风电机组工装组件的焊接工艺研究
2022-06-02韩小岗
韩小岗
在风电机组运输过程中,主要的支撑部件就是焊接结构件运输支架,针对越来越大的风电机组,机舱运输过程中还是所有弯矩都需承载,其质量优劣直接影响风力发电机组运输的整体及相关交付。在制造运输支架整个过程中,焊接工序的控制质量和工艺要求至关重要,对其进行分析和研究,为制定焊接结构件的控制质量和制造工艺方案提供更好的参考。
1 选定焊接评定标准和评定焊接工艺
1.1 选定焊接评定标准
我国风电装机容量,在世界上已居首位。为了将产能过剩等相关问题有效地解决,各个风电厂商将风电机组不断地出口海外。目前,中国标准和美国ASME标准以及欧洲标准ISO15614等为主要的焊接评定标准。为了使焊接质量得以保证,国内风电焊接结构件多数依据GB 50661制定焊接工艺。这三个标准无论是母材的覆盖范围和材料分类,还是板厚覆盖范围等,都有所不同及存在一定的差别,规定试件试验要求和试验项目以及焊工资格要求等也有所不同。焊接以前,应该结合业主要求,选取恰当的焊接工艺标准评定焊接工艺,各种标准异同必须要做到指挥若定。
1.2 评定焊接工艺
其一,焊接试板必须准备好。按照GB 50661选取试板规格。为了使试样制备得以保证,单块试板长度必须大于3m,宽度大于1.25m。1cm~10cm为风电机组工装焊接结构件焊缝厚度的范围,对角接焊缝和接焊缝为接头型式。全部焊缝范围都要覆盖,对接焊缝试块应该为5cm,从而达到要求。
其二,试块基材。针对风电机组工装结构件焊接而言,应该采用Q355系列的钢板。风电机组主机架应用中厚钢板Q355,坡口比较深,焊接进行时,能够很快冷却,不容易溢出焊缝中的扩散氢,从而增加焊缝中的扩散氢。在淬硬组织和焊接应力以及扩散氢的作用下,冷裂纹容易出现。
其三,焊接材料。采用二氧化碳气体保护焊,ERS-6焊丝,为了使焊缝可靠性得以保证,选用80%rA+20%二氧化碳混合气体为保护气体。
其四,焊接坡口。X型坡口作为焊接坡口,焊接以前,坡口周边铁锈和油污等都要除掉。
其五,焊接工艺。焊接以前,焊件预热,100℃~150℃的预热温度。焊件近表面大多数扩散氢溢出为预热的主要目的,以防聚集的氢产生晶间应力造成开裂。应用对称焊接致使焊接变形降低,深度处理焊缝根部。
应用焊丝ER50-6,采用二氧化碳保护气体焊接,电弧燃烧比较稳定,飞溅也很少。但是,无论焊接线能量太小,还是太大都会影响焊缝的抗裂性和性能等。所以,焊接工艺参数必须要明确,焊工应该持证进行焊接。
1.3 材料焊接性分析
为了满足实际施工的需求,需要对材料焊接性分析,在实际的焊接性分析中,应对的焊接性的评定原则进行研究,从而得到:
(1)评定焊接接头的生产工艺缺陷的倾向,可以为后续的焊接工艺提供基础参考,进而保证焊接水平。
(2)评定焊接接头,对接头的基本情况,进行研究,确认接头能够满足结构的使用需求,确保结构的功能性和可靠性。确保,按组实际工作需求。
(3)评定焊接接头工艺缺陷的敏感性,主要是以抗裂性试验为基础,通过试验,可以获取相应的数据参数,实现对焊接性的评价,实际的试验中,可进行的试验包括热烈纹试验、冷裂纹试验、消除应力裂纹试验和层状撕裂试验等,从而实际工作的基本需求,进而提升相应工作的质量,减少焊接的质量隐患。
(4)实际的焊接中,可选的焊接方法包括:裂纹敏感性试验、焊接接头的力学性能测试的、低温脆性试验、断裂韧性试验、高温蠕变及持久强度试验。如果实际的试验中,所选的焊接件尺寸先对较小,则可以直接进行试验,不会给试验结果带来不良的影响,如果的焊接件的尺寸相对较大,则需要对物品进行处理,可以选择实物压缩化的方式,实现对它的处理,进而满足实际工作的基本需求,积极提升工作效率。
1.4 焊接材料和方法的选择
为了满足实际工作的需求,并且保证焊接的质量,需要对焊接材料和焊接方法进行控制,上述内容,对焊接材料的相应内容进行了,所以,此处仅主要以焊接方法进行研究,所以,主要对焊接方法进行选择。实际的焊接过程中,可供选择的方法,相对较多,包括焊条电弧焊、气焊、埋弧焊和氢弧焊、电渣焊、CO2焊、等离子弧焊等,这些焊接方式,在实际的应用中,都具有各自的优势和缺陷,所以现阶段埋弧焊,电弧焊的应用价值相对较高,可以用于不同类型的材料焊接中,不仅能够保证焊接的质量,还能提高焊接的效率。比如焊接电弧焊的,主要的接头形式为对接、搭接、T形接,卷边接等,并且可以用于全位焊接,适用于厚度3mm~20mm的钢板焊接,可用于碳素钢、低合金钢、铸铁、铜和铜合金等材料的焊接中,同时,还有中等偏高的生产率,这些特点,就是的电弧焊,具有较高的应用价值,可以广泛地用于焊接作业中,并且能够保障焊接的质量,确保焊接过厚,焊接接缝处能够满足规范的要求。
