液压支架设备的高强度材料匹配策略分析
2022-06-04黄成龙
黄成龙
(晋能控股煤业集团马脊梁矿质检组,山西 大同 037000)
矿用液压支架的作业条件较为复杂,在实际应用过程中,存在工作阻力大的特性,且对支撑高度提出了较高的要求。液压支架的应用功能决定了其对支架荷载能力的高要求,同时要求液压支架具备较强的稳定性,这样才能够为井下作业创造安全空间。目前来看,在液压支架结构中,较常使用的板材材料有Q460、Q690、Q550,具体材料匹配方法为根据各结构受力状况的不同选取板材材料,并且采用合理的焊接手段,提高液压支架结构的可靠性。现阶段常用的焊接材料匹配形式有等强匹配与低强匹配两种。对于一些支撑高度大的大型液压支架结构来说,需要适当提高高强度板材材料的使用量,以支撑高度的8.8 m 的液压支架设备为例,其中70 kg 级别的高强板占钢板用量的90%以上,这既可保障液压支架的荷载能力,又能对其自身重量加以控制,符合井下作业的实际需求。本文研究的主要目的是提高液压支架的应用可靠性,因此,围绕高强度材料的匹配策略展开研究,具有极为现实的意义。
1 高强度钢板材料的匹配策略
根据液压支架的实际应用需求,在进行材料匹配时,应综合考虑液压支架在使用过程中对结构性能的基本要求。目前来看,矿用液压支架的主要要求包括较强的荷载能力、较强的支撑能力以及较长的使用寿命,同时,还要求液压支架能够对自身重量加以控制,以满足井下作业过程中的设备运输要求。因此,在材料匹配时,应以强化液压支架主体结构的强度和刚度为基本要求,通过配置高强度钢板可以基本满足液压支架主体结构的强度和刚度需求。但仅应用高强度钢板无法满足液压支架的高寿命要求,此时便可将部分结构的钢板材料替换为Q690 和Q550 这种使用寿命较长的钢材结构,仅在承力需求较大的部位应用Q890 这种超高强度钢板材料,这样就可同时满足使用周期需求和刚度需求。对于液压支架中的三大主体构造(见图1),即底座、顶梁和立杆,需要优先选用Q690 材料;对于其他一些受力较小的部件可以优先选用Q550 材料;对于支架的推杆结构则可应用Q890 材料。通过此种材料匹配方法,可从整体上提升液压支架的使用性能,并延长其使用寿命。
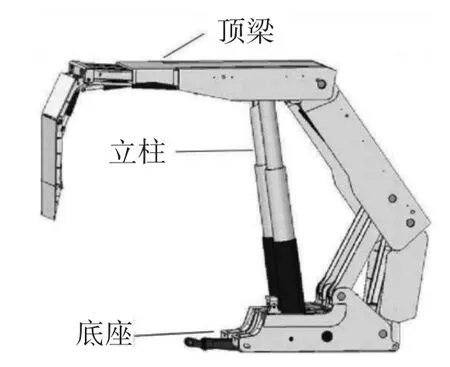
图1 液压支架主体构造示意图
研究表明,将Q690 和Q550 作为液压支架的主体应用材料,而局部配置Q890 材料,并对焊丝材料进行科学匹配,选取合理的焊接工艺对液压支架整体结构进行处理后,其结构性能得到稳步提升。这主要是由于对于高强度材料的匹配均源自于液压支架应用中各部件的受力状况,对其进行综合考虑后,提升应力集中部分的钢材刚度性能,可进一步提升液压支架应用的稳定性。有研究者针对以Q550 和Q690 为主材,并匹配Q890 的液压支架进行6 万余次的试验后发现,液压支架的母材以及焊缝结构均未出现开裂现象,这证明对于结构母材的选择以及焊丝材料的选择相对可靠。
2 高强度板材结构焊接工艺的匹配策略
为了实现对钢板结构焊接工艺的合理选择,需要先通过试块焊接验证的方式检验高强度钢板是否适用常规焊接工艺,并且验证高强度钢板焊缝的拉伸性能和弯曲性能是否满足液压支架的应用需求。因此,同时选用厚度为25 mm 的Q690 型高强度钢板和Q890 型高强度钢板进行焊接试验,并通过对焊接完成后钢板的抗拉强度、弯曲性能、冲击性能与硬度进行综合测试,从而选定最佳的焊接工艺。
