荷载30 t 左右)。铁水编组场站线和配备作业机车数量较多,作业频繁,调度运输组织复杂。第一代钢铁厂典型铁路系统图如下页图2所示。

图1 常规轨道铁水运输模式

图2 第一代钢铁厂典型铁路系统图
铁水编组场股道总数量计算见式(1)和式(2):

式中:m编组为某方向需要编组线数量,股;N 为该方向编组出发列车次数,次;t 为编组一列出发列车平均占用编组线的时间,min;α 为时间有效利用系数;M编组为编组场股道数量,股;b1-2为走行线数量,条。
铁水运输作业机车数量计算见式(3):

式中:N运为小运转铁水运输作业机车数,台;Σt 为小运转铁水运输作业时间,min;T固为机车整备和交接班等固定作业时间,min。
第一代铁水运输技术的主要特点:铁路站场线路系统庞大,机车、车辆、铁水罐多设备组合,规格小、数量大;多层多级的管理调度系统、维检和后勤保障系统;运营费用高,管理调度人员、机车司机、调车员、扳道员、道口值班员、线路维检人员、后勤保障人员等配套岗位结构臃肿、定员多;环境污染严重,燃煤蒸汽机车环境污染严重,铁水运输距离长,作业环节多,敞口铁水罐沿途排放点多,烟尘污染范围大(见图3)。

图3 蒸汽机车牵引铁水罐车
1.2 第二代轨道铁水运输技术
20 世纪80 年代上海宝山钢铁厂的建成投产,标志着我国钢铁发展进入了一个崭新的阶段,钢铁厂的生产规模、生产装备、生产技术都有了明显的提升,至21 世纪初,我国真正成为了世界钢铁大国。随着钢铁业的突飞猛进,轨道铁水运输技术伴随着钢铁企业炼铁-炼钢“一罐到底”界面技术(见图4)的出现也有了长足的发展,铁水运输系统趋于简单化,铁路线路专业化,运输设备大型化,轨道铁水运输技术趋于专业化、成熟化[1-2]。本文将我国20 世纪后期至21 世纪初的主流铁水运输系统定义为第二代轨道铁水运输系统。
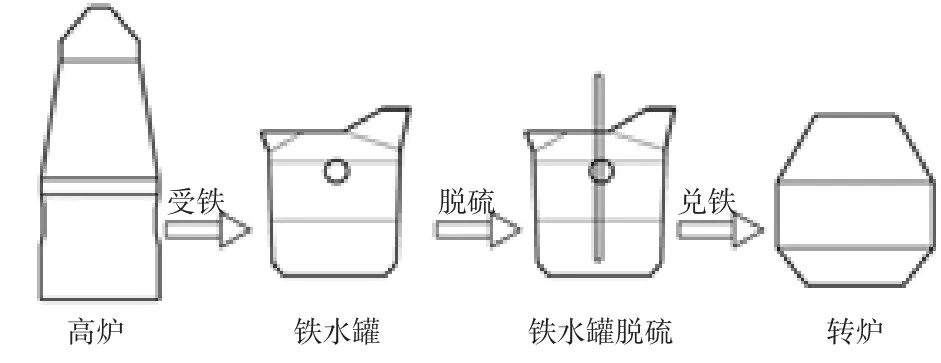
图4 “一罐到底”铁水运输模式
第二代轨道铁水运输系统(见图5)采用传统的准轨轨道线路,但铁水运输系统与钢铁厂其他运输系统相对独立,系统简洁,具有相对清晰的站线系统;具有专业的人工管理、维检、后勤保障系统;轨道线路适应设备大型化的需求,轨型采用60 kg/m 轨道、道碴加厚,40~45 cm 厚的明碴道床;采用大功率内燃机车代替蒸汽机车;配备大容量铁水罐车等车辆设备系统(轴荷载40 t 左右)。内燃机车牵引铁水罐车图如图6 所示。
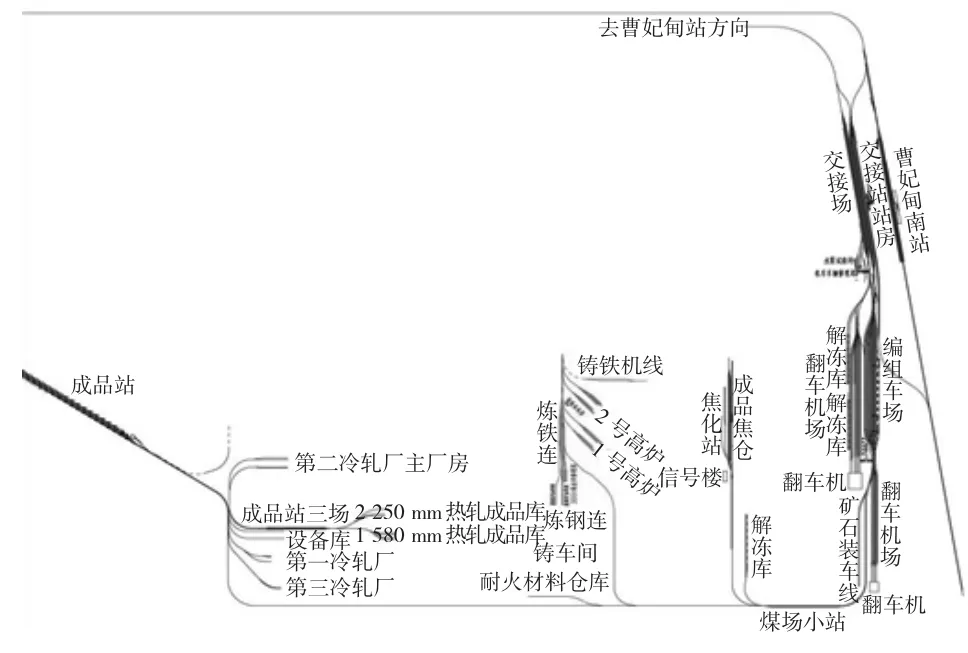
图5 第二代钢铁厂典型铁路系统图