2 风电机组工装组件运输支架材料和工艺流程
2.1 运输支架材料
风电机组的运输支架,是满足风电机组工装组件运输需求的支架,实际的配置中,妖气支架需要具备相应的成本优势,价格不宜过高
选用Q355B低合金高强度结构钢作为运输支架材料。由于运输支架要将比较复杂的动静载荷承受,要求板材必须具有很高的综合机械性能,为了避免内部漏洞,需要选用UT探伤板材作为材料,还要按照面积的10%,复验各块材料厚度大于或者等于5mm的板材。Q355B低合金高强度结构钢具有优良的可焊接性能。焊接填充材料遵循等强度的原则,选用性能要求与最新标准相符合的材料。严格地控制焊接填充材料质量和储存,并且必须具有质量文档给予证明。
2.2 检验运输支架工艺流程
运输支架工艺及检验流程图,见图1所示。本文只分析和研究了焊接工序的控制质量和工艺要求。

图1 运输支架工艺及检验流程图
2.3 道路设计方案
为了满足风电机组的工装组件的运输需求,需要对具体的准备工作进行控制,如道路的设计方案,通过对道路的设计,确保道路能够为风电机组的工装组件运输提供基础,保障运输的效率。实际的运输中,机组叶片、塔筒都采用常规运输方式,保证道路平曲最小半径的合理、之后,保证弯路的边高>2.0m。注意做好杂物亲历,避免杂物地给运输带来影响,另外,对纵坡进行控制,确保纵坡在18%以内,从而满足风电机组工装组件运输及支架安装的基本需求。
2.4 风电机组工装的吊装方案
为了满足风电机组的基本需求,需要合理的对吊装方案进行设计,确保方案符合实际工作的需求,进而全面提升风电机组的可靠性,降低各类隐患的影响确保风电机组的应用价值。实际设计中,可以以1台600t的汽车吊,一台100t的汽车吊或是1台75t的汽车吊,其中,600t的汽车吊和100t的汽车吊,在实际的作业中,需要负责塔筒和发电机的吊装工作,而实际的工作中,75t汽车吊,主要实现卸货的功能,从而满足实际需求。同时,75t汽车吊,还要负责设备的卸货,从而满足风电机组的运输需求的。
2.5 主要的工程量
为了满足风电机组的安装需求,需要对风电机组的工装组件运输支架进行风电机组的运输工程量控制,主要的工程量包括道路弯道最小的半径为35m,同时,宽为4.5m,路基宽度为5.5m。为了满足实际换工作需求,需要对这些内容进行控制,确保数据的合理可靠。
3 风电机组工装组件运输支架焊接工艺控制质量
3.1 开料和制作坡口
根据设计的图纸,生产方应该将各板件的放样图绘制,按照放样图下料和预制,同时追溯性标记也要做好。必须注意校平钢板平面,可以运用油压机校平,火焰校平尽可能不用。根据运输支架功能的要求,通常焊接坡口都有企业标准的正确规定。坡口必须平整,裂纹和夹渣分层等相关欠缺都不能有。切割钢材必须与JB/5000.2规定相符合,无论是剪切面,还是切割面的上局部切口的深度超差,都要打磨平滑和焊补。由于机组要将许多电气和液压等容易损坏的元件安装,必须除掉所有板边的毛刺,达到平整和倒圆,不会损伤到其他零部件。
3.2 焊接人员资质
在规定焊接人员要求中,作为焊接人员不但要具有技术知识及操作水平,而且,还要严格地按照国家的标准。具有焊工资质证书才能够焊接操作。证书发行机构无论是国内的,还是国外的都可以,但是,必须是有效期内的焊工资质证书。如果,现有焊接人员,具备焊接能力,但是,缺乏相应的焊接资质,就要对他们做好相应的培训工作,确保焊接能够成为他们生活的一部分,确保他们能够按照规范进行操作,降低隐患的影响。所以针对这类人员,要加强对他们的培训工作,通过有效的培训提高他们对基础知识的掌握,确保他们能够在资格证的考核中,一次通过。同时,实际工作中,如果焊接人员,没有资格证书,则不能进行相应的焊接工作,确保绝对安全操作,降低安全隐患的影响。
3.3 评定焊接工艺
焊接以前,生产方需要评定焊接工艺,测试各项机械性能是否能够达到要求。结合评定的报告,对焊接方法、焊丝直径、焊丝型号、焊接速度、焊接电流、气体流量以及各条焊缝堆焊的次数等相关参数确定。
3.4 焊接组装
先检验板材外观。无论是焊接坡口表面,还是距坡口边缘5cm以内,都要修整和打磨,油污、水、积渣、锈蚀以及其他影响焊接质量的有害物质都要除掉。