2.1 Q690 高强度钢板焊接工艺验证
在针对厚度为25 mm 的Q690 钢板进行焊接实验后发现,钢板的力学性能以及冷裂纹敏感性均会受到焊接工艺手段的直接影响。根据相关规定(GB 2650~2655—89),在对其焊接接头部位的弯曲性、硬度、拉伸性能以及冲击性能进行验证后发现,其焊接接头部位的融合质量较好,并未出现明显的焊接缺陷。而经拉伸检测后,其断裂位置处于焊缝间,其抗拉强度值为860 MPa,且接头部位的弯曲性能较好。因在焊接完成后进行了消氢处理,使得接头部位的硬度分布十分均匀,未有明显硬化和软化现象发生。总体来看,采取常规焊接工艺便可保障Q690 型高强度钢板结构的焊接质量[1]。
2.2 Q890 高强度钢板焊接工艺验证
在对Q890 型高强度钢板进行焊接时,使用半径为1.2 mm 的GHS90 焊丝,采取常温焊接方式和预热焊接方式,并对Q890 高强度钢板的焊接接头综合力学性能进行验证。主要验证方法为国际上较为通用的最高硬度试验法,以钢材冷裂纹倾向特点作为测定目标进行验证,该法属于一种适用于电弧焊接工艺的实验手段。主要测量方法为:在焊道底部的熔合处分别设置两个测点,两个测定点的间隔控制在0.5 mm 左右。测定结果显示,其最高硬度分布曲线如图2 所示。
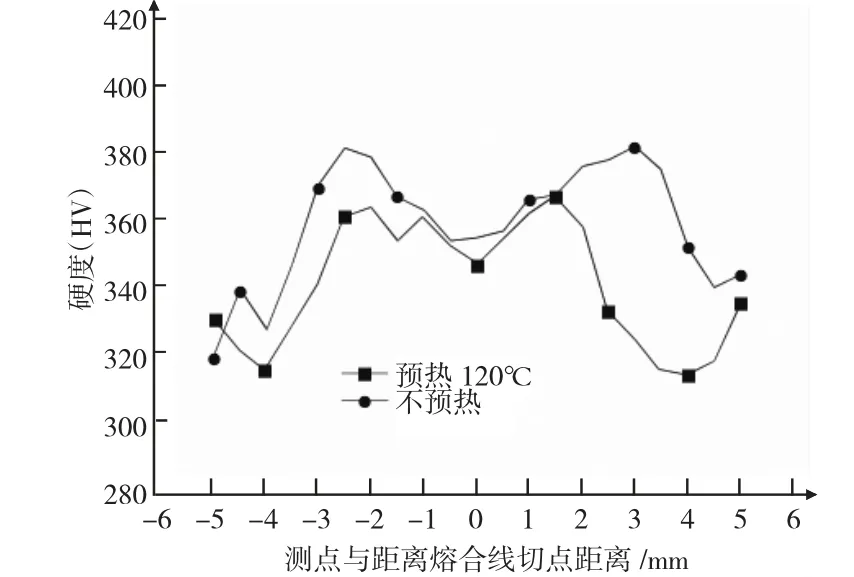
图2 最高硬度曲线分布图
从图2 中的曲线变化状况来看,处于热影响区域范围内的板材硬度也处于较高水平,可以证实Q890 的焊接工艺中其淬硬状况会受到焊接热影响区的直接影响。因此,在针对Q890 进行焊接操作时,应采取合理的预热处理措施。
焊接工艺中进行焊后热处理的主要目的是控制焊接残余应力对焊接部位质量的影响,在针对高强度钢材进行焊接作业时,通常不建议采取焊后热处理措施。这是由于焊后热处理可能会使焊接接头部位的力学性能降低,主要表现为冲击韧性会低于未经焊后热处理的接头韧性。但从高强度钢材焊接试验中可以发现,采取焊后热处理工艺,可以有效提升焊接部位的强度。因此,要在焊接操作完成后的第一时间进行加热处理,并对其加热温度进行合理控制,在不影响焊缝冲击韧性的情况下,通过热处理使焊接接头部位的氢能有效溢出,避免出现延迟裂缝问题。
2.3 焊接工艺验证分析
结合上述研究发现,常规性的焊接工艺便可满足Q690 高强度钢板的焊接需求,焊缝质量以及力学性能也均能满足液压支架的结构性能需求。而Q890 高强度钢板的焊接工艺则存在一定的特殊性,要求在完成焊接作业的第一时间进行热处理,使其接头部位的氢能得以有效排除,以提升焊接接头质量,降低裂纹现象的发生率。
3 高强度板材焊接材料匹配策略
根据焊接材料匹配方式的不同,可以将其大致分为两种匹配形式:一种为等强匹配形式,具体表现为,在对等强度材料进行焊接时,焊材的强度与材料强度保持一致,而焊接时的两种材料处于不同强度等级时,焊材强度则需要与较低等级的材料强度保持一致;另一种为低强匹配形式,主要指焊接材料强度要低于板材强度一个等级。在液压支架结构中,需要根据液压支架各结构的受力状况对板材强度进行合理选择。因此,各部位的板材强度各不相同。在对各类板材进行焊接时,需要选取合理的焊接材料匹配措施,才能保证焊缝质量和焊接强度,使各个结构性能满足液压支架的应用需求。为了验证两种焊材匹配形式下的焊接质量,从中选择最佳的焊材匹配方式,需要分别对液压支架结构中使用的主要板材进行焊接验证,分析各种焊材匹配方式下接头部位的弯曲性能、拉伸性能和冲击能力。