图6 内燃机车牵引铁水罐车
第二代轨道铁水运输技术伴随着炼铁-炼钢工序间采用“一罐到底”界面技术的发展而趋于简洁化、专业化,设备大型化[3]。但也仍然存在铁路系统占地面积大、用地不规则、运输距离较长、配套线路复杂、内燃机车耗能和污染较大、车辆维检费用高以及岗位定员较多等问题。
2 新型轨道铁水运输技术的创新及应用
2.1 发展背
生产实践证明,炼铁-炼钢工序间“一罐到底”界面技术给钢铁企业带来巨大的经济效益、环境效益及社会效益,得到了冶金界的高度认可。钢铁制造流程中物质流、能量流、信息流追求动态有序,使“流”在动态有序运行过程中,将耗散“最小化”的理论和实践有了很好的展现[4-5]。此外,可最大限度地缩短炼铁、炼钢工序的距离,以及减少作业环节的紧凑、高效的炼铁-炼钢界面新型“一罐到底”布置型式是冶金领域追求的目标。新型轨道铁水运输技术从空间关系、轨道运输系统、运输方式、运输设备等方面彻底打破了传统铁路运输铁水技术的机理,实现了变革性的突破。
2.2 技术创新
炼铁-炼钢工序间“面对面”的“一罐到底”空间布局,改变了传统的采用庞大的铁路系统进行铁水运输的组织模式,新型轨道铁水运输技术打破常规,轨道运输系统趋于短捷、紧凑、高效。新型轨道铁水运输系统中,铁水运输线直接连接高炉炼铁车间和转炉炼钢车间,轨道线路适应运输车辆非标准、大型化的需求。为保证线路安全稳定,轨距采用宽轨距(根据铁水罐车的规格进行确定,目前常用轨距在4 m左右)、QU120 轨道(118.1 kg/m)、钢筋混凝土整体道床;配备智能调度系统;采用电动平车代替内燃机车;取消铁水罐车,铁水罐直接坐在电动平车上;运输系统的简化大大降低了维检和后勤保障的作业任务。
直连式“一罐到底”布置工艺(见图8):直连式轨道线路直接连接高炉炉下和炼钢加料跨,铁水罐从高炉炉下受铁,通过铁水运输车直送至炼钢车间,将铁水预处理、向转炉兑铁、铁水缓冲、铸铁、铁水罐的修砌烤等功能集中布置在炼钢车间加料跨内[6-7]。自驱动电动平车运载铁水罐如图9 所示。