焊接组装必须与设计图纸的规定相符合,焊后焊接变形等相关因素导致的组装尺寸变化应该充分地考虑到。无论是对接焊缝组装间隙,还是不开坡口角焊缝都要小于1.5mm。并且在焊接平台上组装所有的零部件。调平平台的应用水准仪,平面度不得超过1.5mm。组装以前,装配位置线必须画出来,按照线位进行装配。装配的过程中,装配的顺序应该合理地布置,焊缝的变形量和焊接劳动强度都要充分地考虑到。组装过程中,强力组装应该避免,合理地安排定位焊缝的间距和长度,定位焊缝的长度为2.5cm~5cm之间比较适宜;定位焊缝间距为2m~3m之间比较合适,从而使焊接变形导致的运输支架尺寸超差得以避免。
3.5 运输支架部分的组装工艺
其一,在焊接平台上,对底板进行校正并且固定,再将侧板安装基准线在底板,以便安装焊接时,控制好尺寸。并且焊接工艺的运输支架前部分的刚性支撑架也要准备好,见图2所示。

图2 焊接工艺刚性支撑架
其二,板2板7组焊,钢板比较薄,组焊很容易出现变形,可以在直线段距上部固定点焊,至少要具有5处点焊固点。焊接的方式,先进行底焊,再单面进行2层焊接,焊1层背面清根,再交替进行焊接。运输支架前部分的组装图,见图3。
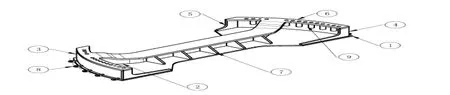
图3 运输支架前部分的组装图
3.6 去应力退火
转入到去应力退火工序以前,无论是焊缝的质量,还是变形量符合的要求,生产方都要严格进行核实。为了将焊接产生的焊缝内应力除掉,检验焊缝合格以后,按照标准处理运输支架的去应力退火。不可以有产品弯扰翘曲现象出现,可用振动时效替代应力退火。
3.7 无损探伤
其一,开坡口焊缝都要按照GB11345B类I级的标准100%地进行超声波探伤检测。焊缝欠缺返修以后,还要复探,同一部位不可以出现2次返修。
其二,钢板厚度超过2.5cm的角焊缝,应该按照双面单侧进行检验;钢板厚度低于2.5cm的对接焊缝,应该按照单面双侧进行检验。检测横向欠缺时,在焊接接头的两侧边缘,致使焊接接头中心线与探头成10°~20°角,作为两个方向斜平行进行扫查。
其三,验收时,原则上,应该在运输支架去应力退火以后,进行超声波探伤检测。为了使焊接的质量得以保证,供方超声波探伤应该在焊接盖面以前和热处理以后两次进行。
其四,进行100%磁粉检测焊缝,所有白点和裂纹现象都不可以在焊缝表面出来。必须在运输支架去应力退火冷却24h以后,检测磁粉。
3.8 工艺焊接技术的要求
其一,焊接以前,生产方必须将焊接工艺规程编制出来,焊接的过程中,按照焊接工艺的具体要求,对焊接参数进行控制,且构件变形情况应该随时检查。
其二,焊接过程中,必须注重清理层间,无论是焊渣、裂纹、飞溅、未熔合、咬边以及成形差的焊道,还是其他对焊缝质量有影响的物质都要除掉。
其三,焊接过程中,尽可能不让焊枪摆动,如果需要进行摆动,摆动必须小于1.8cm,各道焊缝的厚度小于1cm,宽度小于2cm,应用窄焊道和多道多层焊的方法。焊接后认真检查,以防未熔透和弧坑以及焊缝成形差等相关欠缺出现。
其四,焊工焊接的过程中,焊接变形现象必须要充分地考虑,每个焊缝要点都要焊接牢固,无论是焊接方向,还是焊接顺序都要控制好,致使焊接变形能够最小,焊后校形的工序减少,从而使生产效率有效地提升。
其五,运输支架板件厚度超过3cm的,焊接以前必须预热,焊接后需要保温,控制预热温度为100℃~150℃之间,焊道两侧为预热区,各侧的宽度都应该是焊接厚度的2倍,并且不能低于7.5cm,焊接的过程中,为了使焊缝道之间的温度得以保证,必须随时进行加热。
其六,运输支架焊接件必须与JB/T5000.3的规定相符合,形位公差和尺寸公差没有标注的,按照标准中B、F级的要求执行。
分析和研究风电机组工装组件的焊接工艺,从生产源头上将控制要点提出来,为制定风机焊接结构件焊接工艺和控制质量方案提供了参考,使风力发电机组运输的可靠性得以保证,整体成本进一步地降低。
4 结语
本文结合风险机组的实际情况,配合风电组的研究内容,再加上记住的各项本文对风电机组工装组件的焊接工艺研究,结合实际情况,对风电机组的工装组的运输支架的进行研究,最后,再对放电机组的工装组件和暗转内容机进行俺就,从而保障焊接质量,确保风电机组在实际的工作中,能够保持较好的工作状态,从而满足是风电机场的基本需求得到,确保风电机组的功能与安全。