为了验证不同焊材匹配形式对焊接质量的影响,针对Q460、Q690 以及Q550 三种高强度板材分别进行焊接,选用不同的焊材匹配形式,最后对不同匹配形式下的焊接接头力学性能进行对比研究。当对Q460 钢板与其他级别钢板进行焊接时,同时采取等强匹配和低强匹配形式进行焊接处理,并对焊接完成后的板材进行拉伸试验,发现其断裂位置均处于母材Q460 的一端,这足以说明焊接接头强度超出母材强度。在弯曲试验中也能发现,弯曲试样的完整度较好,这可说明两种焊材匹配形式均满足焊接接头的塑性需求。而在冲击试验中发现,ER50-6焊丝的抗冲击能力优于ER62-G 焊丝的抗冲击能力。在对Q550 和Q690 材料的焊接试验中发现,采用等强匹配以及低强匹配方式时,焊接接头的弯曲性能、抗拉伸性能以及冲击性能均符合液压支架的结构性能需求。同时,低强匹配措施下接头冲击功更大,具备更好的强韧性[2]。Q550 与Q690 高强度板材焊接接缝形貌如图3 所示。

图3 焊接接缝示意图
4 液压支架立柱耐腐蚀材料匹配策略
为了进一步提升液压支架的使用寿命,除了要在重点承力部位应用高强度材料之外,还需要提升液压支架结构材料的耐腐蚀性,降低腐蚀因素对材料使用寿命造成的直接影响。在前期应用中发现,液压支架的立柱缸筒经常出现点蚀、麻面以及多种腐蚀现象,具体表现如图4 所示。

图4 立柱腐蚀表现
腐蚀问题的产生不仅会影响立柱的支撑性能,还可能对液压支架的稳固性构成影响。如不对此类问题进行合理控制,必定会缩短液压支架的使用寿命。因此,在对液压支架的立柱进行选材时,应优先选用一些高强度、高耐蚀性的新型材料,其中S890以及S690 材料均符合这一要求,应用这两种材料作为液压支架的立柱结构可在一定程度上提升立柱的抗腐蚀能力。除此之外,也可在立柱外层涂抹一些防腐蚀性材料来进一步提升其抗腐蚀能力。
由于井下作业环境十分复杂,且巷道空间内的空气湿度较大,液压支架长期处于此种作业环境中很容易造成点蚀、腐蚀等问题。其中经常发生腐蚀现象的结构为立柱结构,因其在作业过程中立柱油缸的镀层极易磨损,而空间作业环境创造了良好的腐蚀条件,导致立柱结构经常出现点蚀和腐蚀等问题。目前来讲,较为有效的处理方法为利用激光熔覆技术对不锈钢粉末进行熔融处理后,使立柱结构可焊接于立柱油缸外表面,并形成一层冶金结构层。具体作业中需要先通过抛光、打磨等手段在其立柱缸筒表面形成一定的粗糙度,增强其与熔覆层的结合力,这既可保障立柱自身结构的强度,也能提高其耐腐蚀性能。
5 结语
应用液压支架的过程中常面临着较为恶劣的作业环境,这对其自身使用功能性提出了较高的要求。尤其是在井下巷道工程中,液压支架发挥了突出的支撑作用,这要求其具备较强的荷载能力。通过对高强度材料的匹配策略进行探讨,使得在今后的液压支架制备中,能够结合液压支架的应用需求,合理选材,有效提升液压支架的综合使用性能。