图8 新型轨道技术铁水运输系统图
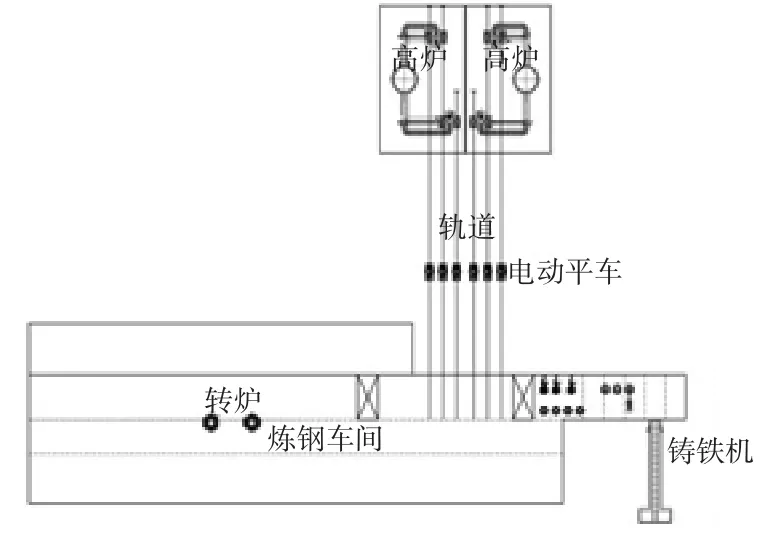
图9 电动平车运载铁水罐
2.3 技术优势
新型轨道铁水运输系统替代了传统铁路站系的缓冲和运输组织功能,通过电动平车和天车两种运输组合实现轨道铁水运输作业流程。炼铁、炼钢工序衔接紧密,总图布置规整、紧凑,运输环节简单、运输距离短捷,热量损失小、污染排放少,占地面积小,岗位定员少。新型轨道铁水运输技术产生了良好的经济效益和环境效益。
2.3.1 经济效益
传统的铁路运输系统有庞大的铁路站场、大半径的铁路走行线,经常带来许多不规整、低利用率的的三角地带,用地面积很大。针对某钢铁厂2 座高炉在1 座炼钢车间的布置采用第二代轨道运输技术和新型轨道运输技术进行了占地比较,结果表明新型轨道铁水运输系统节约用地占比约55%,节约用地效益明显。
新型铁水运输系统与传统铁水运输系统在空间布局上有很大的变革,用空间换时间,用时间换温度,用温度换效益。铁水罐无论在空载还是重载的情况下,温度均随时间的增加逐步下降,时间是温度变化的主要因素,在运输速度变化不大的情况下,运输距离是运输时间的直接影响因素。新型铁水运输系统在减少温降的同时,可缩短转炉冶炼周期,也可相应增加废钢比,经济效益明显。
对内燃机车和电力机车的运行成本进行对比,结果表明在同样运输功的基础上,内燃机车的耗能约是电动机车的20 倍;内燃机车大、中小维修费用较电力机车高,电力机车主要通过电池维修和更换来保障运行,电池还可回收重复利用,因此电力机车较内燃机车的运营费用大大降低。
新型轨道铁水运输系统管理模式采用远程智能化调度。根据炼铁、炼钢工序的生产节奏,统筹安排铁水运输组织,编程信息化管控平台。利用平台进行铁水运输的智能化调度,相较传统冶金企业铁路运输的三级调度(部调、站调、区调),大大减少了管理调度、运维人员数量,减岗效益明显。
2.3.2 环境效益
新型铁水运输技术最大限度地压缩了炼铁-炼钢界面的运输距离,缩短了铁水运行的时间,且新型铁水运输罐车采用加盖技术,高温铁水的烟尘排放和热损失大大降低。环境和能源是相辅相成、相互协调的,追求环境效益首先考虑的就是节能,其次就是选择清洁能源。新型铁水运输技术的运输设备采用了清洁能源电动平车,运行线路平直、短捷,与传统的内燃机车相较,基本没有污染物排放,且噪声污染范围很小。
3 未来铁水运输技术的发展趋势
3.1 综合比较
第一代、第二代和新型铁水运输技术的比较情况如表1 所示。
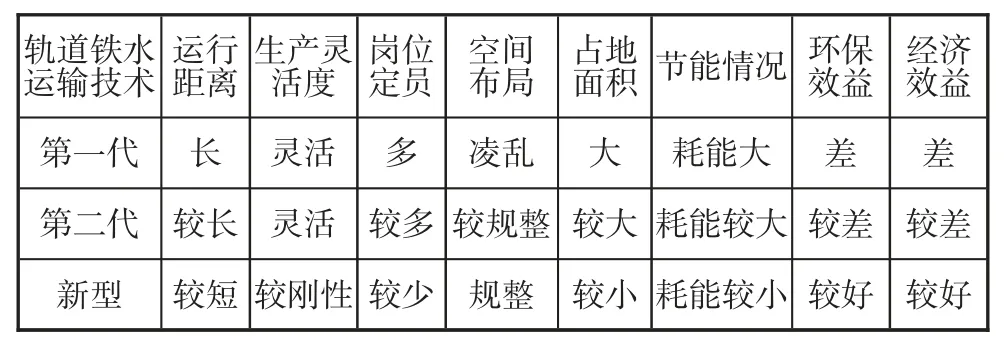
表1 轨道铁水运输技术的综合比较
从表1 可以看出,新型轨道铁水运输技术在钢铁厂占地面积、空间布局、生产效率、物耗、能耗与过程排放、生态环保等指标方面展示出的优势较强,在炼铁-炼钢核心工序界面技术的发展中具有较强的优越性。
3.2 发展趋势
随着钢铁冶金技术、炼铁-炼钢核心界面技术、运输设备和智能化程度的不断发展及环保要求的不断提高,铁水运输技术会随着科学技术的进步而不断地发展创新。
未来随着新型轨道运输技术稳定性、安全性和可靠性的不断提高,以及运输设备的大型化、专业化和清洁化,更加简洁高效、机动灵活的轨道运输或无轨运输技术是铁水运输技术的发展趋势。随着计算机信息网络技术的快速发展、智能管理技术和自动控制技术的不断提高,未来炼铁-炼钢核心界面间的铁水运输调度管理将发展为更加趋于智能化的生产组织模式。
4 结语
轨道铁水运输技术随着钢铁厂炼铁-炼钢核心工序界面技术的发展而不断发展,钢铁厂总图布局一旦形成后,几十年乃至百年基本不变,故炼铁-炼钢界面的空间布局和轨道运输技术的研究需慎之又慎,必须权衡考虑工艺流程、工程投资、生产维护、运营成本、环境保护等方面的综合效益。随着新型轨道铁水运输技术的日益成熟,“一罐制”铁水运输技术向多元化方向发展,追求钢铁制造流程的“动态-有序”“连续-紧凑”,实现能量耗散最小化是永恒的目标。新型轨道铁水运输技术实现了炼铁-炼钢界面直连、紧凑、规整的空间布局,系统简单,生产高效,真正追求经济效益、环境效益和社会效益的最佳化,为钢铁厂铁水运输技术方案提供借鉴和参考。
